电站锅炉高再入口联箱弯头裂纹原因分析及处理
2012-06-17 09:34李广龙
山东电力技术 2012年3期
李广龙,刘 青
(1.山东里彦发电有限公司,山东 济宁 273517;2.华能济宁运河发电有限公司,山东 济宁 272057)
1 概述
山东里彦发电有限公司3号锅炉于2000年8月投入运行,累计运行70 000余小时。2011年5月31日,运行人员巡检时发现B侧高压再热器入口联箱弯头处蒸汽泄漏,6月2日停炉后检查发现该处弯头与联箱对接接头处有严重开裂。较为严重的裂纹有 4条,分别编号为裂纹 a、b、c、d,如图1所示。
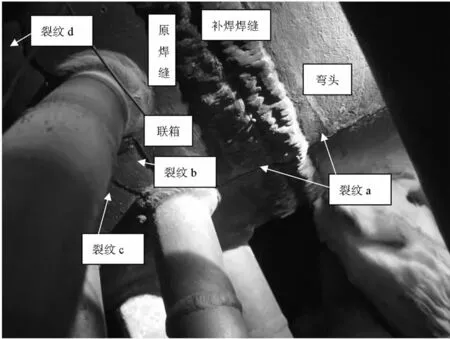
图1 裂纹照片
裂纹a:从联箱往弯头侧观察,裂纹a位于5点位置,垂直于焊缝,并贯穿联箱、焊缝与弯头,总长约 220 mm,表面张口较大(2 mm),如图 2、图3所示。

图2 裂纹a总形貌
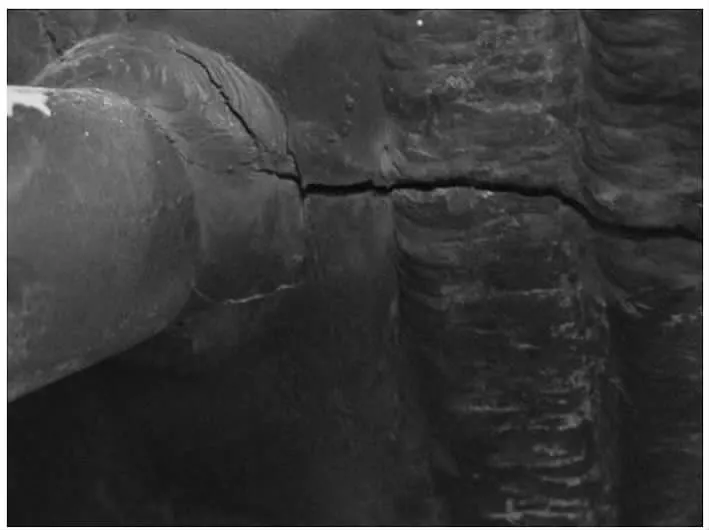
图3 裂纹a局部形貌
裂纹b:裂纹b为联箱上两个管座之间的孔桥裂纹,裂纹张口较大,并可看出开裂后裂纹两侧母材有较明显的错边量(>1 mm),如图4所示。
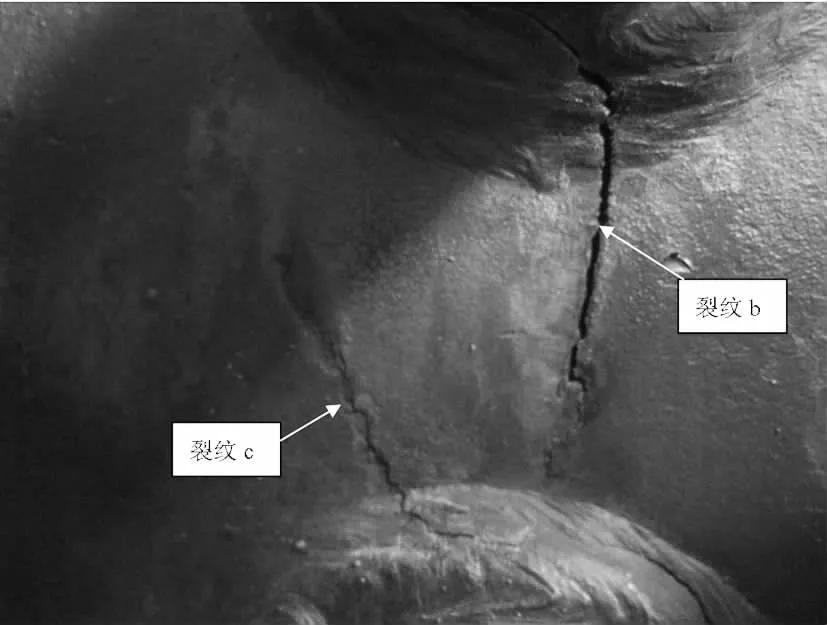
图4 裂纹b、c总形貌
裂纹c:裂纹c与裂纹b从同一个管座角焊缝开裂,沿上偏左约45°方向向联箱母材扩展,张口较小,长约30 mm,如图4所示。
裂纹d:裂纹d也为两个管座之间的孔桥裂纹,且表面错变量更大(>2 mm),如图5所示,从走向上看,可视为裂纹b通过管座角焊缝的延伸(图1)。

图5 裂纹d总形貌
该炉同样部位曾于2010年9月28日发生过泄漏,当时检查发现漏点为一条裂纹,裂纹位于弯头上,在联箱与弯头的对接焊缝边缘,离对接焊缝熔合线约10~15 mm的距离,从联箱侧观察,裂纹的起止点大约处于2-4点位置,长度约300 mm。对该条裂纹进行挖补修复,修后补焊焊缝紧贴原环焊缝,位于2-6点位置(图1)。此间,该弯头另一侧与低压再热管道连接的焊缝处也发生过一次泄漏,从补焊焊缝的位置来看,裂纹也是位于紧邻焊缝的弯头上。高压再热器入口联箱及弯头的材质均为12 Cr1MoV,联箱规格为Φ426×20 mm,弯头规格为 Φ426×22 mm。
2 原因分析
对联箱、原焊缝、两侧补焊焊缝及弯头进行光谱测试,材质及成分符合设计要求。
对联箱进行金相组织检测,组织正常。
对联箱、两侧原焊缝、两侧补焊焊缝及弯头进行硬度测试,结果如表1所示。
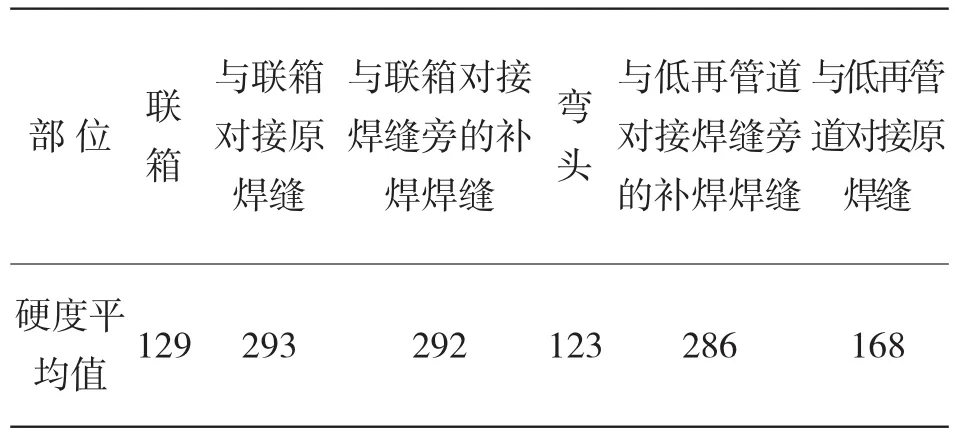
表1 硬度测试结果 HB
表1中硬度值均为在管壁表面温度>50℃时测得。由表1可看出,与联箱对接的原焊缝,以及两侧补焊后的补焊焊缝硬度都严重超标[1],(高于母材+100 HB,且>270 HB),由此可以推断,联箱侧的原安装焊缝及两次的补焊焊缝均未经焊后热处理。两条并列的未经焊后热处理的焊缝中存在极大的焊接残余应力,特别是焊缝中的环向拉应力,最大可达熔敷金属的屈服极限。该拉应力首先使焊缝中产生垂直于焊缝的裂纹,裂纹分别向联箱和弯头母材扩展。从裂纹a的形貌看出,焊缝部位张口较大,两侧张口较小,也可以判断出裂纹首先在焊缝上形成并扩展。
裂纹a扩展至联箱管座时,又沿联箱管座角焊缝扩展。联箱因开孔而使其强度降低,由于母材强度不能承受较大残余应力,致使裂纹又沿联箱最薄弱的部位——孔桥之间扩展。从裂纹a较大的张口,联箱母材裂纹b、裂纹d开裂后两侧母材较大的错边量,均表明在该部位存在有非常高的应力水平。
因此可以认为,由于该部位原焊缝及后来补焊焊缝均未进行焊后消应力热处理,使得该焊接接头存在极大且复杂的叠加残余应力,是产生裂纹、造成开裂的主要原因。
此外,在对弯头进行硬度检测时,发现在该弯头正上端(12点位置)存在一个高硬度带,硬度值达197 HB,其余部分硬度正常。手摸该处明显感到粗糙,表明该弯头曾进行过焊补处理,弯头的制造质量不良是弯头多次泄漏的原因之一。
对该处的支吊情况进行检查,弯头两侧均为刚性吊架,且低压再热管道侧的吊架已不受力。支吊不良对该处形成的附加二次应力及可能造成的振动,对裂纹的形成和扩展也会起到推波助澜的作用。
3 修复处理
裂纹挖除前对该弯头增加必要的支吊,防止因挖除量大造成联箱及弯头强度不足引起更大设备事故。
用机械方法清除裂纹,采用同质焊材,用氩弧焊打底和电焊填充和盖面的方法进行焊补,焊接完成后立即进行焊后热处理,冷却到室温后对焊补区进行外观、表面和无损探伤检测,结果表明补焊焊缝质量合格。
经过3个月运行,联箱及弯头补焊区未发现异常,表明本次裂纹修复是成功的。
4 结语
造成高压再热器入口联箱开裂的原因主要是由于焊后未进行焊后热处理造成焊接残余应力较大以及支架承力不良等原因造成的,对焊后热处理要引起足够的重视。另外鉴于该部位已多次焊补,今后应作为重点监督对象,跟踪监督检查,再次发现类似问题,应进行更换处理。
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
昆明医科大学学报(2021年5期)2021-07-22
发电设备(2021年1期)2021-03-17
电子制作(2018年18期)2018-11-14
焊接(2015年11期)2015-07-18
焊接(2015年5期)2015-07-18
质量技术监督研究(2015年5期)2015-02-10
食品与健康(2014年11期)2015-01-17
中国机械(2014年24期)2014-10-21
移动通信(2014年17期)2014-10-16