
数控电火花机床滚珠丝母的改造
2012-10-11 03:10王延年
哈尔滨轴承 2012年1期
王延年
(哈尔滨轴承集团公司 工模装制造分公司,黑龙江 哈尔滨 150036)
1 前言
数控机床能够在现代企业中得以广泛应用,主要在于其加工精度高,能加工复杂零件。在加工过程中滚珠丝杠副起很大作用,在机床使用过程中,有时出现滚珠丝母已经损坏,丝杠还完好的现象,数控机床因此不能正常使用,要想配置上滚珠丝母是比较困难的,因为机床厂家不供应丝母,只能成套购买滚珠丝杠丝母副,成本很高,并且丝杠会浪费,且买回的滚珠丝杠丝母副不一定和原机床安装位置完全吻合,需要定制,如何给滚珠丝杠配上丝母,成了一个有相当难度的问题。
我厂有一台DM7130数控电火花机床,滚珠丝母碎了,不能正常使用,影响了正常生产,去厂家采购,厂家没有,为恢复机床使用,根据日常工作经验,并经过反复研究,用以下方法对滚珠丝母进行了改造,并已取得了成功。
2 改进前滚珠丝杠丝母副的结构
改进前滚珠丝杠丝母副的结构见图1,其工作原理为丝杠转动,滚珠在丝母滚道中循环滚动,由丝母带动机床拖板运动,来完成各种程序指令。

图1 改进前滚珠丝杠丝母副的结构
3 滚珠丝母的改造设计
3.1 整体设计
首先测量出丝杠的螺距、滚珠直径,根据这些设计出一种类似的保持器,再测量出丝母与机床相联的有关尺寸,然后设计出丝母的外形,使之能很好地与机床结合,这样组装起来就能基本保证滚珠丝杠副的正常使用了。其基本形式如图2 。
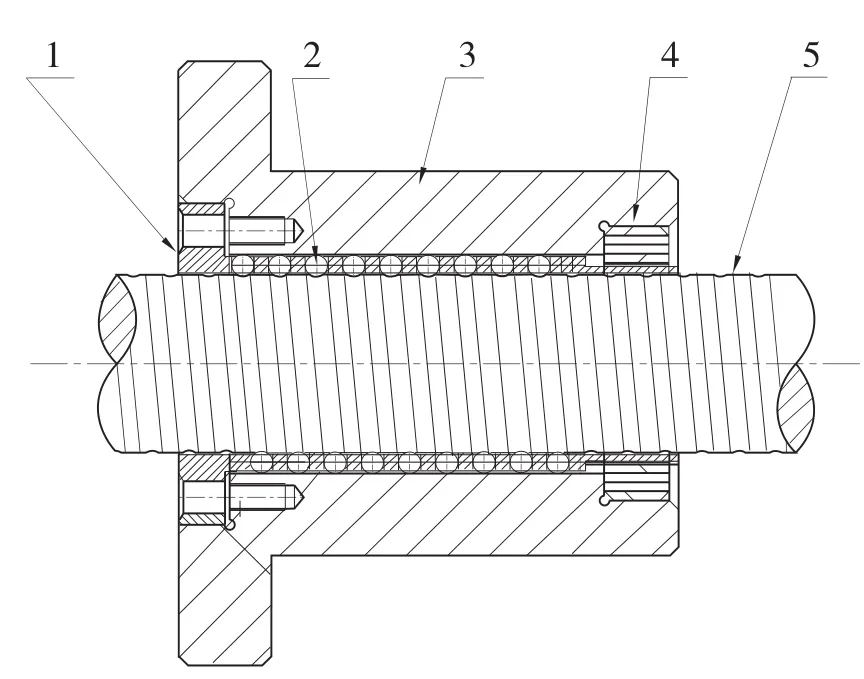
图2 滚珠丝母装配图
3.2 保持架设计

图3 保持架立体图
保持架采用45号钢,40-42HRC,其保持架上的滚珠孔按丝杠螺距(既螺旋升角)排列,在圆周上可采用四等分或六等分均布,用座标镗床加工,在装夹时找正,先在同一面加工一排孔,再旋转90°按螺旋角计算出位移加工出这个面的孔,其它孔同法加工,保证其螺距准确和孔的尺寸差,外径和内径采用磨加工方法,保证其与丝杠和外套的间隙,前端用螺钉与丝母外套联接,后端用螺母锁紧,保证传动时没有间隙。此螺母采用了圆周四等分形式,具体形式如图3、图4。
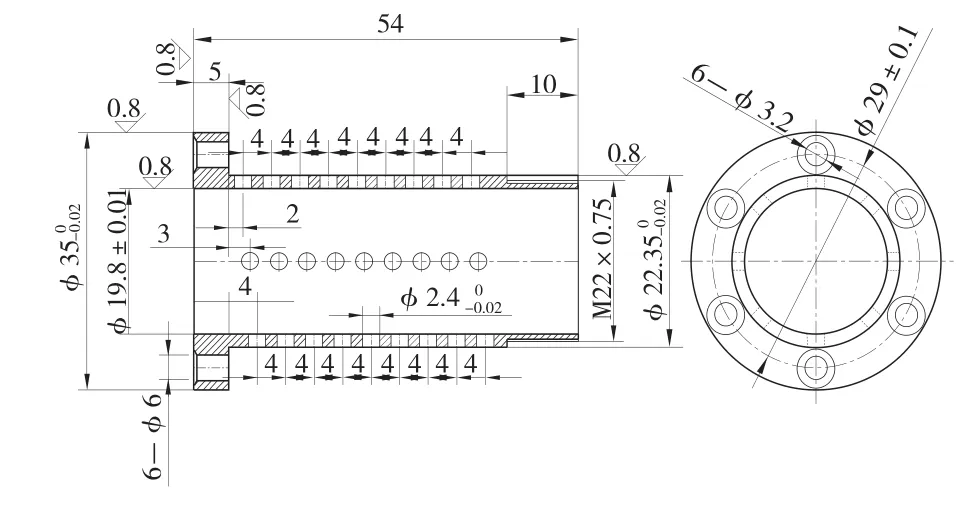
图4 保持架零件图
3.3 丝母外套的设计
丝母外套设计采用GCr15,保证其硬度60-63HRC,使其耐磨,并按机床往复联接设计出其外形尺寸,保证同心度和垂直度,使在与机床联接时能很好保证传动自如平稳,往复能够减小间隙,机床能够很好地工作,实现完好联接,其形式如图5 。
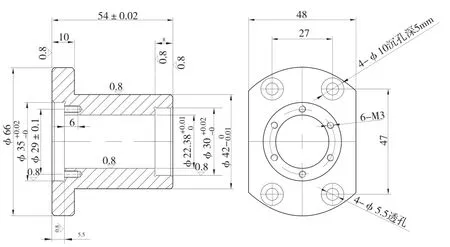
图5 丝母外套零件图
3.4 锁紧螺母的设计
由于丝母所处空间,设计时采用了在能够保证强度要求情况下尽可能缩小零件各部尺寸,为此螺母采用材料为45号钢淬火,42-45HRC,在能保证其强度情况下,螺母采用细牙螺纹,其结构如图6 。
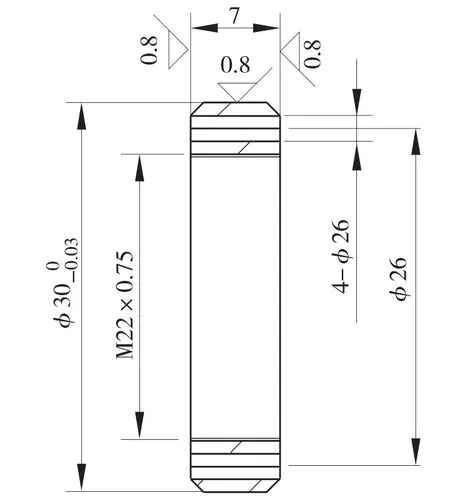
图6 锁紧螺母零件图
按以上各图加工完零件后,就可以组装了。为使滚珠丝杠副达到机床性能要求 ,其丝母外套按丝杠选配钢球后尺寸配磨,保证既无间隙又能传动灵活,使之达到机床设计要求。
在选取钢球时要保证尺寸统一,并与滚珠丝杠的半径相吻合,然后给出丝母外套所需实际内径尺寸,只有这样才能装配出合格的滚珠丝杠丝母副。
滚珠丝杠丝母工作时,滚珠在其保持架中自转,相当于轴承,由保持架带动机床往复运动,传动精度取决于保持架,与原来的丝母滚珠在轨道中往复循环有所不同,避免了因滚珠磨损尺寸减小而引起滚珠堆积等不利因素,用此丝母副代替原丝母还是可行的。
4 结束语
虽然这种丝母和厂家原配的有所差别,但其在使用中与其原装丝母相比,精度相当,适合有一定制造能力的机械加工企业制造加工,克服了没有滚珠丝母而造成的机床无法修复、浪费资源现象。我厂改装后的DM7130电火花机床已使用5年,其精度还是相当好的,满足了机床设计要求,保证了加工零件的精度,并且维修方便,节约了资金,保证了生产进度的顺利完成。这种改装方法可应用在多种机床的滚珠丝杠丝母,为机床维修提供了一种简单实用,加工方便的一种思路。
猜你喜欢
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
制造技术与机床(2019年11期)2019-12-04
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
深圳职业技术学院学报(2015年5期)2015-11-30
轴承(2014年12期)2014-07-21
河南科技(2014年14期)2014-02-27
轴承(2010年2期)2010-07-28
