
JR286SS薄膜电容卷绕机的设计
2012-06-28 02:57栗宇春仉振李晓光
电子工业专用设备 2012年5期
栗宇春,仉振,李晓光
(太原风华信息装备股份有限公司,山西太原030024)
薄膜电容器主要应用于电子、家电、通讯、电力、电气化铁路、混合动力汽车、风力发电、太阳能发电等多个行业,这些行业的稳定发展,推动了薄膜电容器市场的增长。随着技术水平的发展,电子、家电、通讯等多个行业更新换代周期越来越短,而薄膜电容器凭借其良好的电工性能和高可靠性,成为推动上述行业更新换代不可或缺的电子元件。未来几年随着数字化、信息化、网络化建设进一步发展和国家在电网建设、电气化铁路建设、节能照明、混合动力汽车等方面的加大投入以及消费类电子产品的升级,薄膜电容器的市场需求将进一步呈现快速增长的趋势。
薄膜电容卷绕机是薄膜电容器生产工艺中重要的设备,日本、美国等国家的电容器厂家都采用了自动化程度较高的卷绕机来完成电容器的卷绕。目前,国内许多厂家分别从日本、美国、意大利、中国台湾地区等引进自动卷绕机,而国内也有企业研制生产小型电容器自动卷绕机。这种卷绕机都是采用双面去金属和外封来完成对芯子的保护,而双面去金属就会对卷绕芯子的材料膜造成损害并且有一定难度。本文设计的卷绕机增加了外插部件,一是保护芯子、二是同容量时体积较小,有利于后道工序。该设备采用交流伺服卷绕,两组卷芯翻转设计,同时进行卷绕和外封动作,张力系统采用直流伺服系统控制,控制稳定、灵敏,有效提高产品的品质与生产效率。
1 设备主要结构
该设备主要由卷绕部件、外包膜插入部件、卷绕压轮部件、卷芯压轮部件、去金属部件、放卷盘部件等组成,如图1所示。
1.1 卷绕部件
卷绕部件是本设备的核心部分,电容芯子的卷绕成形和落料均在此完成,如图2所示。
卷绕部件的工作原理:卷绕部件的卷芯由两半圆组成,它们在卷绕过程中是相互贴合的,保证准确对位。上料时,每层母料都穿过两半圆之间的缝隙,这样母料便于卷起,不易跑掉。按工艺要求,电机驱动卷绕轴带动卷芯旋转设定的圈数后,翻转电机驱动翻转轴带动整个转盘部件翻转180°。在此过程中,由凸轮驱动,两半圆卷芯将完成落料(分离)和上料(贴合)。

图1 设备主要结构

图2 卷绕部件
1.2 外包膜插入部件
外包插入部件是该机器的创新点,它主要是实现外包膜的插入功能,如图3所示。
外包插入部件工作原理:外包插入部件主要是把两条无金属层的材料膜通过装有弹簧的压膜辊包裹在卷绕好的电容外边,达到绝缘、保护的作用。基本动作是在卷好的电容翻转的时候插入材料膜,要求电容要在材料膜的中间,误差不超过0.1 mm。
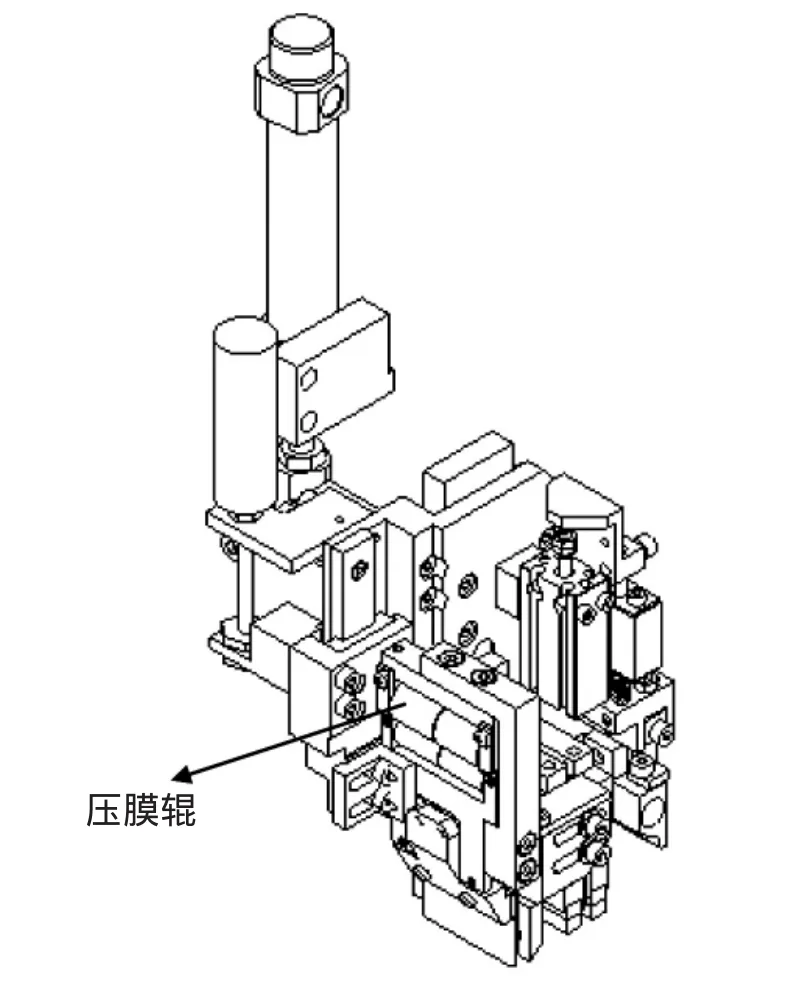
图3 外包插入部件
1.3 卷绕压轮部件
卷绕压轮部件的主要功能是使材料膜卷紧,如图4所示。
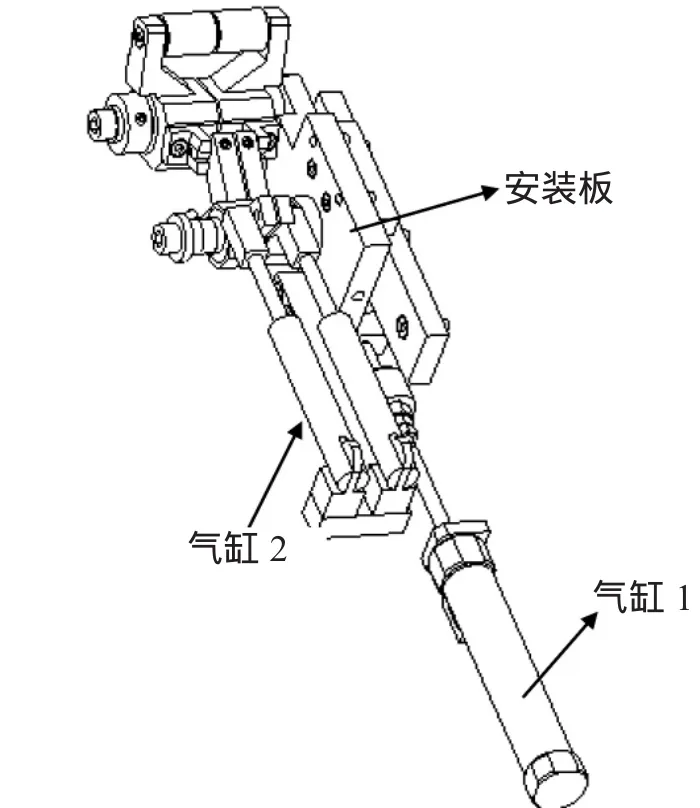
图4 卷绕压轮部件
卷绕压轮部件工作原理:开始本卷卷绕时,通过气缸1将压轮压到卷针上,使卷出的电容芯子比较紧凑,随着电容芯子直径的不断增大,两个单作用气缸2被慢慢压回。两个气缸气压要求一致。
1.4 卷芯压轮部件
卷芯压轮部件的主要功能是在外包插入的时候使外包膜卷紧,功能、原理与卷绕压轮部件相同。
1.5 去金属部件
去金属部件的作用是将单面金属膜上的金属层通过加电压的方式短路烧掉,使得内、外封时不会与切断的金属化膜(或铝箔)短路。两个走金属膜小轴要平行且垂直于安装面。
1.6 放卷盘部件
将材料放置在放卷盘上,向内推进锁紧螺母,利用弹簧的弹力固定压紧母料。此部件有两个特点:一是放卷盘的位置可前后调整,(如图5所示)旋转调节螺杆,使之顶起(或放松)放卷调整杆,带动放卷盘前后运动。本设备共采用8组放卷盘装置,按工艺要求分别对其进行调整,使材料对齐;二是放卷盘(由电机驱动)可正反两个方向旋转,与张力控制部件和驱动部件相配合保证在卷绕过程中材料保持设定的张紧力。

图5 放卷盘部件
2 工艺流程
该机台工艺流程如图6所示。

图6 工艺流程
机台在开启前要先挂好材料膜、外包膜,再按照走膜顺序把膜经过棍子最后夹到卷针中间,这时候就可以开启机台让它自动运转了。先转几圈,然后内封烙铁就会把膜封住,等转够了机器设定的圈数,卷绕部件就会翻转,外包膜插入,本卷切断,然后就是外包膜卷绕,最后切断、外封,这样就完成了一个芯子的循环。
3 影响芯子精度的因素
3.1 卷绕有效圈数的控制
卷绕有效圈数的控制影响到产品的容量大小,首先要选择交流伺服电机或直流电机加抱轴机构,这样能稳定或短时间停止,其次在编程上要利用高速计数中断来计卷绕圈数,用分段速度来控制卷绕不同时段。这样会有效控制其圈数的一致从而保证精度。
3.2 达机械结构的控制
机械结构的控制也是该机台最重要的一环,它会直接影响芯子的精度和机台调试的难度,主要有以下几方面:
(1)在机械加工中严格控制所有辊子的全跳动度及辊子和安装板的垂直度。安装完之后棍子不得轴向串动,否则会导致材料膜前后串动继而使芯子端面不齐。
(2)卷绕部件的安装要保证前后卷芯轴同轴,以保证两个卷芯相互贴合。为了实现这一目的,安装过程中要用三根轴把前后卷绕部件穿在一起保证同轴度,然后装上圆柱销以固定其位置,这样也会方便机台以后的拆装维修。如图7所示。
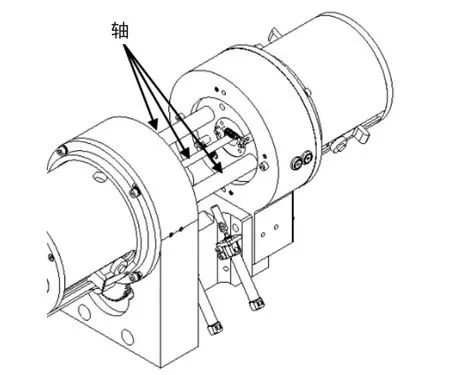
图7 装配要求
(3)保证压轮辊子表面无划伤,转动灵活,及其与安装板的垂直度。这样就避免卷绕过程中出现材料膜划伤以及芯子出现锥面和抽心等现象。
(4)芯子端面不平时,加装气垫导轨并严格控制其尺寸,这样就会限制材料膜的前后串动使得芯子端面平整。气垫导轨是要在一个空心圆柱上打3-4排同样大小的圆柱孔,当气从小孔中吹出来时就会使材料膜悬浮于气垫导轨之上,这样就避免了气垫导轨划伤材料膜。如图8所示。
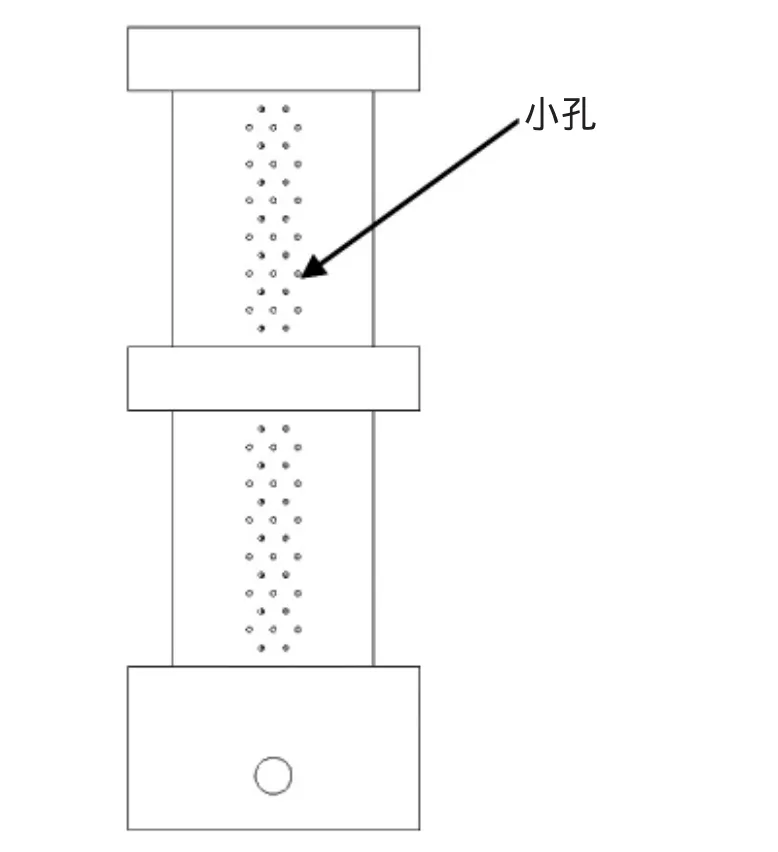
图8 气垫导轨
(5)在卷绕过程中,外包膜会出现错边的现象,这就要保证外包压轮的全跳动在0.02 mm之内以避免外包膜跑偏的现象。
(6)放卷部件安装完要用百分表检验放卷盘端面跳动:手转动放卷轴,端面跳动在0.03 mm以内合格。若超过则松开盘子后面的顶丝,根据百分表读数找出最高点,拧相反方向上的顶丝,根据跳动量反复调节,直到跳动量合格。
4 结束语
JR286SS薄膜电容自动卷绕机是我们与电容生产厂合作研发的设备,该设备在机械设计及制造上有一定的难度和技巧,在机械加工装配和调试上要求都比较高。该设备操作方便,运行稳定,效率高,可卷绕多种规格产品,已应用到薄膜电容器厂的实际生产当中,达到了当初设计要求,取得较好效果。
[1]成大先机械设计手册 第五版[M].北京:化学工业出版社,2007
[2]薄膜电容器市场现状与发展研究[Z].北京依莱达信息技术有限公司 2004.5
猜你喜欢
临床神经外科杂志(2022年5期)2022-11-18
装备维修技术(2020年16期)2020-12-24
铝加工(2020年3期)2020-12-13
科学与财富(2020年24期)2020-10-27
家庭医药·快乐养生(2018年9期)2018-09-27
——“茶业芯子”的艺术特色及其发展出路探析
齐鲁艺苑(2018年1期)2018-04-04
江苏农业科学(2018年2期)2018-03-12
恋爱婚姻家庭·养生版(2018年12期)2018-01-15
上海农业学报(2016年2期)2016-10-27
文体用品与科技(2016年5期)2016-04-08
