
伺服冲床的构造及使用方法全析
2012-09-12 11:52张清林江苏中兴西田数控科技有限公司小松勇日本小松技术士事务所
锻造与冲压 2012年8期
文/张清林·江苏中兴西田数控科技有限公司小松勇·日本小松技术士事务所
伺服冲床的构造及使用方法全析
(连载四)
文/张清林·江苏中兴西田数控科技有限公司小松勇·日本小松技术士事务所
伺服电机的原理和特征
直线型伺服电机
下面以直线型伺服电机为例,说明一下伺服电机的原理。
如图1所示,直线型伺服电机通过向N1励磁(向定子线圈通电即是对定子线圈励磁),切断后再向N2励磁,再切断后,再向N3励磁……这样逐次类推的励磁,逐次吸引电磁铁S(即稀土永久磁铁,也称为永磁铁)移动。若励磁的顺序按逆方向来进行,则引力会从右向左变化,电磁铁S也会变成从右向左移动。
伺服电机不仅定子线圈的间隔很小,而且还可以通过计算机数控励磁的方法来任意变换电磁铁的移动速度。励磁的切换频率快,电磁铁的移动速度就会快,切换频率慢,电磁铁的移动速度也就会慢。电磁线圈的电磁力变强,引力也就变强,电磁力变弱,引力也就变弱,电磁力的大小,是通过改变电磁线圈中电流值的大小来改变的。

图1直线型伺服电机的原理
定子线圈N与电磁铁S的间隙(也称作空气间隙、气隙等)越小,N与S的引力就越强,N与S相接在一起时,电机就不能运转了,为了能够维持正确地狭窄的间隙,N与S的位置必须用具有高刚性和强度的构造来固定。
上面已叙述过定子线圈中的电流值越大,电磁力就越强,定子线圈与电磁铁之间的相互吸引力也就越大。图1是定子线圈直线型的形式,这种伺服电机被称为直线型伺服电机。直线型伺服电机在用于加工机床和测定设备上的工作台的移动时,可使定位精度的准确性和移动的高速化成为可能。但是,由于定子线圈与电磁铁之间要维持一定的间隙,再加上电磁铁吸引力的局限性以及电磁铁与定子线圈之间的相互吸引力过小等理由,所以,这种直线型伺服电机只能用于50kN以下的冲床中。
回转型伺服电机
考虑到电机的扭矩、特性和对冲床的加压能力,多数的伺服冲床使用的是回转型伺服电机。
回转型伺服电机如图2所示,为了便于说明,图2只表示了一组定子线圈N和电磁铁S。实际上沿着圆周的方向排列着很多组的定子线圈N和电磁铁S,它们之间只有很小的间隙,在轴向上也有排列。从图2中可以看出,回转型伺服电机的转子(伺服电机的输出轴侧)和定子(伺服电机的机体侧)是以同心圆的方式排列的,定子和转子之间相互的吸引力维持着对电机轴中心的平衡。直线型伺服电机也是同样,定子线圈和电磁铁相互强力地吸引,如上面所述由这个吸引力取得平衡,回转轴就不会产生偏心。
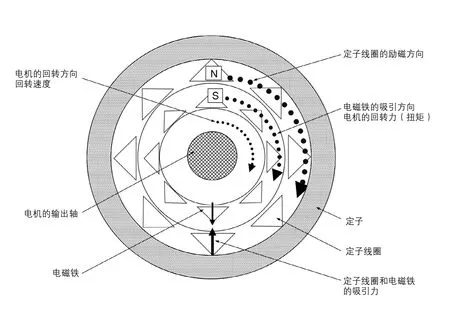
图2回转型伺服电机的原理
在回转型伺服电机方面,电磁铁的固定方法是伺服电机的一大特征,固定得越好,电磁铁与定子线圈的间隙就可以越小,其间隙越小,为了得到同样的伺服电机回转力(力矩)所需用的定子线圈的电流值也就越小。电流值小了,定子的铁损就会减少,伺服电机的发热就会减少,电机的冷却也就变得容易了,其结果是节省了能源。但是如果间隙过窄,冷却空气的流动就会受到阻碍,转子的热量就不能有效地散发,所以电磁铁与定子线圈的间隙要取一个适当的值。如果定子线圈和电磁铁的温度升高,那么磁气的损失就会加大,即使提供了电流,电磁吸引力也会降低,结果就会导致电机的扭矩降低,最坏的情况是线圈被烧损。因此,伺服电机的冷却也是非常重要的。
伺服电机一般都是由图2所示的基本构造构成的,定子线圈吸引着电磁铁就像跳动的石子那样动作。如果速度太慢,伺服电机的回转就会是不连续、不顺畅的,我们可以通过下面的现象来加以理解。在伺服电机三相绕组不通电且绕组开路的情况下,用手轻轻转动转子时,会感觉到转子上有一定的作用转矩,该转矩在一圈范围内大小不均匀,且可发现若干个定位点,在自然状态下转子即定位在这些点,只有在一定的外界转矩作用下,才能改变转子定位的位置,正因为这样,所以常常把伺服电机不通电且绕组开路情况下转动转子的转矩称为定位(detent)转矩。它的产生主要源于定子齿槽的存在,电磁铁转子的磁极与定子齿槽的相对位置不同时,其主磁路的磁导率不一样,转子趋向定位于磁导率最大的位置,即稳定平衡点,在此点处电磁转矩为零,所以在转子偏离此点时都有回复到该位置的作用转矩,或趋于另一相邻的稳定平衡点,可见转矩的作用方向是交变的,通常所说的定位转矩是指交变幅值。电机旋转一圈,转矩交变的周期数,即稳定平衡位置数,在多数情况下等于定子齿(槽)数。定位转矩的产生主要源于定子齿槽,所以也被叫做齿槽(cogging)转矩,或者齿槽定位转矩。
一般来说,在伺服电机中,cogging常常成为引起振动、噪声和提高控制精度困难的基本原因,所以在冲床上使用伺服数控的驱动方式,就必须要对cogging的本质了解得更加清楚,力争使伺服电机的cogging大幅度下降。
伺服电机对速度变化的反应很快,可以频繁地进行变速,但减速也好加速也罢都必须要有一个比较大的电流,这就对伺服电机自身和伺服控制信号放大器的功率晶体管提出了很高的要求。这样的话,电源电容就必须很大,一般来说通常还需要在控制软件设计中设定对减速率和加速率的控制和限制,所以,伺服冲床运转时在设定运转数据和输入数据时要进行检验,防止出现超过控制性能以上的任意设定。一般来说,最高速度和最低速度的比率在100∶1以下是可以实现的,但事实上大多伺服电机的比率都在10∶1以内,如果比较缓慢地进行减速和加速的话,100∶1的速度比率也是可以达到的,但是使用这样伺服电机的冲床是根本无法正常工作的。
从上面所述伺服电机的原理来看,伺服电机内部并没有精密的齿轮等机构,是靠定子线圈和电磁铁之间相互的吸引力来动作的,因此伺服电机本身并不能算是精密机器。也就是说,控制冲床的滑块位置和加工压力的伺服电机只由定子线圈和电磁铁的相互吸引来控制。
那么为什么伺服电机又被用来驱动精密机械呢?那是因为在伺服电机的输出轴(转子轴)的一端安装有回转角度检测装置——旋转编码器(通称编码器),通过读出编码器的回转角度,可以对转子转动的角度进行调整;也可以计算出单位时间内转子的角度变化量、转子轴的回转速度、加速度或减速度值。编码器可以对伺服电机输出轴回转一周360°进行百万分之一单位的检测。因为编码器是非常精密的感应器,所以如果被用在有剧烈振动且伴随有冲击的冲床上,就要求编码器要有很好的耐振性及非常坚固的构造。即便如此,对这种精密的器件,最好也要一周检查一次或一个月检查一次。
编码器除了具有检测回转动作的作用外,还可以在曲轴停止动作期间(冲床停止运转期间)获取编码器的信号来确认伺服电机是否已经停止工作,这也是一项非常重要的功能。
伺服电机回转力(扭矩)放大机构的特点和应用
伺服电机的回转力是靠定子线圈通电流后的电磁铁吸引转子永磁铁来产生的,但这对冲床来说显然是不够的,所以力的放大机构就是非常有必要的了。力的放大机构一般有齿条机构、曲轴机构、连杆机构和螺杆机构等,这些机构可以以单独的形式,也可以以组合的形式来放大伺服电机的回转力。这时,虽然伺服电机的回转力增大了,但伺服电机的
速度却降低了,也就是说,减速可以增大回转力。用机械式减速方法,可以使伺服电机的速度降低,从而增大伺服电机的回转力,但在机械式减速机构中间隙总是存在的,所以这就会使伺服电机的高精度控制系统变得迟钝,不仅如此,它还会影响滑块的位置精度。目前螺杆直动式伺服冲床的下死点精度是最高的。

表1几种伺服冲床的特点和比较
在表1中列举出了四种生产实际中常见的伺服冲床,它们采用了不同的回转力放大机构,大致使用了高速低扭矩和低速高扭矩两种伺服电机,可以看出因此而制造出的伺服冲床各有其不同的特征。
这里,如果能参考一下连载三中的内容,可能对进一步理解下面的内容会有所帮助。
从表1中可以看到,这四种伺服冲床因使用的回转力放大机构不同而显示出不同的特征,也各有其不同的最佳应用领域,所以在购买伺服冲床前一定要充分研讨,根据自己企业生产产品的需求来选择相应的伺服冲床。如果在购买伺服冲床前没有进行充分的调查、研究而只是看了设备样本就确定机型的话,那么购入的伺服冲床在使用时就很可能达不到预期目标。更重要的是,如果没有十分明确伺服冲床的工作内容即“要加工什么”、“不要加工什么”,那么很可能购入的伺服冲床的型号就会是错误的。
伺服冲床是用计算机控制的数控冲床,但它也和机器人一样并不是万能的,所以只有在熟知并充分理解了伺服冲床的特性之后,才能灵活地使用伺服冲床,充分发挥出它的优势。
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
防爆电机(2021年2期)2021-06-09
微特电机(2020年11期)2020-12-30
时代农机(2019年5期)2019-08-17
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年9期)2017-11-27
锻造与冲压(2017年14期)2017-08-01
制造技术与机床(2017年12期)2017-02-02
工业设计(2016年6期)2016-04-17
