
煤粉过滤器反吹控制系统升级改造
2012-01-30 10:49王常凯
化工设计通讯 2012年5期
王常凯
(河南中原大化集团仪表工程公司,河南濮阳 457004)
0 引 言
河南煤业化工集团中原大化公司500kt/a甲醇项目,其煤气化装置采用壳牌(Shell)干煤粉加压气化工艺。其中,气化装置煤粉袋式过滤器S1103A/B、S1201A/B,为磨煤及输送单元重要设备。S1103A/B、S1201A/B中任何一台出现问题,将造成气化煤粉输送单元单系列运行,气化炉负荷减半,带来非常大的经济损失。其煤粉反吹控制系统,均为西门子S7-300系统独立控制,其处理器为单卡,不符合现代自动化控制的安全要求,另外,没有通信卡,监控操作必须到现场操作,十分不便;并且其控制方案有不是很完善的地方,存在一定的安全隐患。公司决定在2012年年度大修中对S1103A/B、S1201A/B进行升级改造。
S1103A/B、S1201A/B反吹控制系统由S7-300PLC系统升级为S7-400PLC冗余系统,并把现场S7-300PLC控制盘指示的二次表显示引入DCS显示;在利用原有控制柜中信号线的基础上,优化I/O点,仅对PLC进行冗余改造,既节省投资,又可以节约施工周期。
1 工艺简介
壳牌煤气化工艺的给煤系统采用干粉加压给料法。中原大化采用2套磨煤系统对应2套输送系统进行煤粉的加压输送,每套系统向气化炉的两个对置的煤烧嘴供煤。煤粉过滤器位于煤粉锁斗上部,对输送合格煤粉起着非常重要的作用。
以煤粉袋式过滤器S1103A/B为例,其技术参数及工作原理简介如下。
1.1 S1103A/B技术参数(表1)
1.2 工作原理
(1)工作工况
含尘气体从灰斗进入装有滤袋的过滤室,粉尘被阻留在滤袋外面,干净气体则透过滤袋,并经净气室、排风管、风机和排气筒排入大气中。
(2)清灰工况
当滤袋外壁的粉尘层逐渐增厚,除尘器阻力随之增高,在达到设定的压力值或清灰时间后,即逐渐轮流进行脉冲喷吹清灰。清灰开始时,电磁控制阀打开脉冲阀,喷吹管便与气包相通,压缩空气(p=0.15~0.25MPa)经喷吹口喷向滤袋,在喷吹的瞬间(0.065~0.085s),高速的压缩空气流在其周围产生负压,形成引射作用,又可从周围吸入约5~7倍于压缩空气的气体,压缩空气和引射气流一道射入滤袋内部;由于喷射时滤袋发生全面抖动和由里向外的反吹气流的作用,便可有效地清除掉附着、堆积在滤袋外表的粉尘(掉入灰斗中),如此完成全部滤袋的清灰过程。清灰完毕后,恢复正常过滤状态,进入运行周期。落入灰斗的粉尘由空气斜槽排放。
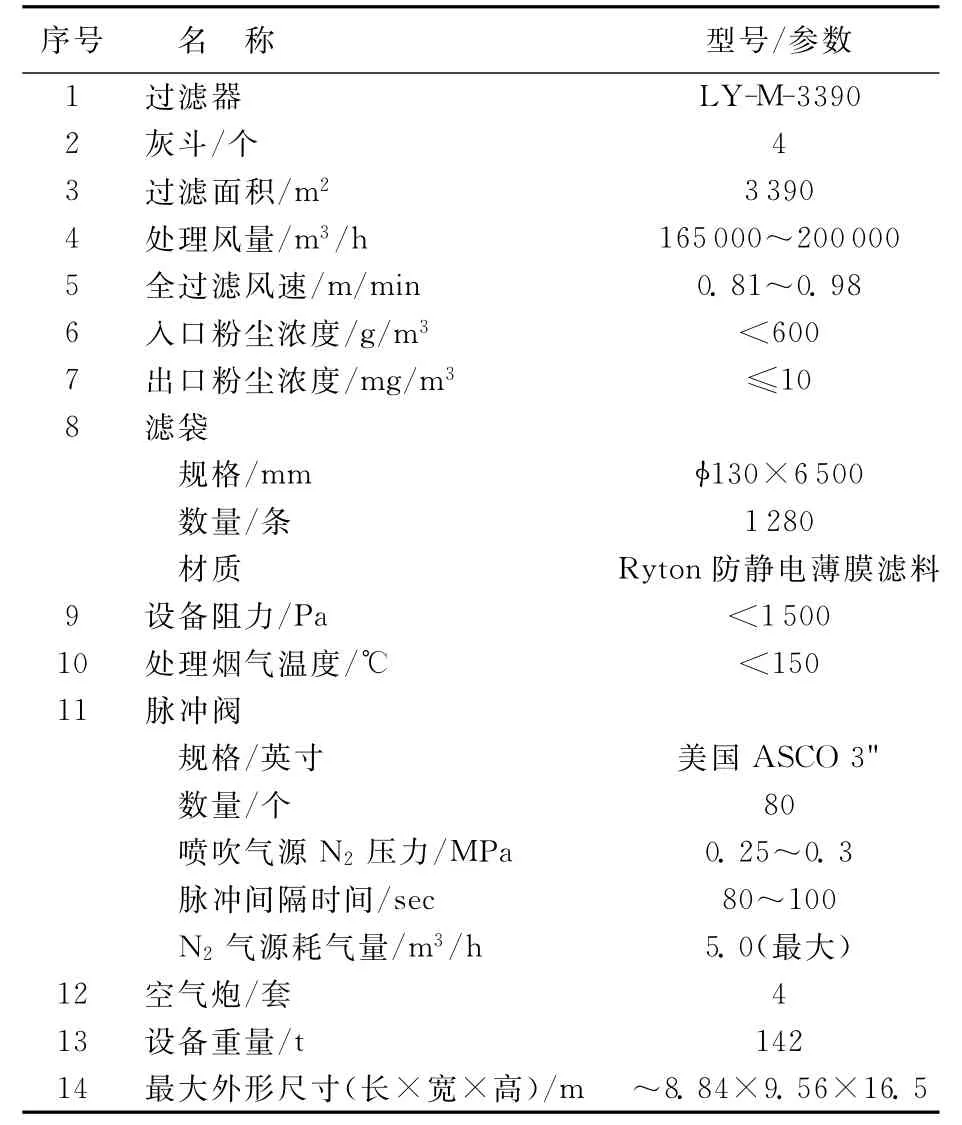
表1 S1103A/B技术参数
2 反吹控制系统的升级改造
2.1 系统网络结构(图1)
据给煤系统工艺要求,在原S7-300系列PLC的基础上,将控制系统升级改造为S7-400系列PLC,并与DCS系统结合,按分散控制、集中管理的原则对整个控制系统进行优化,从而实现数据采集、处理、监控及对现场设备的控制。

图1 系统网络结构
2.2 总体改造思路
(1)增加一面控制柜,用于安装S7-400CPU安装导轨。并在其上安装电源模块PS407、S7-400冗余CPU,及配套同步模块和通信模块CP。
(2)采用西门子分布式PROFIBUS-DP冗余通信方式,将原四套粉煤反吹系统S1103A/B、S1201A/B整合为一套冗余控制系统,通过接口模块IM153-2与CPU通信。
(3)在原S1103A/B系统上分别增加3块16点DO数字量输出模块,原S1201A/B系统上分别增加1块16点DO数字量输出模块。并相应完善控制方案,将各仓室脉冲阀分开激励。
(4)完善控制柜内控制回路,增加中间继电器及配套底座和安装导轨。增加端子排,并完善接线。系统预留工程师维护编程接口,实现操作人员在主控室即可进行管理、调试和监控。
2.3 编程设计
以S1103A为例进行介绍。S7-400PLC在S1103A控制系统中所实现的功能:80台反吹阀(A1~A80)实现了顺序启动,每个阀门触发时间200ms,阀门之间动作间隔为5s、8s、10s三种动作频率可选择(如图2),启动PLC现场启动与DCS远程启动可选择,监控点(温度、压差、压力、开关等)全部以现场总线方式引入DCS控制系统监控,从而实现各仓室脉冲阀分开激励。
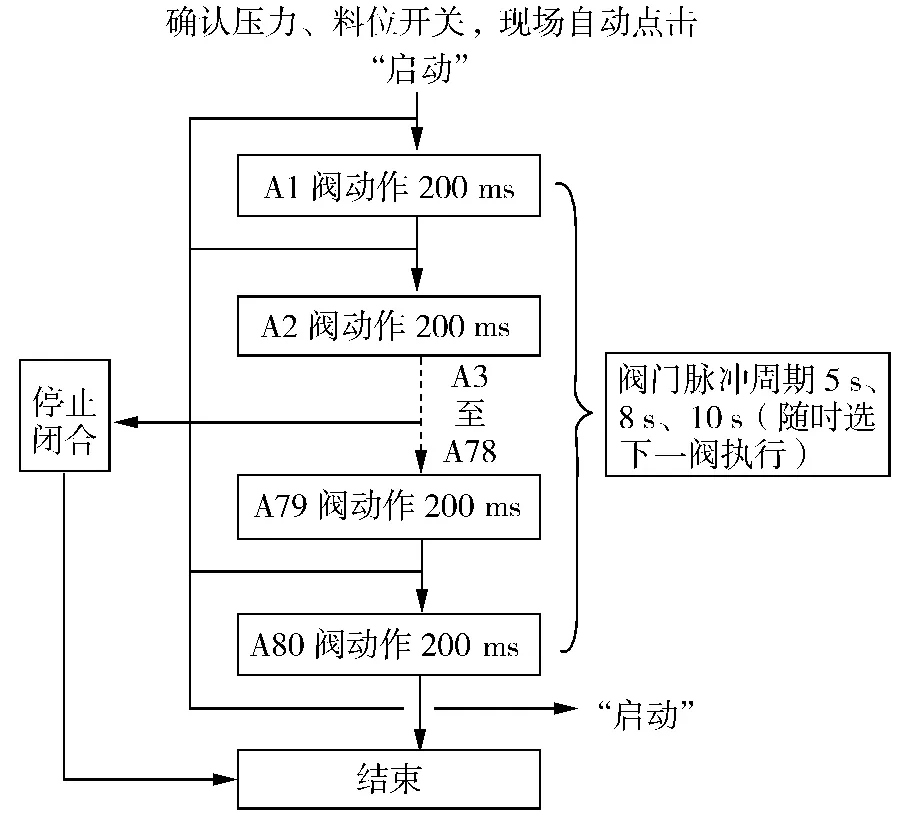
图2 脉冲阀自动运行程序流程
3 结 语
西门子S7-400H冗余系统较之原S7-300系统,可实现冗余控制,在安全和处理速度上均有质的飞跃。通过接口模块,可以实现与原4套系统的无缝连接;通过安装通信模块,主控可实现监控和操作。同时,对原系统中的隐患进行整改,增加模块、继电器和端子排,彻底消除影响生产稳定的不安全因素。S7-400H系统具备很高的可用性,其应用领域广泛:
·控制器发生故障后再启动的费用十分昂贵的场合(一般为过程控制工业),如发生停机,将会造成重大的经济损失;
·过程控制中包含有贵重的材料;
·无人管理的应用场合;
·需减少维护人员的场合。
自动化控制领域中,有容错功能和高可靠性的自动化系统的应用越来越多。如气化煤粉反吹系统,系统停机将带来巨大的经济损失。在这种情况下,只有冗余系统才能满足高可靠性的要求。高可靠性的SIMATIC S7-400H能充分满足这些要求。它能连续运行,即使控制器的某些部件(一个或几个)出现故障而失效也不受影响。
猜你喜欢
环境卫生工程(2022年1期)2022-03-09
云南化工(2021年6期)2021-12-21
有色设备(2020年1期)2020-04-02
科技资讯(2019年12期)2019-07-08
中国环保产业(2018年6期)2018-06-29
中国环保产业(2017年7期)2017-08-11
中国有色冶金(2015年1期)2015-03-07
中国环保产业(2013年4期)2013-05-23
中国环保产业(2012年5期)2012-11-22
中国设备工程(2011年7期)2011-09-16
