卷烟包装机NF卸盘机拍板料斗的改造
2012-02-20 09:07邵永亮张国平胡广阔李秀珍
装备制造技术 2012年3期
邵永亮,张国平,胡广阔,李秀珍
(河南中烟工业有限责任公司漯河卷烟厂,河南 漯河 462000)
NF卸盘机是为B1软盒硬条卷烟包装机组供给烟支的辅机。在卷烟包装过程中,影响成品品质、设备效能和原材料消耗的主要因素有很多,其中,原机设计缺陷的影响巨大。根据漯河卷烟厂卷包车间设备装备情况、设备性能和生产操作过程等实际情况分析,NF卸盘机料斗挡板原设计存在缺陷,在设备运行过程中产生的烟支错乱是影响成品品质、设备效能和原材料消耗指标的主要因素。
1 改造背景
NF卸盘机在烟盘翻转卸烟时,会产生两种不好的现象:
一是由于冲撞力和惯性作用,容易出现烟支掉落,在卸盘机料斗中形成横烟。料斗中的烟支在向前输送过程中,因为横烟的影响,造成烟支错乱;横烟所接触到的烟支经过挤压,会产生皱纹,当横烟没有掉落时,还会造成B1包装机下烟道堵塞,致使机组停机。在以往的工作中,主要靠机台操作人员发现后,用手工整理,否则会造成停车,影响机组有效作业率和产品品质;
二是在整盘烟支翻转之料斗上方而未卸载时,烟支由烟盘底部活动托板托扶,由于重力作用,烟盘底部活动托板上方的烟支呈倾斜状态,下面的烟支会比上面的烟支突出一点,当料斗内烟支下降到一定高度,光电开关提示烟盘底部活动托板向后做抽出动作,整盘烟支下落于料斗之内,由于料斗挡板是固定的,那么活动托板上方的倾斜烟支,就会撞击到料斗挡板,造成烟支错乱,同样造成B1包装机下烟道堵塞,致使机组停机,影响机组有效作业率和产品品质。
我们在包装机上对造成设备停车的主要因素进行了调研,调研情况见表1。

表1 5#包装机停车频次表
根据表1做柱状图,如图1。

图1 5#包装机停车状况柱状图
通过数据和柱状图分析,烟支错乱是造成包装机停机次数高的主要原因,是影响卷烟产品品质、原材料消耗和设备正常运行的主要因素。
经过长期观察发现,通过手动来控制料斗固定拍板动作,料斗内产生的错乱烟支,会随着手动拍打,下落到废烟支斗内,并且在卸载烟支时,由于挡板是打开的,烟盘内突出的烟支就不会撞击到挡板上,这样就大大减少了流入下游机的错乱烟支,降低了烟支的不整齐排列程度。
这一发现,使我们确定对卸盘机加一套装置来控制原来后部的固定拍板,对料斗内烟支的两端同时进行拍烟动作,使烟支整齐,以降低烟支错乱,解决因为烟支错乱产生停机而使产品品质下降、运行设备运行效率降低、原材料消耗增加的问题。
2 改造的技术方案及原理
2.1 改造的技术方案
改造实施前,我们制定了两套改造方案。
(1)方案一。在料斗挡板一侧设计加工曲柄摇杆机构,加装伺服电机,带动该机构,实现料斗挡板动作。
(2)方案二。在原机机架上安装一双作用气缸,气缸端部加装强力磁铁,对料斗挡板进行改造,使磁铁能吸住料斗挡板,取活动拍板的动作信号控制电磁阀,继而控制气缸动作,实现料斗挡板动作。
方案一虽然也能解决原机设计缺陷,但设计加工曲柄摇杆机构费用高,技术难度大;加装伺服电机改变原机设计,外观效果不理想。
方案二能解决原机设计缺陷,加工费用和零备件费用低,技术难度相对较小。所以,我们在查阅大量资料的前提下,经过反复研究,最终确定选用方案二对NF卸盘机料斗挡板进行改造。
2.2 改造原理
(1)机械方面。从主气路上取一气源,经过一个两位五通电磁阀来控制一个双作用气缸,双作用气缸端部加装一强力磁铁后,加工安装在卸盘机机架上,利用强力磁铁的吸引力与改造加工后的卸盘机后挡板相连,使双作用气缸实现挡板的打开与关闭。
当烟盘上的烟支下落时,后挡板处于打开状态,这样卸盘时突出的烟支就不会因落到后挡板上而弯曲,产生的乱烟会因为输送过程中挡板的自动开闭下落到废料斗内;当烟支下落后,前后挡板同时进行排齐动作,使烟支整齐输送,这一动作由电气部分控制完成。
(2)电气控制方面。必须有一个输出信号,来控制电磁阀继而控制气缸动作。由于原来控制拍板的输出是PLC输出,如果一个输出点带两个电磁阀长期频繁工作,极易对输出点造成损害。因此,要想使这一过程动作完成,必须对PLC进行编程,加一套输出点或是对外围电路进行改造。由于出厂日期不同,NF卸盘机有两种PLC控制,一种是SIEMENS编程器,这一种我们无法进入程序,最可靠的只有在外部加一套无触点开关,我们选择了固态继电器,因为其带负载能力强,能频繁动作,完全满足要求;另一种是OMRON编程器,我们对其程序进行了修改,并加入了一个输出点,直接带动电磁阀线圈,大大减轻了外围工作量,满足了改造的需求。电器改造原理示意图如图2。
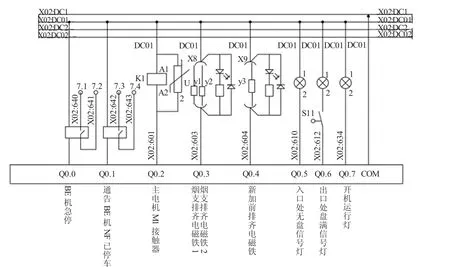
图2 电器改造原理示意图
3 改造后的应用效果
我们对改造后的停车情况,进行了调研,调研情况见表2。

表2 5#包装机改造后停车频次表
根据表2做柱状图如图3。

图3 5#改造后包装机停车状况柱状图
根据改造前后数据做柱状图如图4。

图4 改造前后烟支错乱停车次数对比柱状图
4 结束语
通过以上数据可以看出,NF卸盘机料斗拍板改造后,设备因烟支错乱造成的停机次数由原来的班平均35次,降低到5次以内,有效降低了设备停机次数,从而提升了产品品质,提高了设备有效作业率,节省了原材料消耗,取得了预期效果。
[1]任 芳.PLC与现场总线技术在B1主机改造中的应用[J].电子设计工程,2009,(08):104-105
[2]河南中烟漯河卷烟厂车间修理用书.Bl包装机组操作与维修手册[Z].
[3]廖常初.PLC编程及应用[M].北京:机械工业出版社,2004.
猜你喜欢
重庆理工大学学报(自然科学)(2022年6期)2022-07-22
文学教育·中旬版(2022年4期)2022-04-27
内燃机与动力装置(2022年1期)2022-03-21
喀什大学学报(2021年6期)2021-03-12
读写月报(高中版)(2020年11期)2020-12-23
汽车工程学报(2020年3期)2020-07-03
艺苑(2017年4期)2018-02-01
课程教育研究·下(2016年12期)2017-04-26
出版科学(2017年2期)2017-04-14
北京理工大学学报(2016年9期)2016-11-24