响应面法优化毛葡萄酒泥中L(+)-酒石酸提取工艺
2012-10-28 01:46米思,李华*,刘晶
食品科学 2012年8期
米 思,李 华*,刘 晶
(1.西北农林科技大学食品科学与工程学院,陕西 杨凌 712100;
2.西北农林科技大学葡萄酒学院,陕西 杨凌 712100)
响应面法优化毛葡萄酒泥中L(+)-酒石酸提取工艺
米 思1,李 华2,*,刘 晶2
(1.西北农林科技大学食品科学与工程学院,陕西 杨凌 712100;
2.西北农林科技大学葡萄酒学院,陕西 杨凌 712100)
在单因素试验基础上,采用响应面法中的Box-Behnken试验设计优化毛葡萄酒泥提取L(+)-酒石酸工艺中的酸浸和沉降两个技术参数。结果得出酸浸的最佳工艺参数为:温度82℃、时间7min、37%盐酸8mL(以100mL毛葡萄酒泥计);沉降的最优工艺参数为:CaCl2质量浓度50g/L、pH6.64、反应时间2.4h。在此条件下,毛葡萄酒泥中L(+)-酒石酸的实际酸浸提量为41.63g/L,实际提取回收率可达87.64%。
毛葡萄;酒泥;L(+)-酒石酸;响应面法;提取工艺
毛葡萄(Vitis quinquangulanis Rehd.)又名野葡萄、五角叶葡萄、鸡葡萄,是原产于我国本土的珍稀野生酿酒葡萄品种之一,是我国葡萄属东亚种群中蕴藏量最大、分布最广的一个野生种[1],在中国秦岭、秦山以南至广西境内均有分布,其浆果具有酸高、糖低、单宁含量高三个显著特点。L(+)-酒石酸(又名右旋-2,3-二羟基丁二酸)是一种天然有机酸,主要存在于葡萄及罗望子果实中,是葡萄酒中主要的有机酸之一,也是酒石酸四种异构体中最有价值的一种,在食品、医药及化工等领域有着广泛的应用[2-3]。
我国L(+)-酒石酸的生产起步较晚,80年代开始才进行探索性的L(+)-酒石酸试验研究,已形成规模的生产厂家较少,主要集中在江浙一带。目前存在的L(+)-酒石酸的生产方法主要有4种:抽提法、糖质发酵法、化学拆分法、酶合成法[4]。葡萄酒的酿造过程通常伴随大量废弃物的产生,如葡萄皮渣、酒泥、粗酒石等。抽提法是指直接从葡萄工业废料中提取得到L(+)-酒石酸,这是最早使用的方法,意大利、西班牙等西欧国家一般依据此法从粗酒石中提取L(+)-酒石酸,但是目前国内外对于以葡萄酒泥为原料提取L(+)-酒石酸的方法罕有研究。酒泥是葡萄酒酿造过程中产生的一种重要的副产物,占葡萄鲜果干质量的3.5%~8.5%,其中酒石酸含量约为100~150kg/t[5-6],数量十分可观。因此以葡萄酒工业酒泥为基础,优化L(+)-酒石酸的提取工艺,对提高L(+)-酒石酸产量及降低其生产成本具有重要意义。此外,本实验选择以野生毛葡萄酒泥为原料进行研究,不仅充分利用了毛葡萄含酸量高这一特点,而且为我国特色野生植物资源的深度开发利用创造了新的途径,对改善山区环境和解决山区农民贫困问题具有重要意义。
响应曲面法是一种优化试验条件的数学统计方法,被广泛的应用于食品工业及化学工业中[7-10]。本研究在单因素试验的基础上,通过Box-Behnken试验设计及响应面分析法对毛葡萄酒泥中L(+)-酒石酸的提取工艺进行优化,以期为L(+)-酒石酸的大规模生产及研究提供科学的理论基础。
1 材料与方法
1.1 材料与试剂
毛葡萄酒泥:由广西都安密洛陀野生葡萄酒有限公司提供,蒸馏,放入冰箱,4℃保存备用;冰醋酸、氢氧化钠、偏钒酸钠、酒石酸、浓盐酸、碳酸钙、氯化钙(均为分析纯)。
1.2 仪器与设备
723A型可见分光光度计、pHS-3C型pH计 上海精密科学仪器有限公司;JB-2型恒温磁力搅拌器 上海智光仪器仪表有限公司;GSY-Ⅱ型电热恒温水浴锅 北京医疗设备厂有限责任公司;TDL-40B型离心机 上海安亭科学仪器有限公司;101A-1型电热鼓风干燥箱 上海实验仪器厂有限公司;电子天平 上海民桥精密科学仪器有限公司。
1.3 方法
1.3.1 L(+)-酒石酸的提取工艺
工艺流程:毛葡萄酒泥→酸浸→离心→沉降→过滤→酸解→脱色→结晶→L(+)-酒石酸晶体。
操作要点:取预先经过蒸馏处理的毛葡萄酒泥100mL,按照实验设计的方案进行L(+)-酒石酸的提取。酸浸结束后,离心、去残渣,得到上清液,向上清液中加入细粉状CaCO3,边加边搅拌,使溶液达到pH7.0,将生成的酒石酸钙移出,向余下的料液中按试验设计加入CaCl2进行沉降、静置后,将上述两步生成的沉淀物合并,然后加入40℃热水95mL及5mL、37%的盐酸进行溶解,最后酸解液经脱色、结晶,得到L(+)-酒石酸,称量并计算L(+)-酒石酸的回收率,每组实验重复3次,取平均值。计算L(+)-酒石酸回收率:

式中:A为酸浸提液中L(+)-酒石酸的质量浓度/(g/L);C为酸解液中L(+)-酒石酸的质量浓度/(g/L)。
1.3.2 L(+)-酒石酸含量的测定方法
采用偏钒酸钠溶液比色法[11]。在室温条件下,500nm波长处测定L(+)-酒石酸质量浓度与吸光度的数学关系,绘制标准曲线,得到标准曲线方程:y=0.2087x+0.675,R2=0.9982。该方程拟合度良好,可以用于L(+)-酒石酸含量的计算。
1.3.3 L(+)-酒石酸提取工艺优化试验
在单因素试验基础上,采用Box-Behnken试验设计方案[12-15],分别以L(+)-酒石酸酸浸提量和L(+)-酒石酸回收率为响应值,利用Design Expert 7.0进行响应面分析,优化L(+)-酒石酸的提取工艺。酸浸和沉降两步的试验因素和所选水平分别见表1、2。
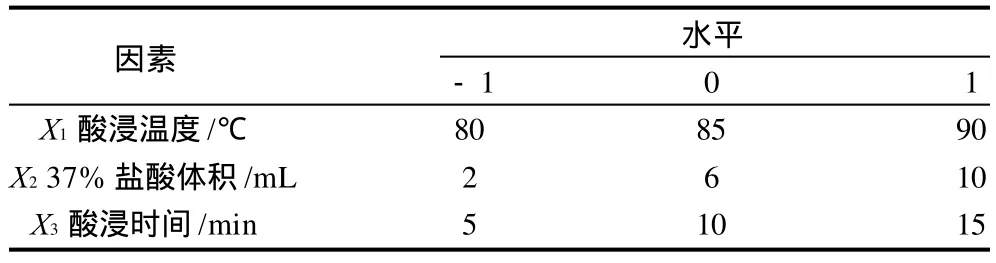
表1 L(+)-酒石酸提取工艺酸浸工序响应面试验因素与水平表Table 1 Coded values and corresponding real values of the optimization extraction parameters used in the response surface
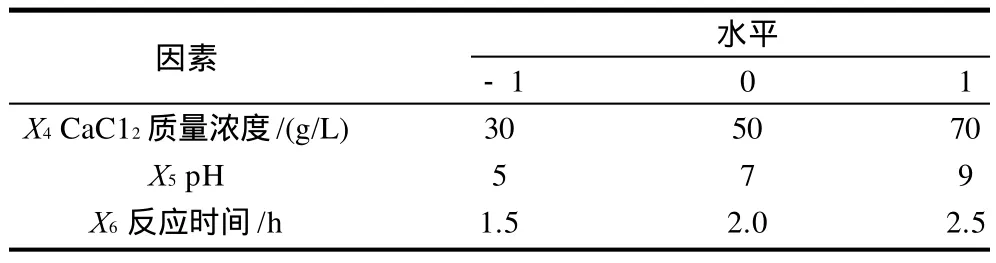
表2 L(+)-酒石酸提取工艺沉降工序响应面试验因素与水平表Table 2 Coded values and corresponding real values of the optimization precipitation parameters used in the response surface
2 结果与分析
2.1 酸浸工序试验设计与优化结果
Box-Behnken试验设计与结果见表3,采用数据处理软件Design Expert 7.0对表3进行拟合的二次模型方差分析,分析结果见表4。
当P<0.05时,表明该项指标显著。由表4可知该工序建立的回归模型是极显著的(P<0.0001),失拟项P=0.2356>0.05,不显著;并且多元相关系数R2=0.9992,调整R2=0.9978,说明该模型与实际试验拟合情况良好,可以用该回归方程代替真实试验点对试验结果进行分析;变异系数CV=1.73%,变异性较小。
回归方程中各变量对响应值影响的显著程度,由F检验来判定,概率P(F>Fα)的值越小,则说明该变量对响应值影响的显著程度越高。表4显著性检验结果表明,一次项X1、X2、X3的影响极显著,交互项X1X2影响显著,X1X3影响极显著,二次项X22影响极显著。由此可知,各试验因素对L(+)-酒石酸酸浸提量的影响不是简单的线性关系。
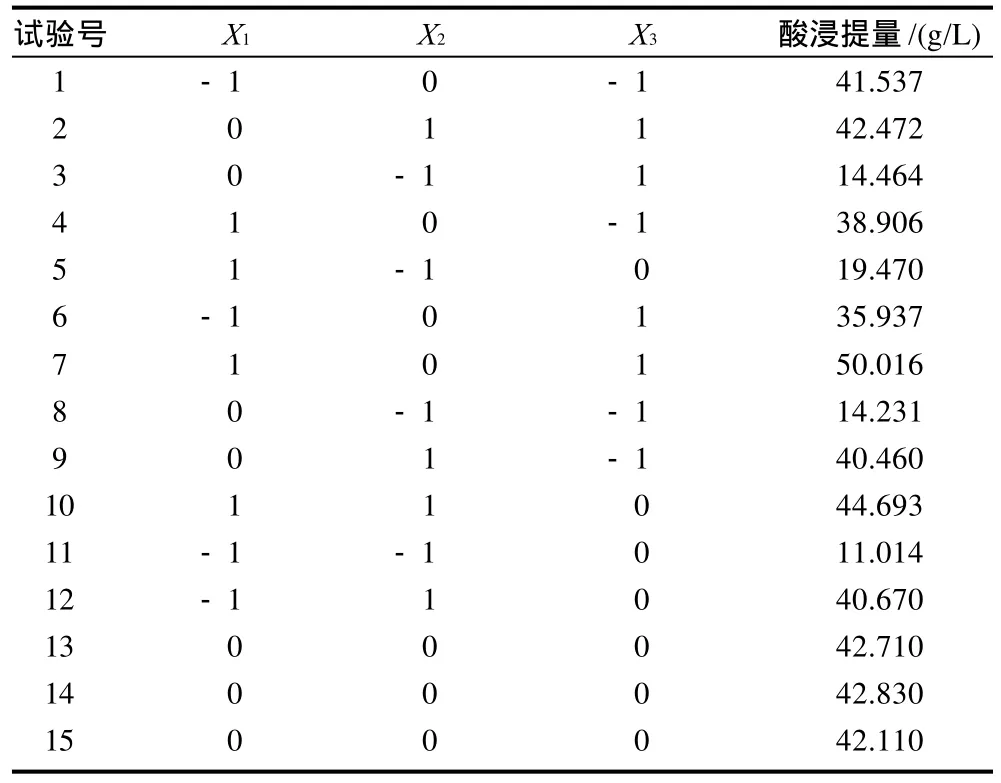
表3 L(+)-酒石酸提取工艺酸浸工序Box-Behnken试验设计及结果Table 3 Box-Behnken design and corresponding experimental results for optimizing acid extraction parameters
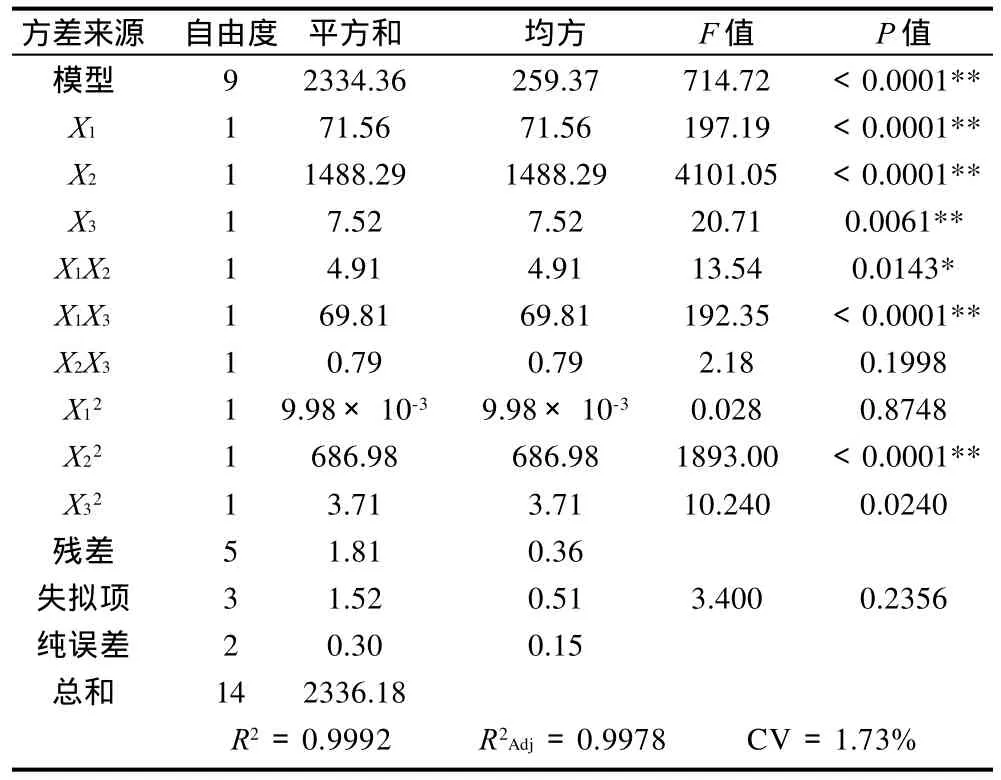
表4 酸浸工序回归模型方差分析结果Table 4 ANOVA of the regression equation describing acid extraction
对表3结果进行多元回归分析,得到各因素对L(+)-酒石酸酸浸提量(Y1)影响的多元二次回归方程模型:

通过对上述多元二次回归方程进行分析求解,得到L(+)-酒石酸酸浸提的最优工艺参数:酸浸温度82.2℃、37% 盐酸8.04mL、酸浸时间7.15min,考虑到实际操作的便利,将L(+)-酒石酸的酸浸提最佳工艺条件修正为酸浸温度82℃、37%盐酸体积8mL、酸浸时间7min。在此条件下,L(+)-酒石酸理论预测值为42.55g/L,实际测得的值为41.63g/L,表明该模型合理可行。
对酸浸提中有交互作用的因素所做的响应面图见图1。由图1a可知,在37%盐酸体积不变的前提下,随着温度的升高,L(+)-酒石酸的浸提量呈现逐渐上升的趋势。因为酒泥中的L(+)-酒石酸主要是以酒石酸氢钾和酒石酸钙的形式存在的,温度越高,酒石酸氢钾的溶解度越大,反应越容易进行,温度的升高还能够增加体系中分子的热运动,从而导致L(+)-酒石酸的浸提更容易进行。在温度不变的条件下,随着37%盐酸体积的增加,L(+)-酒石酸的浸提量先升高,在37%盐酸体积接近8mL时,出现缓慢下滑趋势。酒泥中主要存在3种有机酸:苹果酸、酒石酸、柠檬酸,其中酒石酸是最强的酸。如果37%盐酸加入过量,会同时使其他种类的有机弱酸浸提到溶液中,进而对L(+)-酒石酸的浸提造成干扰,影响其提取量。

图1 各两因素交互作用对(+)-酒石酸酸浸提量影响的响应面图Fig.1 Response surface plot for the interactive effects between extraction temperature and the amount of 37% HCl addition or extraction time on the extraction rate of L(+)-tartaric acid
由图1b可知,在酸浸时间不变的情况下,随着酸浸温度的升高,L(+)-酒石酸的浸提量变化不明显。在浸提温度不变的条件下,随着酸浸时间的延长,L(+)-酒石酸的浸提量出现下降的趋势,变化较明显。葡萄酒泥是一种混合物,如果浸提时间过长,会使酒泥中的色素、糖等有机物充分浸出,由于这些有机物的干扰,L(+)-酒石酸的浸提量开始下降。
2.2 沉降工序试验设计与优化结果
在前期得到的酸浸提最优工艺参数的基础上,以L(+)-酒石酸回收率(Y2)为响应值,采用相同的试验设计方法及数据处理软件对沉降工序工艺参数进行优化,Box-Behnken试验设计与结果见表5,方差分析结果见表6。
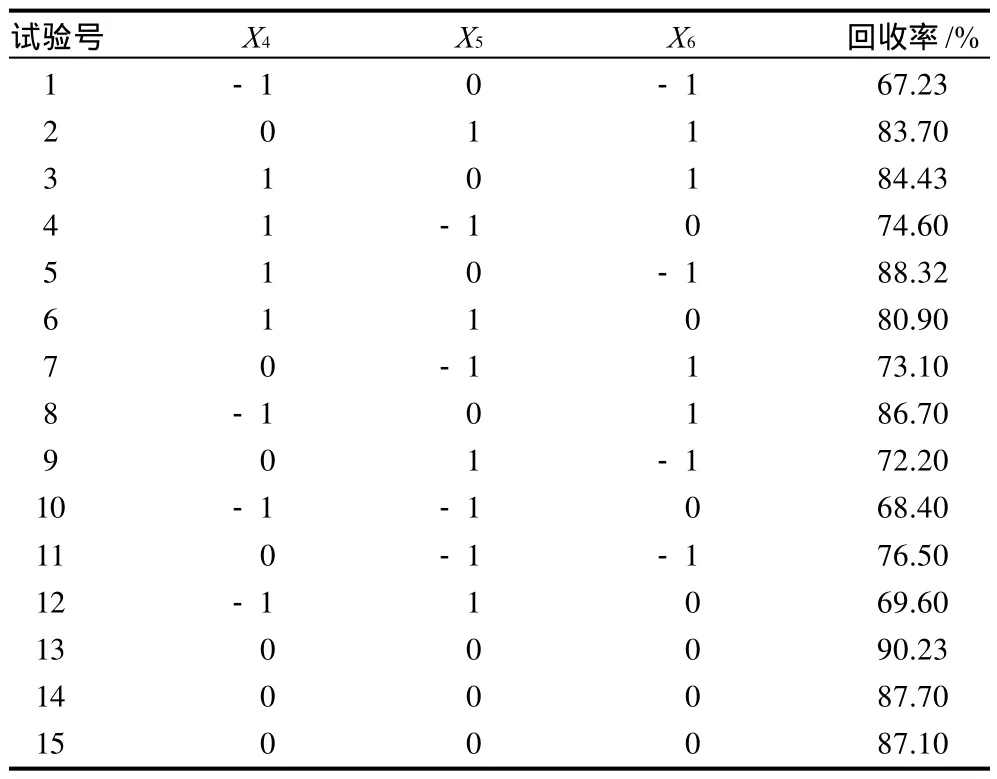
表5 L(+)-酒石酸提取工艺沉降工序Box-Behnken试验设计及结果Table 5 Box-Behnken design and corresponding experimental results for optimizing precipitation parameters
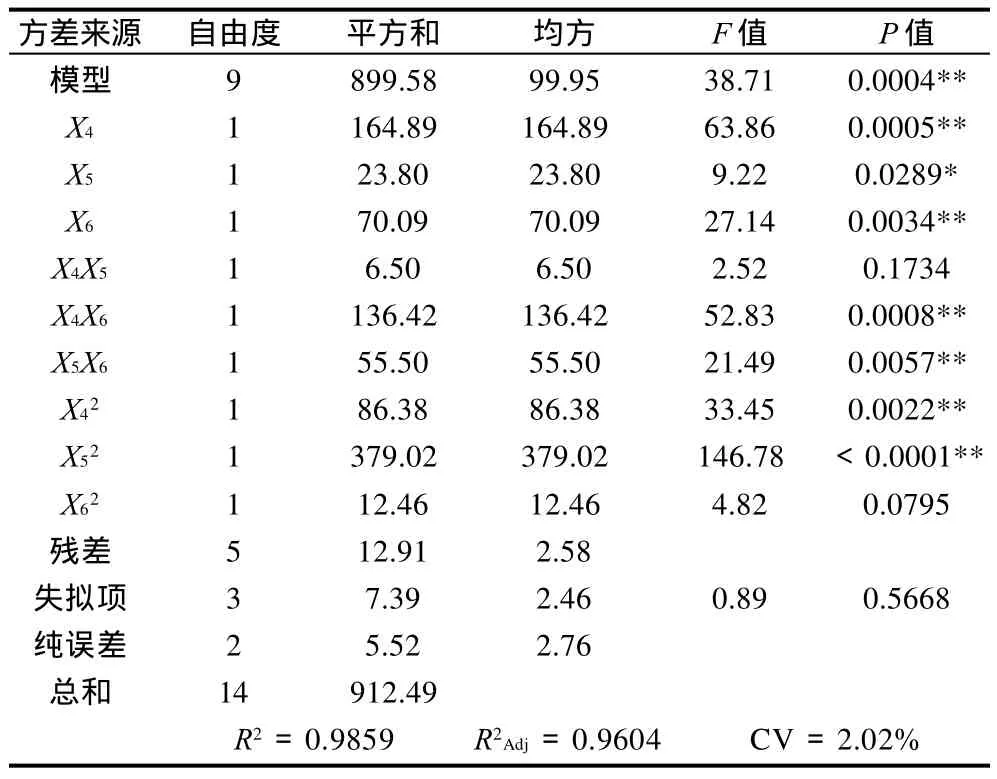
表6 沉降工序回归模型方差分析Table 6 ANOVA of the regression equation describing CaCl2 precipitation
从表6可以看出,一次项X4、X6对响应值影响极显著,交互项X4X6、X5X6影响极显著,此外,二次项X42和X52的影响也极显著,这表明各因素均不同程度的对响应值产生影响,因此本试验的因素选择合理。从表6还可知,对L(+)-酒石酸沉降工序建立的模型是极显著的(P=0.0004),失拟项(P=0.5668>0.05)不显著;并且该模型R2=0.9859,调整R2=0.9604,说明响应值的变化有98.59%来源于所选变量,回归方程对实际试验拟合程度较好。变异系数CV=1.73%,说明建立的模型可以代替试验真实点对响应值进行预测和分析。
以L(+)-酒石酸的回收率为响应值(Y2),各因素经过二次回归拟合后,得到的多元二次回归方程为:

对回归方程(2)进行进一步分析求解,得到沉降工序的最优工艺条件:CaCl2质量浓度50.15g/L、pH6.64、反应时间2.36h,理论回收率为88.34%。考虑到实际操作的便利,将得到最优工艺参数修正为CaCl2质量浓度50g/L、pH6.64、反应时间2.4h,在此条件下进行试验,得到L(+)-酒石酸的回收率为87.64%,比理论预测值低0.79%,因此,利用响应面分析法得到的沉降工序的工艺参数合理可靠,具有实际应用价值。
L(+)-酒石酸沉降工序中,对响应值产生交互作用影响的各因素的响应面图分别见图2。
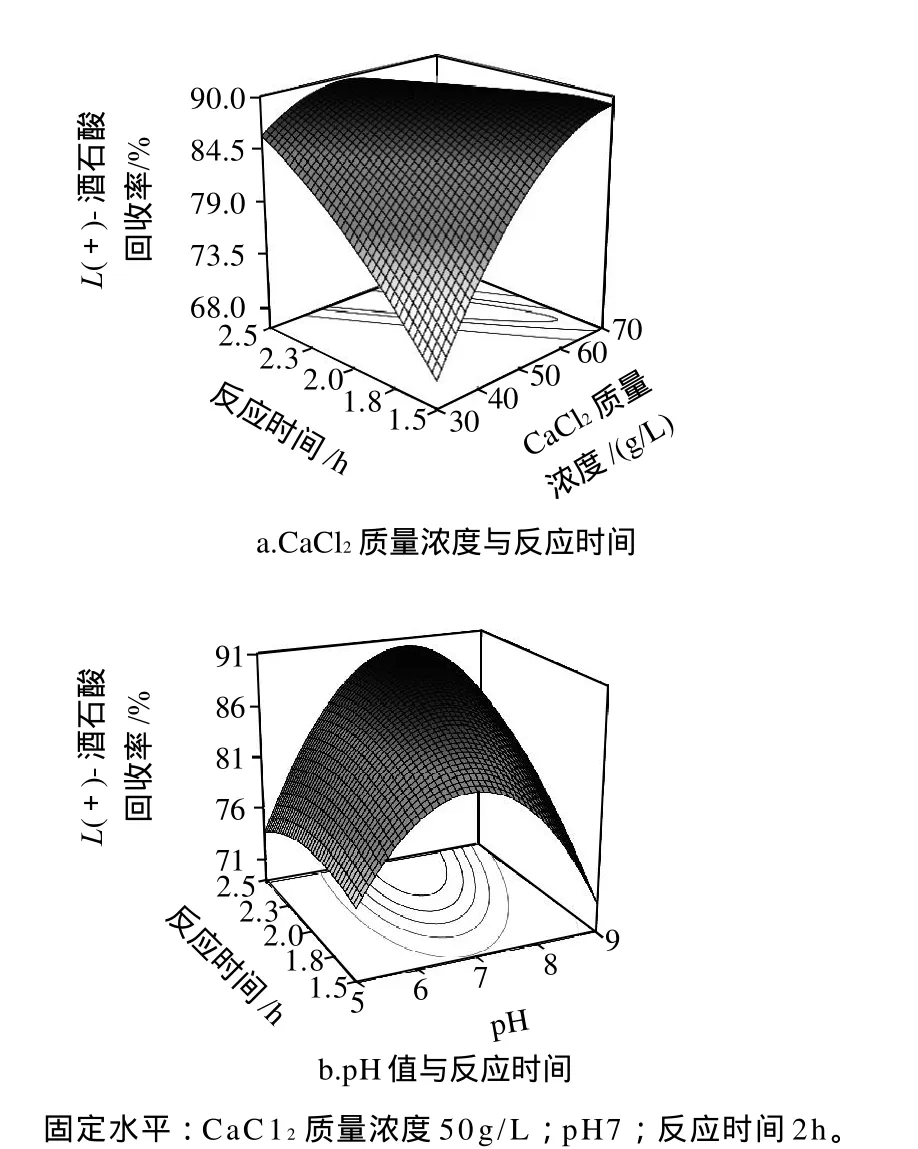
图2 各两因素交互作用对L(+)-酒石酸回收率影响的响应面图Fig.2 Response surface plot for the interactive effects between reaction time and the amount of CaCl2 addition or pH on the extraction rate of L(+)-tartaric acid
由图2a可知,随着CaCl2质量浓度和反应时间的增加,L(+)-酒石酸的回收率均呈现上升趋势,而且变化明显。加入CaCl2的目的是为了将溶液中的酒石酸盐类及酒石酸全部转化为酒石酸钙沉淀,因此CaCl2质量浓度越大,反应越充分,最终回收得到的酒石酸的量也就更多;同样,随着反应时间的增加,反应会更加彻底,也会使L(+)-酒石酸的回收率上升。
图2b直观的反映了在CaCl2质量浓度一定的条件下,pH值和反应时间对L(+)-酒石酸回收率产生的交互影响。在反应时间不变的情况下,随着pH值的变化,L(+)-酒石酸的回收率呈现先上升后下降的趋势,在pH值接近7时,回收率达到最大值。因为L(+)-酒石酸的沉降反应是在一个混合溶液体系中进行的,其中包含很多的胶体物质,如色素、单宁与色素生成的络合物、磷酸铁等,这些胶体物质在远离它们的等电点处会发生絮凝作用而生成沉淀,因此pH值过大或是过小都可能影响L(+)-酒石酸的回收。
3 结 论
通过响应曲面分析法优化L(+)-酒石酸提取过程中的酸浸和沉降两个重要参数,最终得到L(+)-酒石酸酸浸的最优工艺参数为:酸浸温度82℃、37%盐酸体积8mL(以100mL毛葡萄酒泥计)、酸浸时间7min;沉降工序的最佳工艺参数为:CaCl2质量浓度50g/L、pH6.64、反应时间2.4h。照上述工艺条件进行验证实验,毛葡萄酒泥中L(+)-酒石酸的实际酸浸提量为41.63g/L,实际回收率可达87.64%,与预测值接近,且重现性较好,证明优化结果准确可靠。
[1] 涂佳, 邓学良, 李忠海, 等. 响应面法优化野生毛葡萄中原花青素醇提工艺的试验[J]. 湖南林业科技, 2010, 37(1): 1-6.
[2] YALCIN D, OZCALIK O, ALTIOK E, et al. Characterization and recovery of tartaric acid from wastes of wine and grape juice industries[J].Journal of Thermal Analysis and Calorimetry, 2008, 94(3): 767-771.
[3] VERSARI A, CASTELLARI M, SPINABELLI U, et al. Recovery of tartaric acid from industrial enological wastes[J]. Journal of Chemical Technology and Biotechnology, 2001, 76(5): 485-488.
[4] 楼锦芳, 张建国. 酶法合成L(+)-酒石酸的研究进展[J]. 食品科技,2006, 31(11): 162-164.
[5] NERANTZIS E T, TATARIDIS P. Integrated enology-utilization of winery by-products into high added value products[J]. Journal of Food Science and Technology, 2006(3): 1-12.
[6] SALGADO J M, RODRIGUEZ N, CORTES S, et al. Improving downstream processes to recover tartaric acid, tartrate and nutrients from vinasses and formulation of inexpensive fermentative broths for xylitol production[J]. Journal of the Science of Food and Agriculture, 2010, 90(13): 2168-2177.
[7] 杨文雄, 高彦祥. 响应面法及其在食品工业中的应用[J]. 中国食品添加剂, 2005(2): 68-71.
[8] BRANDVIK P J, DALING P S. Optimization of oil spill dispersant composition by mixture design and response surface methods[J].Chemometrics and Intelligent Laboratory Systems, 1998, 42(1/2): 63-72.
[9] 王振宇, 周芳, 赵鑫. 响应面分析法优化超声波提取大果沙棘总黄酮工艺[J]. 中国食品学报, 2007, 7(6): 44-51.
[10] 孟宪军, 李冬男, 汪艳群, 等. 响应曲面法优化五味子多糖的提取工艺[J]. 食品科学, 2010, 31(4): 111-115.
[11] 庞玉珍, 齐风兰. 比色法测定葡萄酒中酒石酸的条件试验[J]. 天津轻工业学院学报, 1991, 11(1): 74-78.
[12] 张志清, 吕晓飞, 姚艳艳, 等. 响应面法优化超声波辅助提取麦麸中阿魏酸[J]. 中国粮油学报, 2010, 25(9): 76-81.
[13] 刘军海, 黄宝旭, 蒋德超. 响应面分析法优化艾叶多糖提取工艺研究[J]. 食品科学, 2009, 30(2): 114-118.
[14] BOX G E P, BEHNKEN D W. Some new three level designs for the study quantitative variables[J]. Technometrics, 1960, 2(4): 455-475.
[15] RIVAS B, TORRADO A, MOLDES A B, et al. Tartaric acid recovery from distilled lees and use of the residual solid as an economic nutrient for Lactobacillus[J]. Journal of Agricultural and Food Chemistry, 2006,54(20): 7904-7911.
Optimization of Extraction Process for L(+)-Tartaric Acid from Vitis quinquangularis Lees via Response Surface Methodology
MI Si1,LI Hua2,*,LIU Jing2
(1. College of Food Science and Engineering, Northwest A&F University, Yangling 712100, China;
2. College of Enology, Northwest A&F University, Yangling 712100, China)
On the basis of one-factor-at-a-time experiments, Box-Behnken design (BBD) and response surface methodology(RSM) were applied to optimize extraction with 37% HCl and subsequent precipitation with CaCl2 involved in the extraction of L(+)-tartaric acid from Vitis quinquangularis lees. The optimal HCl treatment conditions were 82 ℃ of temperature, 7 min of treatment time and 18% (V/V) of lees-to-HCl. The optimal precipitation conditions were addition of CaCl2 at a ratio of 50 g/L for 2.4 h of precipitation at pH 6.64. Under these conditions, the L(+)-tartaric acid yield from Vitis quinquangularis lees was 41.63 g/L and the actual recovery rate of L(+)-tartaric acid was 87.64%.
Vitis quinquangularis;lees;L(+)-tartaric acid;response surface methodology;extraction
TS262.91
A
1002-6630(2012)08-0049-05
2011-03-29
米思(1987—),女,硕士研究生,研究方向为食品营养与安全。E-mail:babymisi@126.com
*通信作者:李华(1959—),男,教授,博士,研究方向为葡萄与葡萄酒学。E-mail:lihuawine@nwsuaf.edu.cn
猜你喜欢
电镀与精饰(2022年3期)2022-03-14
科学与财富(2021年36期)2021-05-10
科教导刊·电子版(2021年1期)2021-03-28
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化(高中版.高二数学)(2019年6期)2019-06-24
环境与发展(2019年11期)2019-02-12
山东化工(2019年1期)2019-01-24
安徽医药(2014年4期)2014-03-20
河南医学研究(2014年7期)2014-02-27