土耳其600 MW超临界机组发电机轴颈磨损原因分析及处理
2012-07-06 09:31李晓强谭立锋
东北电力技术 2012年4期
李晓强,谭立锋,苏 东
(1.东北电业管理局第一工程公司,辽宁 铁岭 112000;2.元宝山发电有限责任公司,内蒙古 赤峰 024070;3.东北电力科学研究院有限公司,辽宁 沈阳 110006)
土耳其EREN电站是由中国机械设备进出口总公司 (CMEC)总承包、我国出口的首台600 MW超临界燃煤机组,2008年5月开始建设,2010年12月竣工。
EREN电站采用2台上海汽轮发电机有限公司生产的600 MW等级水-氢-氢汽轮发电机,型号为QFSN-600-2-YHG。
1 事故经过
1号机组首次满负荷试运5 h左右,发现锅炉有爆管迹象,立即停机检查。再次启动,汽轮机冲转至2 000 r/min时,发现发电机7号瓦处漏氢严重,被迫停机。揭瓦检查,发现汽端密封瓦处轴颈磨损,最深达0.6 mm,宽14 mm,见图1。
2 原因分析
图1 轴颈磨损情况
a. 密封油油质劣化,导致密封瓦的浮动性能变差。密封瓦在油膜中运动时受到的阻力增大,使瓦不能自由浮动。
b. 密封瓦中带有杂质,杂质随同密封油进入到密封瓦油腔后,与密封瓦发生摩擦,导致密封瓦卡涩。
c. 密封瓦系统部件加工时残留铁屑清扫不彻底,油系统冲洗存在死区,高负荷时油温油压扰动杂质可能带入密封瓦。
d. 油系统内部不清洁,颗粒物超标,密封瓦油路堵塞。密封瓦回油不畅,在油腔中密封油不能维持稳定压力,对密封瓦不能产生持续稳定的作用力,造成密封瓦与转子接触,使其浮动性变差。
e. 密封瓦两侧的作用力不平衡,产生过大的压力差,使密封瓦受到较大的轴向推力,导致密封瓦不能正常浮动。
f. 系统阀门卡涩、开关不灵活,造成油压波动,进入密封瓦的油压不稳定。
g. 密封油的参数设置不合理,使密封瓦不能产生正常的浮动力。由于密封瓦与转子之间的间隙很小,所以一旦密封瓦不能自动调整就会产生摩擦。密封瓦结构示意图如图2所示。
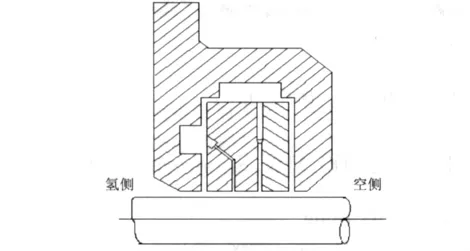
图2 密封瓦结构
3 修复方法
大型机械轴系表面损伤的处理,目前比较成熟的方法从工艺上可分为4类;机械加工法 (车削法)、微弧焊接法、电刷镀法和贴片修补法。
a. 机械加工法是在保证轴系直径设计裕度范围内,通过去除轴表面部分母材、消除伤痕等达到修复轴表面的目的。在满足具体加工条件和机械加工能力、保证加工质量的条例下,机械加工法是最彻底的消除磨损面、恢复轴颈功能方法,特别适用于大面积、不规则多划痕轴颈损坏情况。
b. 微弧焊接法是采用堆焊原理,在被机械划损的凹坑中堆填康镍高合金,然后再经机械或手工打磨修补恢复轴颈原状,使之达到原有的使用功能。这种方法特别适用于小面积、划痕凹坑数较少的轴颈损坏情况。
c. 电刷镀法是一种修复大轴表面损伤的工艺。其基本原理来源于电化学反应,是电镀的一种特殊形式。不用电解液镀槽,以专用直流电源的负极接工件,正极接刷镀笔,刷镀笔蘸上金属溶液,与工件接触并相对运动,使溶液中的金属离子在电场作用下沉积在工件上,一直达到要求的覆盖厚度,使轴颈复原,达到修补的目的。这种方法没有增加削除轴颈加工量,也没有因热效应产生而改变轴局部的金相组织结构,不影响轴的机械性能,所以非常安全,设备也简单,特别适用于浅表划磨损伤且精度、材质要求很高的轴颈损坏情况的修复[1]。
d. 贴片修补法是利用微弧焊原理,把金属贴片焊接在工件上,再经磨圆,修复损坏的轴颈部位[2]。这种方法较适用于局部金属剥落情况,较少应用于大型电站转动机械的旋转划伤。
4 应用电刷镀技术修复轴颈磨损
事故发生后,EREN寻找国内发电机厂工作人员,采用我国成功的电刷镀修复技术,对大轴进行镀铜处理。拆除发电机密封瓦后,发现密封瓦位置的轴颈磨损较严重,磨损划痕最深达0.6 mm,宽14 mm。采用人工手持刷镀笔往复运动,而转子不动的方式进行修复。按照电刷镀的工艺措施:沟槽整形、机体保护、清洗、活化、镀过滤层、镀填补层、打磨、修平、抛光,通过技术人员的努力,电刷镀工作顺利完成。经检查,修复后的轴颈其镀层外观光滑,与机体周边结合良好,修补工作结束后,装回钨金密封瓦,按原安装要求调整好密封瓦间隙。修复后的轴颈示意图如图3所示。

图3 修复后的轴颈
轴颈修复结束后,投入密封油系统和发电机氢系统。机组重新启动,观察密封油的运行情况,发现系统稳定,油泵出口处无油压波动现象。经过1个多月的运行观察,无论机组工况是否变化,密封油泵的出口油压都能稳定在设计范围内,彻底消除了油压波动现象[3]。发电机内的氢气泄漏量也控制在合理范围内,满足设计要求。保证了机组的顺利移交和设备的稳定安全运行。
5 预防措施
a. 保证密封油系统的清洁,对有可能产生问题的部位进行彻底的检查和处理[4]。
b. 对油管路进行彻底冲洗,不留死角。
c. 对密封瓦及瓦盖的加工孔等要进行全面清洗。对阀门特别是差压阀进行内部清洁,防止阀门卡涩[5]。
d. 要有足够的油系统冲洗时间,不可盲目求进度。
e. 管道、设备清洁有专人负责,逐级验收。
f. 尽可能模拟运行工况 (压力、温度)进行冲洗。
g. 加强主机润滑油系统的管理和对其油质的监控[6]。
6 结束语
土耳其600 MW超临界机组发电机轴颈磨损的修复工作非常成功,经过1年多的运行实践表明,机组的密封油压、漏氢量都控制在设计范围内,这为今后与土耳其更好的合作打下了坚实基础。
[1] 杨细瑛.300 MW发电机转子轴颈拉伤的电刷镀修复 [J].广西电力,2001,24(3):13-15.
[2] 姚春江.汽轮机和发电机转子轴颈缺陷处理[J].四川电力技术,2004,27(4):27-29.
[3] 宋鸿昌.汽轮机轴瓦磨损的原因及处理[J].电力安全技术,2008,10(4):58.
[4] 赵汉杰,梁 威.华能太仓发电厂300 MW汽轮机电机轴颈损伤的在线修复 [J].热力发电,2005,34(12):77-79.
[5] 胡光明,阚伟民.应用电刷镀技术修复汽轮发电机转子轴颈磨损 [J].广东电力,2003,16(1):65-67.
[6] 戴 平.200 MW发电机组轴颈损伤分析与修复[J].广东电力,2008,21(6):61-63.
猜你喜欢
汽车实用技术(2022年4期)2022-03-07
防爆电机(2020年6期)2020-12-14
装备制造技术(2019年1期)2019-04-22
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
电动工具(2017年1期)2017-02-27
电镀与环保(2016年3期)2017-01-20
科技创新与品牌(2016年8期)2016-09-29
柴油机设计与制造(2015年3期)2015-12-05