
轴承匀脂运转机设计
2012-06-11 01:55张杰英王立新
哈尔滨轴承 2012年4期
张杰英,王立新
(中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036)
1 前言
轴承匀脂运转机是将轴承进行运转,运转过程中能把注入在轴承内的润滑脂均匀涂在钢球、保持架、内、外套的沟道上,能达到防锈及降低噪声的目地。由于采用该匀脂机匀脂的轴承匀脂效果要求高,因此,此匀脂机电气采用先进的PRC,交流电机采用变频调速,实现2000~6000 r/min的无级调速,匀脂效果比以往匀脂机效果好。该机为单机自动,共有三个工作头,每次可运转同型号或者不同型号的三个工件。
2 匀脂运转机的性能
电源: 380V 3相,
气源: 4×105~6×105Pa,
工作时间:0~5min(机外可调),
工作范围:15~70mm,
运转头转速:2 000~6 000r/min(可调)。
3 匀脂运转机的组成及工作原理
匀脂运转机由床身 1,运转架 2,送料架 3,夹具4,气路 5,电气 6,按钮箱 7 共 7 个部分组成。装配图如图 1。
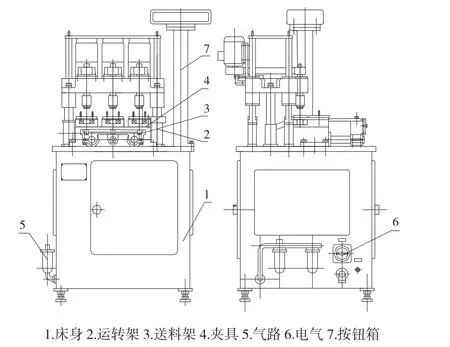
图1 装配图
3.1 夹具
夹具见图 2 所示。把工件 4 放在垫 5 上,校正棒 3 插入工件 4 和底座 6 的内孔内,使工件定位于底座孔,调整微调螺钉 7 使压轮与工件外径0.1~0.2mm的间隙,再把料道板 9 安装上便可使用。
3.2 送料架
夹具安装在送料架底座上,见图 3,把工件 1安装在工作位置的垫上,把手压盘的主令开关拨向进入位置,安装上推料板 4,调整微调螺钉 7使推料板 4 与被加工件 1 有0.2~0.3mm的间隙,此时送料调整完毕。把待加工件 2 装入上料道 3内,再把主令开关拨向退的位置,由于被加工工件 1 与待加工工件 2 中心距是94mm,而送料气缸行程是100mm ,所以送料板应退到待加工件 2的外径外边,此时待加工件落入退料板的前端,再把主令开关拨向进入位置。退料板就推动待加工件进入工作区域,同时把已加工完的工件推出工作区域,上下料调整完毕。

图2 夹具
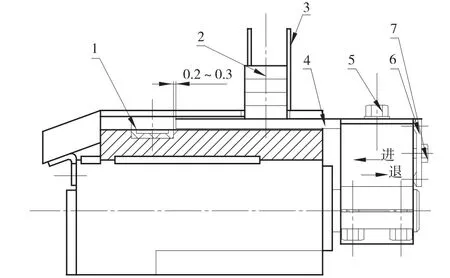
图3 送料架
3.3 运转架
运转架见图 4 所示。把转动头电动机停止转动,旋开锁紧螺母11,向上旋微调螺钉10把手压盘上的主令开关拨向轴下的位置,转动头进入工作区域,旋转微调螺钉10,使转动头 6 的工作面与 9 的工作端面的距离大于被加工件的幅高,再把手压盘主令开关拨向轴上位置,转动头退出工作区域,把主令开关拨向进入位置,送料板把待加工工件送入工作区域。按启动按钮使转动头转动,再旋微调螺钉10,使转动头能带动被加工件的内套转动,再把微调螺钉10向下旋转2~3圈,旋紧锁紧螺母11,便可进入自动循环。
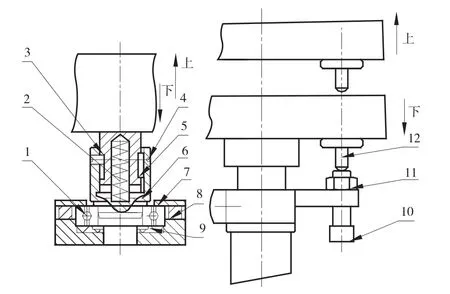
图4 运转架
4 结束语
该机床操作简单,容易掌握,更换加工产品方便。机床旋转速度高,匀脂效果好,共有三个工作头,同时对三个工件加工,生产效率高。
猜你喜欢
乐器(2021年1期)2021-09-10
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
小资CHIC!ELEGANCE(2019年28期)2019-09-12
海峡姐妹(2019年1期)2019-03-23
制造技术与机床(2017年7期)2018-01-19
小猕猴智力画刊(2017年12期)2017-12-27
制造技术与机床(2017年10期)2017-11-28
家庭影院技术(2017年10期)2017-11-23
卫生职业教育(2014年12期)2014-05-16
