
凝汽器管束的安装技术及风险分析
2012-06-23 02:58颜福华
电站辅机 2012年1期
颜福华
(华能威海电厂,山东 威海 264205)
1 概 述
凝汽器是发电厂中的大型换热设备,其作用是将汽轮机做功后的排汽凝结成水,重新经给水系统逐级加热后送回锅炉进行循环,同时在汽轮机排汽口形成较高真空度,使蒸汽在汽轮机低压缸中膨胀至最低压力,增大蒸汽在汽轮机中的可用焓降,提高机组循环热效率。凝汽器设备安装的关键是管束安装,其组装质量将直接影响到机组的安全经济运行。
2 设备状况
某电厂三期工程扩建为2×680MW超超临界燃煤机组,凝汽器为双背压、双壳体、单流程、表面式、横向式布置的凝汽器,该部分系统主要由接颈、壳体、水室和接收汽轮机低加旁路的减温减压装置等部件组成。凝汽器放置在装有多球轴承座的基板上,由低压侧的凝汽器和高压侧的凝汽器组成,壳体和热井为一体结构,喉部内各布置1个低压加热器。设备系统的布置,见图1所示。凝汽器的主要参数见表1。
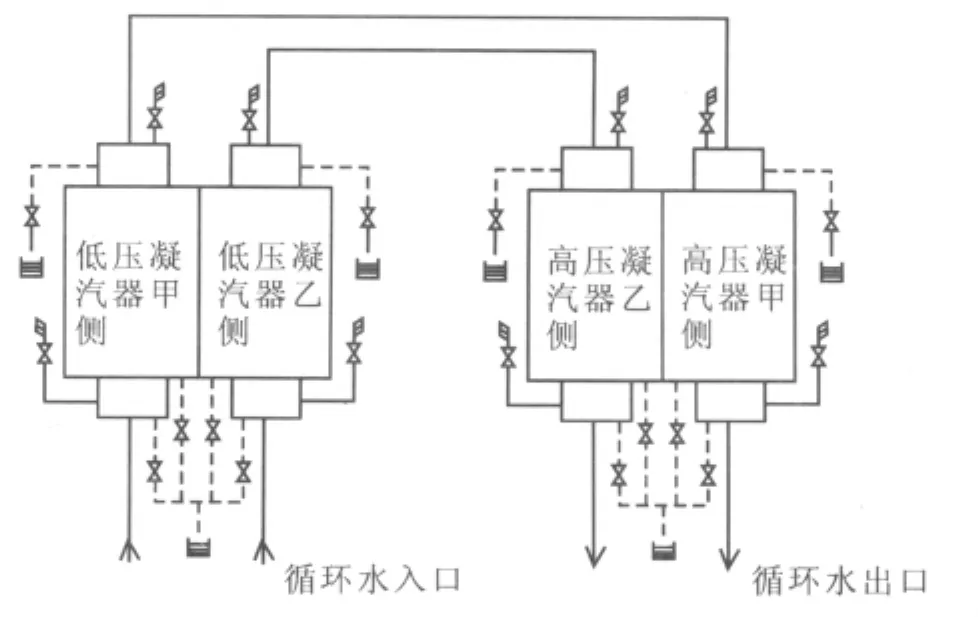
图1 设备系统布置图
3 凝汽器管束安装
3.1 安全措施
(1)设备安装前,应有清浩度方面的考虑,需在安装现场采取专门遮蔽措施,防止灰尘进入,在水室内工作要用风机通风。
(2)在凝汽器台板一侧搭设施工平台,沿冷却管长度方向垫上木方,保证待穿的钛管不变形。
(3)施工现场整洁,照明良好,工具材料定置摆放。
(4)对参加穿管的施工人员进行安全技术培训并经考试合格。
(5)施工人员要穿干净的专用工作服及工作鞋,并戴脱脂白手套,每班更换1次,被油脂污染后,必须立即更换。参加钛管焊接的焊工应经专门培训并考试合格。
(6)在凝汽器喉部底层铺一层20mm厚的木板,在木板上面铺设1mm厚的铁皮,再在铁皮上面铺一层三防油布,以防杂物落入冷凝器。
(7)应使用白布以脱脂溶剂(酒精、丙酮)擦拭钛管端部,除去油污,并用塑料布盖好,对于管端口用防油、防尘的透明薄膜封闭.
(8)穿管受阻时,必须检查原因,不得用力猛击强行穿管。
(9)胀管后,用铣刀铣削管口处余量,切下的钛屑必须及时清理,严防钛材着火。
(10)磨光机等电动工具应检验合格后才能使用,接线应由专职电工负责,线路上必须装设漏电保护器,核验其工作状态。
3.2 施工工序
(1)配备的主要机具,见表2所示。

表2 配备的机具
(2)完成壳体内拉筋、管件和隔板的安装,对管板、隔板拉钢丝复查找正。
(3)将管板、隔板及汽侧挡板、淋水盘、挡水板全部清扫干净,去除各部件上的油污及铁锈。
(4)检查管板孔汽侧的倒角应为1×450,无纵沟痕,必要时可用Ø23~Ø26mm的可调铰刀铰孔。
(5)穿管时使用导向头,壳体内部不设拨管人员。
(6)穿管从上到下进行,首先穿迎汽区及空冷区的厚壁钛管Ø25mm×0.7mm,其次穿Ø25×0.5mm钛管,应轻推轻拉,每穿1根钛管,至少由3人协作完成。
(7)胀管前,将穿好管子的一端推出管孔外,用酒精或丙酮和白绸布清洗管孔及管端,然后将管子拉出,清洗管端3次。与此同时,另一侧的管子也应做相应的三推清洗,清洗后的管子用塑料薄膜胶纸覆盖好。
(8)先胀接出水侧的钛管,由下至上全部胀完;胀管及切管机具必须彻底清洗,每胀1~3根钛管后即用酒精清洗1次,见图2。
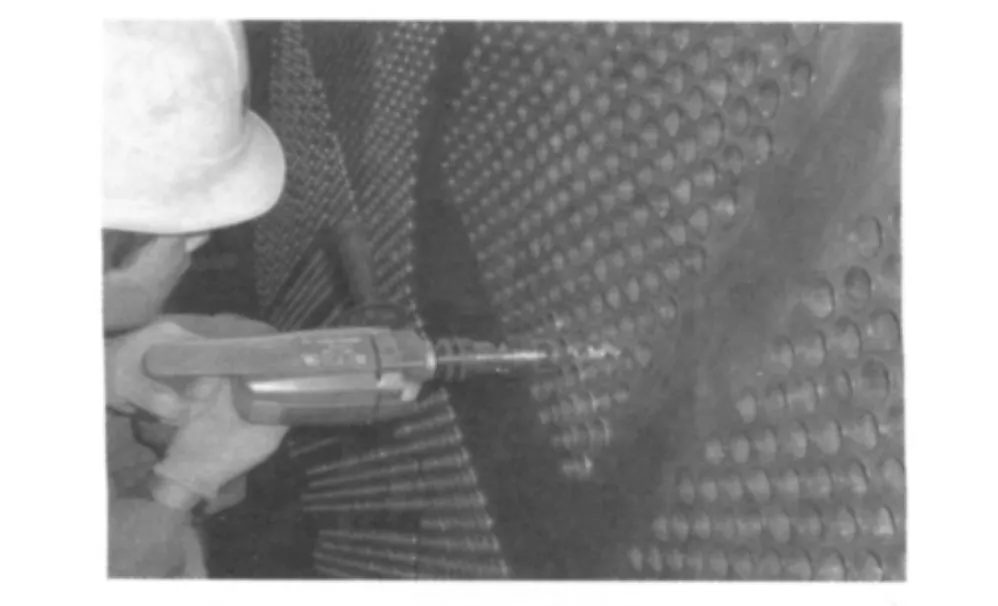
图2 钛管胀接
(9)管端切齐尺寸一般为0.3~0.5mm;切下的钛屑必须及时清理。
(10)管子胀好后,应用酒精清洗管板外伸部分,并用氩弧焊焊接,焊后对焊口进行外观及渗透液检查,见图3。

图3 钛管焊接
3.3 安装技术要求
(1)管板对凝汽器中心线的垂直度每米不大于3mm,总量不大于8mm。
(2)中间隔板的间距偏差为±2mm,冷却管管孔抬高量应符合图纸规定。
(3)管孔不同心度≤2mm。
(4)管端伸出量一般为0.3~0.5mm。
(5)胀口应无欠胀或过胀现象,胀接深度为29~35mm。
(6)胀管后内径数值:
根据胀管减薄率公式:Da=D1-2t(1-A)
其中:Da——胀后管的内径,mm;
D1——管板孔的直径,mm;
t ——钛管的壁厚,mm;
A ——扩胀系数5%~7%。
钛管胀接后:厚壁钛管内径Da=25.2-2×0.7×[1-(5%~7%)]=23.87~23.89mm
薄壁钛管内径Da=25.2-2×0.5×[1-(5%~7%)]=24.25~24.27mm
(7)焊接后,对钛管做渗透检查。
(8)凝结器汽侧灌水试验:向凝汽器内灌入洁净工业水,灌水高度应高出低压缸与凝汽器连接处300mm,24h后,检查钛管胀焊口有无泄漏。如发现渗漏,应做标记待放水后重新焊接,再次灌水直至全部合格。
4 施工风险分析及预控措施
为保证人员及设备安全,管系安装之前应进行风险分析,制定相应的控制方法并落实到位,具体措施,见表3所示。
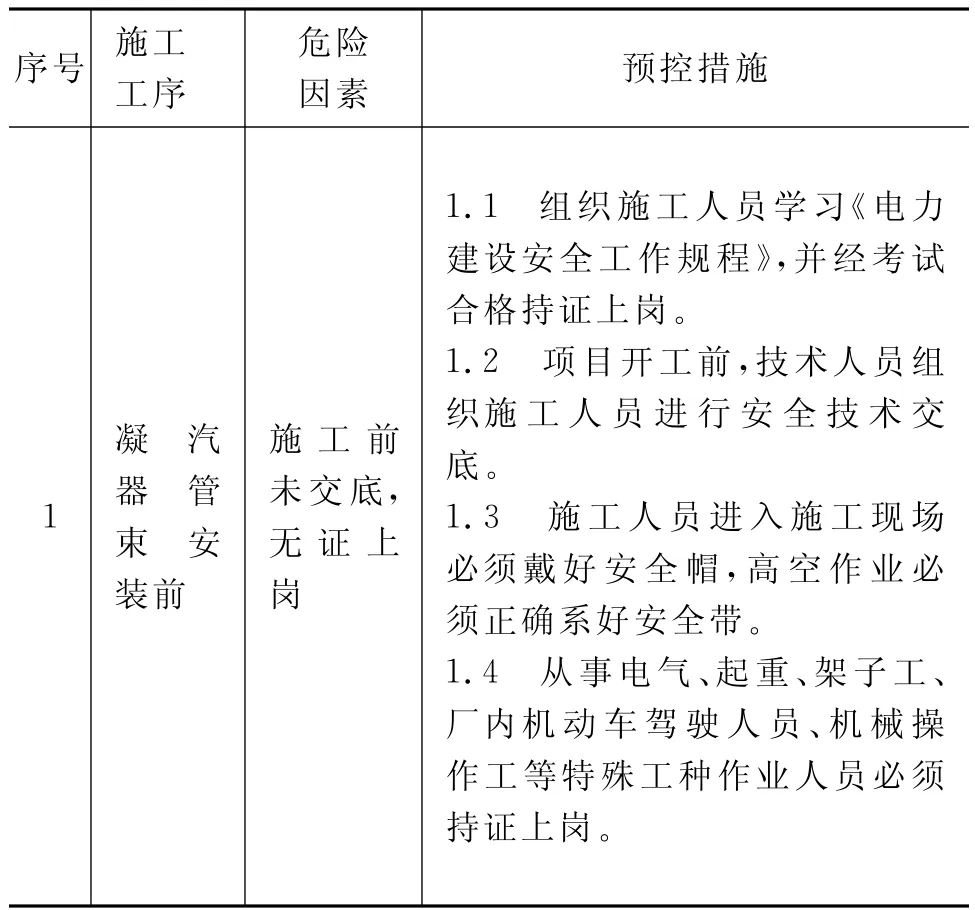
表3 施工风险及预控措施
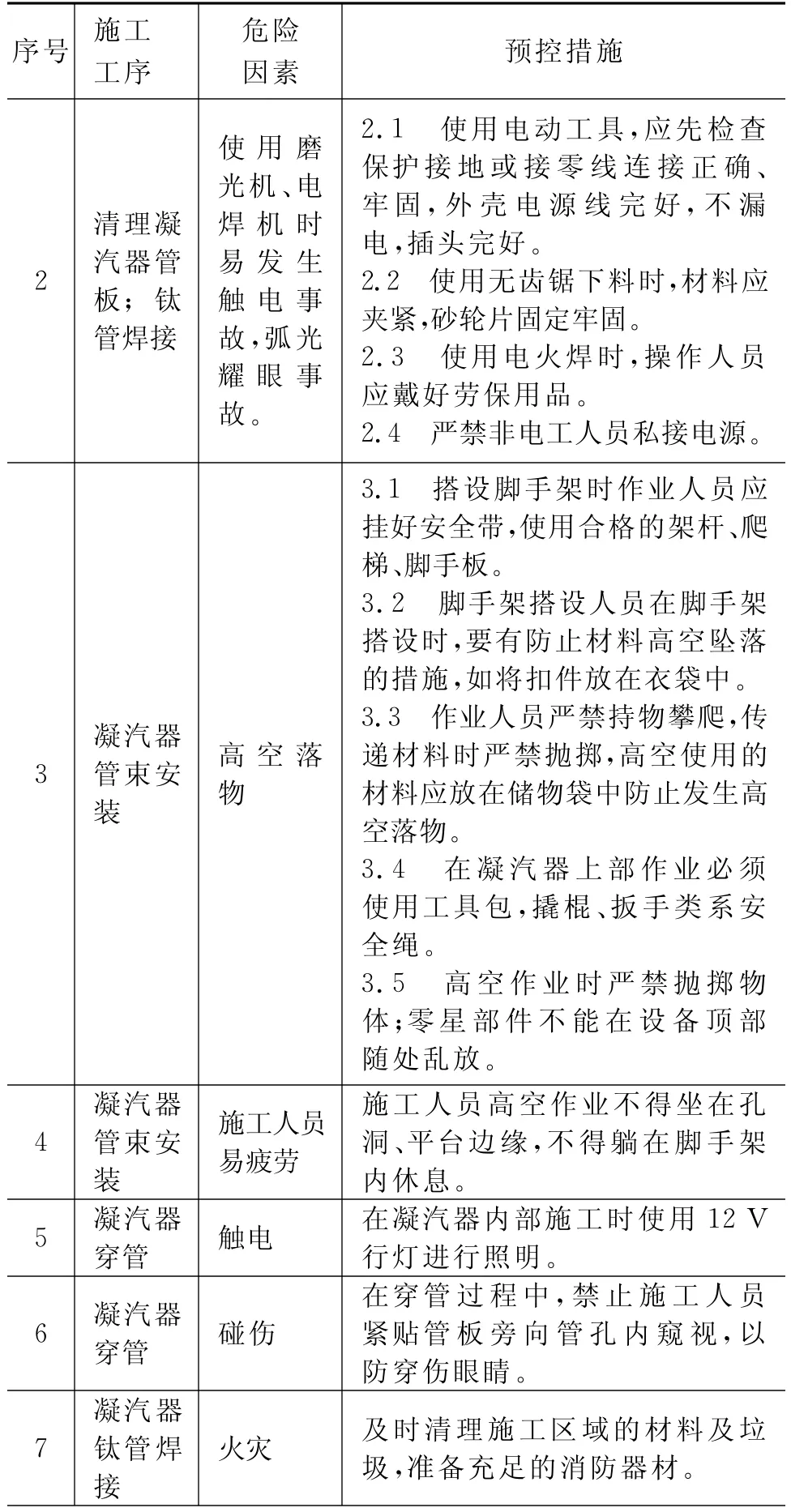
序号 施工工序危险因素预控措施2清理凝汽器管板;钛管焊接使用磨光机、电焊机时易发生触电事故,弧光耀眼事故。2.1 使用电动工具,应先检查保护接地或接零线连接正确、牢固,外壳电源线完好,不漏电,插头完好。2.2 使用无齿锯下料时,材料应夹紧,砂轮片固定牢固。2.3 使用电火焊时,操作人员应戴好劳保用品。2.4 严禁非电工人员私接电源。3凝汽器管束安装高空落物3.1 搭设脚手架时作业人员应挂好安全带,使用合格的架杆、爬梯、脚手板。3.2 脚手架搭设人员在脚手架搭设时,要有防止材料高空坠落的措施,如将扣件放在衣袋中。3.3 作业人员严禁持物攀爬,传递材料时严禁抛掷,高空使用的材料应放在储物袋中防止发生高空落物。3.4 在凝汽器上部作业必须使用工具包,撬棍、扳手类系安全绳。3.5 高空作业时严禁抛掷物体;零星部件不能在设备顶部随处乱放。4凝汽器管束安装施工人员易疲劳施工人员高空作业不得坐在孔洞、平台边缘,不得躺在脚手架内休息。5 凝汽器穿管 触电 在凝汽器内部施工时使用12V行灯进行照明。6 凝汽器穿管 碰伤在穿管过程中,禁止施工人员紧贴管板旁向管孔内窥视,以防穿伤眼睛。7凝汽器钛管焊接火灾 及时清理施工区域的材料及垃圾,准备充足的消防器材。
5 设备运行情况
该工程于2010年12月竣工投产,凝汽器设备运行稳定,没有发生过泄漏。2011年5月停机对机组进行检查性小修,打开凝汽器海水侧人孔门,对钛管、管板进行全面检查,总体情况良好,仅发现有1处钛管管口有锈迹,说明该管口处存在轻微渗漏。根据以往检修经验,打磨锈迹后,用环氧树脂对管口焊缝进行密封处理。检修工作结束后,在凝汽器汽侧注水,随着水位升高,在管板端面逐根检查钛管,注水高于最上层管子100mm以上,24h后检查钛管胀焊口,无泄漏现象。
经过运行考验,证明该凝汽器管束的安装工艺及安全措施得当,技术方案切实可行。
6 结 语
若凝汽器冷却管管口泄漏较严重或冷却管破裂可采用堵头堵管,若被堵管数超过总数的10%时,则须更换冷却管,停机换管将给电厂带来巨大的经济损失。因此,应从源头治理,在凝汽器安装时严把安全技术关,完善各项工艺措施,将会起到事半功倍的效果。
[1]DL5011-1992,电力建设施工及验收技术规范-汽轮机机组篇[S].
[2]电综[1998]145号,火电施工质量检验及评定标准(汽机篇).[S].
[3]DL/T869-2004,火力发电厂焊接技术规程[S].
[4]上海电站辅机厂.凝汽器设备图[R].2009.
猜你喜欢
核安全(2022年3期)2022-06-29
浙江农林大学学报(2022年1期)2022-03-01
能源化工(2021年6期)2021-12-30
设备管理与维修(2020年23期)2021-01-04
中国核电(2019年1期)2019-03-26
中国特种设备安全(2018年9期)2018-11-01
制造技术与机床(2018年8期)2018-10-09
橡塑技术与装备(2018年18期)2018-09-22
焊接(2016年6期)2016-02-27
中国氯碱(2014年11期)2014-02-28
