
深孔镗床导向套的改进
2012-09-13 08:22李保中
山西焦煤科技 2012年9期
李保中
(山西焦煤西山煤电(集团)公司矿用设备修造厂,山西 太原 030053)
·技术经验·
深孔镗床导向套的改进
李保中
(山西焦煤西山煤电(集团)公司矿用设备修造厂,山西 太原 030053)
介绍了深孔镗床的作业原理、特点及深孔导向套的作用,阐述了导向套的工艺缺陷,并说明了改进后导向套的结构、原理和特点。实践证明,改进后导向套在节约成本、提高生产效率等方面具有较大实用价值。
深孔导向;耐磨性;衬套压键
1 油缸镗孔工艺概述
深孔镗床是用来加工长薄壁工件普便选用的加工设备。西山煤电(集团)公司矿用设备修造厂加工油缸类产品,采用工件旋转,刀具不旋转只作往复进给运动的形式。镗杆支承机构采用主轴式结构形式,镗杆沿轴向自由移动,此结构刚性好,承载力大,稳定性高。工件采用授油器授油并液压顶紧,在授油器的头部锥盘内侧,安装有镗头导向套,用于镗头的导向。油缸缸筒加工工艺要求高,其内表面粗糙度要求为Ra0.4 ~0.8 μm,对同轴度、直线度、椭圆度、耐磨性要求严格。为保障产品质量,镗头采用复合式镗头,将切削刃具与内滚压机构组合于一个镗头上,一次镗削滚压成型。采用复合镗头除能提高产品质量外,生产效率也大大提高,过去分粗镗、半精镗、精镗和滚压成型4道工序,现在可一次完成。但对镗床导向套的精度要求也相应提高,导向套的磨损会造成整个油缸产品废品率提高,无法补救,为此深孔镗床导向套就成为保障产品质量的关键构件。深孔镗床导向套示意图见图1,深孔镗床导向套为此次主要改进构件。
2 镗削工艺缺陷及原因分析
图1 深孔镗床导向套
镗床在工作时,首先用主轴前内锥盘和授油器内锥盘将工件液压顶紧,镗削工件前,镗头缩于导向套内,当开始镗削时,工件在主轴卡盘所传递的扭矩作用下旋转,而镗头在导向套的支承导向作用下匀速从导向套中伸出,逐步进入工件开始镗削作业,同时镗头也进入已镗工件而逐步以工件作为导向,直至全部镗头脱离导向套。镗削完毕,镗头原路退回,脱离工件重新缩回导向套内,然后卸下工件,完成一个工作循环。每镗削完一次工件,镗头就需要进出一次导向套,期间检查和更换刀具或镗滚珠也需镗头经常从导向套中进出。导向套材料为HT200,具有很强的耐磨性,与组合镗头间隙公差维持在0.06~0.014,在镗头多次往复进出导向套过程中,导向套极易被镗刀刃拉伤或滚珠挤伤,造成导向套的内孔磨损,这样镗床导向套与镗头间隙过大,导致镗头在进入工件前产生较大的径向跳动,镗出的油缸缸口100 mm范围内尺寸偏差加大、椭圆度超标,不能进行有效内滚压,表面粗糙度不符合要求,导致产品质量不合格。过去的一贯做法是发现导向套磨损,影响尺寸精度,就更换新导向套。每年需更换7~8个,每个价格在4 000元左右,每年要多支出30 000元。为此,根据镗床导向套工作特点,对其进行了研究发现,导向套在工作过程中,磨损尺寸只有导向套全长的2/3,大约在100~150 mm范围内,其它位置一般不受损坏,能否将损坏后的导向套内孔镗大,镶以耐磨性强的材料,每次磨损后只更换耐磨套,而不更换整个导向套。因此,对整个导向套进行了如下改进设计。
3 深孔镗导向套改进方法及工效
首先将导向套内孔进行了镗孔处理,将原孔尺寸d100增大为d112,从入口端面沿轴线镗出150 mm长,留出止口,作为耐磨衬套的限位,选用合适材料加工一个外径d112,壁厚6 mm的耐磨衬套,将其镶在镗好的导向套内,这样的尺寸既不影响原导向套的强度,又使耐磨衬套具备一定的刚性要求。导向套装配图见图2。
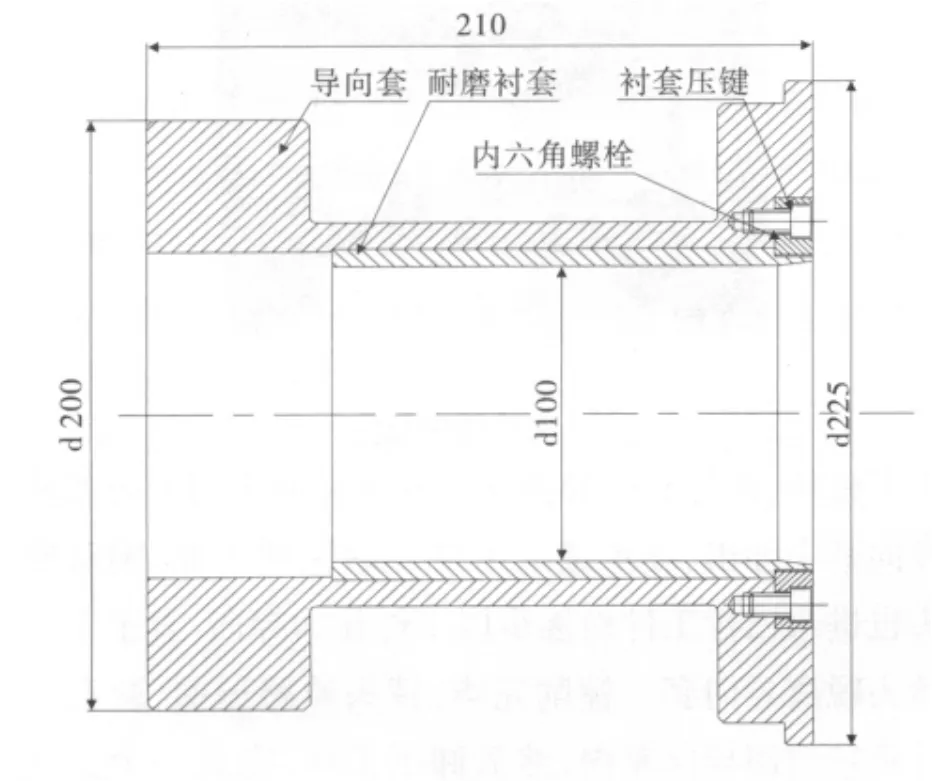
图2 导向套装配图
镗削加工过程中,复合镗头不断往复于d100内孔,耐磨衬套起到了支承镗头和导向作用。由于复合镗头连在镗杆上,镗头上带有镗刀及淬火滚珠,镗削起动过程中,工件的旋转扭矩作用于镗头上,镗头的力量通过双排滚珠作用于耐磨衬套上,单位面积上所承受的压力非常大,导致耐磨衬套很快磨损。这样对耐磨衬套的要求较高,一要与导向套配合紧密,它与导向套之间不能有相对位移。二要有较高的硬度及耐磨性。三要内孔尺寸精度要求高,要求镗头径向滚珠与耐磨衬套间隙控制在0.060~0.014,并且要考虑到耐磨衬套的刚性要求,耐磨衬套在加工后,内径尺寸偏差要稍大于0.060~0.014公差范围,这样镶入导向套后内径尺寸缩小后才能符合尺寸公差要求。四要拆装方便。这就要求耐磨衬套料的选材要经济合理,配合尺寸要精确,而且要将耐磨衬套加以固定,否则耐磨衬套将会随着滚压头旋转或轴向滑动。根据这个特点,对耐磨衬套作了如下处理:耐磨衬套料选用27SiMn,将其进行调质处理,使其具有一定的硬度和耐磨性,并对其结构进行了特殊设计加工。耐磨衬套示意图见图3。
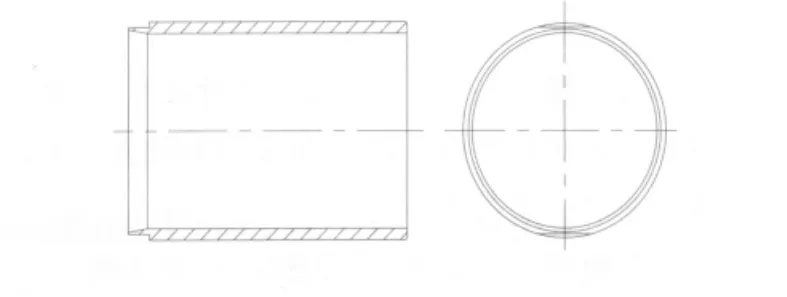
图3 耐磨衬套示意图
在耐磨衬套的入口端,铣出厚10 mm的键槽,用两压键将其锁定,分别用2条M8的内六角螺栓将其拧紧固定,并且两压键应卧入导向套端面内(提前铣两凹槽),这样,在工作过程中,不影响导向套功用,且耐磨衬套不发生轴向和径向滑动。导向套安装示意图见图4。
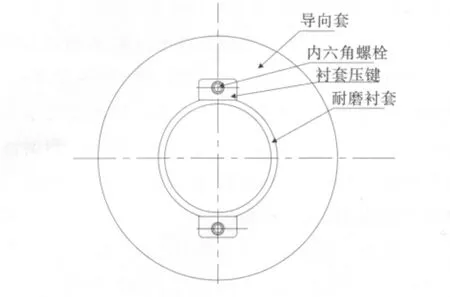
图4 导向套安装示意图
改造后,经现场操作人员实际使用,效果较好,不影响产品质量,更换操作较为方便。此项改造加工导向套成本500元,加工耐磨衬套成本300元,加工压键成本100元,一次性成本不超过1 000元,后续更换衬套成本300元/件。每台镗床年节省资金30 000元,经济效益比较可观。
4 结束语
根据现有条件,克服镗床导向套结构上的弱点,不改变原加工工艺,保证产品加工精度的前提下,适当更改导向部件的结构,可起到事半功倍的效果,提高了设备的利用率和经济效益。
[1] 杨叔子.机械加工工艺手册.北京:机械工业出版社,2002:196-205
[2] 富保利.机械加工窍门集粹.北京:北京出版社,1990:219-243
Improvement on Guide Sleeve of Deep Hole Boring M achine
Li Bao-Zhong
Introduces the operation principle,characteristics of the deep hole boring machine and the function of the deep hole guide sleeve,expounds the process defects of the guide sleeve,and explains the structure,principle and characteristics of the guide sleeve after improved.The practice proves that this guide sleeve has larger practical value in saving cost,improving production efficiency and other.
Deep hole guide;Wear resistance;Bushing pressure key
TD403
A
1672-0652(2012)09-0033-02
2012-07-16
李保中(1971—),男,山西太谷人,2003年毕业于太原重型机械学院,工程师,主要从事机加工、焊工生产技术及管理工作(E -mail)baozhongli@126.com
猜你喜欢
陶瓷学报(2021年4期)2021-10-14
汽车零部件(2021年7期)2021-07-29
装备制造技术(2021年2期)2021-07-21
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
制造技术与机床(2018年9期)2018-09-19
民用飞机设计与研究(2018年1期)2018-05-04
制造技术与机床(2017年6期)2018-01-19
上海金属(2016年1期)2016-11-23
中国市场(2016年45期)2016-05-17
