
加工中心的绝对位置数据丢失后的数据恢复
2012-09-26 09:32闫福明
制造技术与机床 2012年10期
闫福明
(包头铁道职业技术学院,内蒙古包头014040)
我院新购进的3台加工中心,是使用没有减速挡块的绝对位置检测器的设备,使用不到1年,加上假期设备停用,上班开机后,有两台机床开机显示DS306、DS307报警。故障原因是串行脉冲发生器内的机床的绝对位置数据被丢失,需要进行无挡块参考点设定。
1 故障实例
机床开机显示DS306、DS307报警,驱动系统电池没电,须更换。
(1)故障1
一台机床数控系统为FANUC Series 0i-MODEL D。开机报警,屏幕内容显示:机床开机“DS300(Z)APC报警,须回参考点;(Y)APC报警,须回参考点;(X)APC报警,须回参考点”。继续操作任意键,接着出现如下报警:“DS307(Z)APC报警,电池电压低;(Y)APC报警,电池电压低;(X)APC报警,电池电压低”;屏幕下方显示黄色方块APC闪烁。但是机床能回参考点,机床能正常工作,报警一直闪烁。
这种情况电池电量不足,电量最多能维持一周,需马上更换电池。机床电池实物:4节共6 V;Panasonic Industrial;编号:BR-2/3AGCT4A;公称电压:6 V。
处理结果:开机带电换上新电池,报警消失,机床能正常工作。
(2)故障2
一台机床数控系统为 FANUC Series 0i Mate-MODEL D。开机报警,屏幕内容显示:“DS300(Z)APC报警,须回参考点;(Y)APC报警,须回参考点;(X)APC报警,须回参考点”;屏幕下方显示红色方块ALM闪烁。继续操作任意键,接着出现如下报警:“DS306(Z)APC报警,电池电压0;(Y)APC报警,电池电压0;(X)APC报警,电池电压0”。
处理结果:开机带电换上新电池,进一步显示参考点数据丢失,“DS300(Z)APC报警,须回参考点;(Y)APC报警,须回参考点;(X)APC报警,须回参考点”。机床不能正常工作,报警一直闪烁。
(3)故障原因
该机床是使用绝对位置检测器的设备,属于没有减速挡块的情形,是串行脉冲发生器内的机床的绝对位置数据被丢失。需要进行无挡块参考点设定,并存储参考点。
当电池的电压下降时,就会发出DS报警306~308。发出DS报警307(电池电压低报警)时应尽快更换电池。电池使用时间大致标准为1~2周,而实际能够使用多久会因脉冲编码器的数量而有所不同。
当绝对脉冲编码器的电池电压继续下降时,就会发出DS报警306(电池用尽报警)。在这种情况下,不能继续存储脉冲编码器的当前位置,发出DS报警300(请求返回参考点报警),应在更换电池后,执行返回参考点操作。
2 相关参数的特征
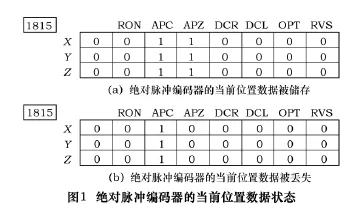
当DS报警306(电池用尽报警)发生时,机床参数自动发生变化:机床电池电压为0时,机床不能正常工作,同时机床1815号参数发生变化,见图1。
下面介绍进行无挡块参考点设定,并存储参考点过程中相关参数的特征。
1815号参数特征:作为位置检测器使用绝对位置检测器(ABS脉冲编码器)时,机床坐标轴(对应)停留位置,参数钥匙写1。可以改参数,如给X轴的APZ(#4)改为0,再接着APZ(#4)改1,设定完此参数后需要暂时切断电源,再通电。这时X轴停的位置即是X轴的参考点位置,即完成机械位置与绝对位置检测器之间的位置对应关系(当使用绝对位置检测装置时,机械位置与绝对位置检测装置的位置关系,1为一致,0为不一致)。
1320号参数特征:存储X、Y、Z轴行程限位的正方向坐标值。
1321号参数特征:存储X、Y、Z轴行程限位的负方向坐标值。
4077号参数特征:存储执行M19指令后主轴旋转定位的角度数值S1,数值13为1°。
1241号参数特征:第二参考点在机械坐标系中的坐标值,一般为负值。
3 X、Y、Z 轴参考点设定
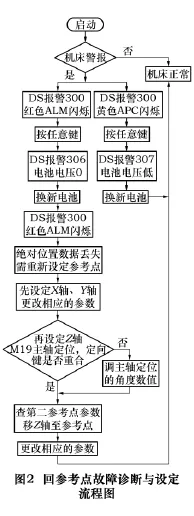
先调X轴、Y轴,再调Z轴(回参考点故障诊断与设定流程图见图2)。
3.1 记录参数
先把 1320号、1321号参数抄下来。该机床1320号参数是X为1021、是 Y 为 1、是 Z 为1;1321号参数是X为-1、是 Y 为-561、是 Z 为-601;参数钥匙写1,可以改参数,然后把1320号参数改为 X+999999、Y+999999、Z+999999,即 X、Y、Z轴正方向行程坐标值无穷大;把1321号参数改为 X-999999、Y-999999、Z-999999,即 X、Y、Z轴负方向行程坐标值无穷小。
3.2 先调X轴
手脉-X方向移轴。因为X轴方向行程是1 020 mm,工作台长度也是1 020 mm,因此看主轴中心(为了看主轴位置准确、方便,可以装一把刀具)在X轴方向工作台长度的边缘位置停,此时为当前位置,即X轴方向参考点;改1320号参数 X轴为1021,改1321号参数 X轴为-1,改1815号参数X轴的APZ为1;然后断电,通电,“DS300(X)APC报警,须回参考点”的报警消失,X轴可以做回参考点动作,X轴能正常工作了。其它两轴“DS300(Z)APC报警,须回参考点;(Y)APC报警,须回参考点”的报警仍然存在。
3.3 再调Y轴
手脉+Y方向移轴,速度可以慢一些,当听到工作台与床身发出轻微碰撞的响声时,机床报警,“SV 0410(Y)停止时误差大”报警,机床不能移动,这时机床再断电,通电,报警消失;手脉-Y方向移轴,即反方向移回5 mm停,此时为当前位置,即Y轴方向参考点;改1320号参数Y轴为1,改1321号参数Y轴为-561,改1815号参数Y轴的APZ为1;然后断电,通电,“DS300(Y)APC报警,须回参考点”的报警消失,Y轴可以做回参考点动作,Y轴能正常工作了。只剩Z轴“DS300(Z)APC报警,须回参考点”的报警仍然存在。
3.4 最后调Z轴
3.4.1 斗笠式刀库时
(1)执行M19指令主轴定位,抬高主轴(主轴不能装刀具),主轴下端面超过刀库刀盘,按下刀库直线移动手动换向阀,让斗笠式刀库移动到主轴下方,手脉-Z方向移轴,速度可以慢一些,摇至主轴定向键与刀库刀盘定向键角度重合且上下间隙为1.5 mm(目测)为宜。如果主轴定向键与刀库刀盘定向键角度不重合,就需再次抬高主轴,更改4077号参数S1,比如S1角度参数为530,在此数值上逐渐增减,数值13为1°,直至主轴定向键与刀库刀盘定向键角度重合为止。
(2)查看1241号参数Z的数值(第二参考点在机械坐标系中的坐标值),比如Z为-122.67,此时Z相对坐标清零,用手脉+Z方向移轴,Z轴向上移动增量值122.67 mm停,此时为当前位置,即Z轴方向参考点;改1320号参数Z为1,改1321号参数Z为-601,改1815号参数Z轴的 APZ为1;然后断电,通电,“DS300(Z)APC报警,须回参考点”的报警消失,Z轴可以做回参考点动作,Z轴能正常工作了。最后参数钥匙写0,不可以改参数。
3.4.2 机械手臂式刀库时
(1)执行M19指令主轴定位,机械手臂处于待机位置,抬高主轴(主轴不能装刀具),主轴下端面超过机械手臂上平面,屏幕画面打到参数保持继电器页面,K参数K000的43位置参数对应00,改为43位置参数对应11,表示可以单步执行换刀动作;执行M81指令,机械手臂旋转75°,一端手臂停在主轴下方,手脉-Z方向移轴,速度可以慢一些,摇至主轴定向键与机械手臂定向键角度重合且上下间隙为1.5 mm(目测)为宜。如果主轴定向键与机械手臂定向键角度不重合,就需再次抬高主轴,更改4077号参数S1,比如S1角度参数为825,在此数值上逐渐增减,数值13为1°,直至主轴定向键与机械手臂定向键角度重合为止。
(2)查看1241号参数Z的数值(第二参考点在机械坐标系中的坐标值),比如Z为-11.5,此时Z相对坐标清零,用手脉+Z方向移轴,向上移动增量值11.5 mm停,此时为当前位置,即Z轴方向参考点;改1320号参数Z为1,改1321号参数Z为-601,改1815号参数Z轴的APZ为1;然后断电,通电,“DS300(Z)APC报警,须回参考点”的报警消失,Z轴可以做回参考点动作,Z轴能正常工作了。最后执行M85指令,机械手臂逆向旋转75°,机械手臂处于待机位置。
(3)屏幕画面打到参数保持继电器页面,K参数K000的43位置参数对应11,改为43位置参数对应00,表示连续执行换刀动作。最后参数钥匙写0,不可以改参数。
4 结语
电池的寿命相对较短(电池大约能使用1年),如果电池的电压下降、电池电能耗尽或者设备停用、假期长等原因不知道电能耗尽,没有备件及时更换,这些情况必然导致绝对脉冲编码器的当前位置数据不能通过外置检测器接口单元的连接器JA4A上所连接的电池被保持,加工中心的绝对位置数据就会丢失,机床不能正常回参考点,需要进行参考点设定及数据恢复。
[1]FANUC Series 0i-MODEL D FANUC Series 0i Mate-MODEL D[Z].参数说明书,B-64310CM/01:102-103.
[2]FANUC Series 0i-MODEL D FANUC Series 0i Mate-MODEL D[Z].维修说明书,B-64305CM/01:364,366,429.
猜你喜欢
湖北农机化(2020年22期)2021-01-18
当代陕西(2019年24期)2020-01-18
探索科学(学术版)(2019年8期)2020-01-17
消费导刊(2019年3期)2019-01-28
农业与技术(2018年18期)2018-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
自动化学报(2017年2期)2017-04-04
科学与财富(2016年34期)2017-03-23
郑州大学学报(理学版)(2013年3期)2013-03-11
