
烯烃类热塑性弹性体注塑工艺条件研究
2013-01-23 02:46程利周娇红景晓阳
湖南工业职业技术学院学报 2013年2期
杨 军 程利 周娇红 景晓阳
(湖南工业职业技术学院,湖南 长沙,410208)
热塑性弹性体(TPE)作为一种用于替代传统橡胶和部分塑料的极具发展前景的新型材料,近年来应用日益广泛。TPE既具有普通橡胶的弹性,又可象热塑性塑料一样进行成型加工,其中注塑成型更是方兴未艾。本研究基于常用的烯烃类热塑性弹性体(TPO),探讨其注射成型工艺特性和规律,以期获得性能及外观质量优异的TPE注塑制品。
1 实验部分
1.1 主要原料
SANTOPRENE 8201-55,SANTOPRENE 8211-75,美国山都平公司。
1.2 主要设备、仪器
HTF320W1塑料注射成型机,宁波海天集团股份有限公司;
HS-80恒温恒湿试验箱,上海迈源环境实验设备厂;
SFY-100塑胶水分测定仪,深圳市冠亚电子科技有限公司;
RVD15真空除湿干燥机,东莞日进鑫塑胶机械有限公司。
1.3 试样制备
(1)将 SANTOPRENE 8201-55,SANTOPRENE 8211-75 原料在拆袋后,置于HS-80恒温恒湿试验箱中,设置温度23℃,湿度50%。每组三份试样,每份10g。
(2)将SANTOPRENE 8211-75及其回收再磨料置于RVD15真空除湿干燥机,设置温度82℃。每组三份试样,每份10g。
(3)注塑试样尺寸为 117mm(长)X 81.3mm(宽),厚度尺寸通过改变模具活动镶件获得,分为 0.5mm、1.5mm、2.5mm、3.5mm、4.5mm五个系列。注塑试样采用位于窄边的侧浇口进浇,浇口宽度为12.7mm、深度取试样厚度值的80%。每组五个试样。注塑工艺条件:模具温度25℃,熔体温度230℃,注射时间1s,二次压力取初级压力的50%。
1.4 性能测试
(1)吸湿率利用SFY-100塑胶水分测定仪测定,依据“烘箱法”原理,采用特质卤素加热源装置干燥试样,通过直接比较试样干燥前后质量的变化取得水分含量值。
(2)成型收缩率按GB/T 15585-1995测试。其中测试条件要求在注塑试样至少放置24h之后再进行测量,以确保试样完全冷却及再结晶。
2 结果与分析
2.1 存放时间及干燥时间对热塑性弹性体吸湿率的影响
大多数热塑性弹性体具有吸湿性,水分含量过高会引起熔体质素恶化,出现缩孔、疏松、表面粗糙、外观不均匀及银纹等缺陷。在生产过程中,需要注意各个环节的防潮措施,尤其是生产前后间歇的储存。图1为在温度23℃,湿度50%环境下,热塑性弹性体随着存放时间的增加,其吸湿率变化情况。可见1.5~2个小时后水分含量即已超标,前6个小时吸湿率增加较快,8小时之后趋于饱和稳定。因此热塑性弹性体应该采用密封良好、内置隔湿层的包装袋,存放于清凉干爽的环境之中,而且在临近加工前才能打开包装,加工结束后须立即将剩余原料放回包装袋或储存于清洁、密封容器中。

图1 热塑性弹性体吸湿率与存放时间关系
对于存放时间较长的热塑性弹性体原料,建议采用带干燥剂的干燥系统或真空干燥箱进行干燥,干燥温度75℃~90℃,避免采用普通热空气干燥系统,这种系统干燥不均匀,且耗时较多,不利于湿气去除。图2是热塑性弹性体采用真空除湿干燥机在82℃干燥时随着时间的增加,吸湿率变化情况。可知干燥新料需要3~4小时,干燥回收再磨料需要4~5小时。注射机最好采用干燥室料斗,可连续地提供干燥的热料,防止已经干燥的原料在生产间歇中再次吸湿而丧失干燥效果。热塑性弹性体吸湿率不应超过0.08%,以免湿气造成制品内部缩孔或表面白斑及粗糙。

图2 热塑性弹性体吸湿率与干燥时间关系
2.2 制品厚度对热塑性弹性体成型收缩的影响
成型收缩是影响制品质量的关键因素之一,成型收缩率随成型材料、制品结构、工艺条件和模具结构等诸多因素变化而变化。热塑性弹性体成型收缩率值偏高,而且当制品形状、厚度等改变时,波动范围较大。图3是热塑性弹性体成型收缩率随制品厚度不同而变化的情况。由图可见其相应关系是非线性的,曲线中部有个低谷,在制品厚度为2.5~4.0mm时,具有较小的成型收缩率,在其余区域无论制品厚度加大或缩小,其成型收缩率都呈增大趋势,且该变化趋势逐渐减缓。曲线显示沿平行流动方向的成型收缩率要大于垂直流动方向的成型收缩率。厚壁制品具有较高的成型收缩率,符合塑胶材料的普遍规律,而薄壁制品仍然具有较高的成型收缩率,是由于热塑性弹性体冷却速度快导致成型时不能完全保压以及热塑性弹性体的高取向性形成的。因此对于厚壁制品,可采取降低模具温度的方法来降低成型收缩率,而且随制品厚度增加,模具温度降幅相应加大;但对于薄壁制品,则不能采取这种方法,模具温度适当提高,反而有利于降低成型收缩率。一般情况下,提高熔体温度、增加注射压力及保压压力、延长成型周期、加大浇口尺寸、保证模具排气顺畅等措施,均可用于对成型收缩率的控制。
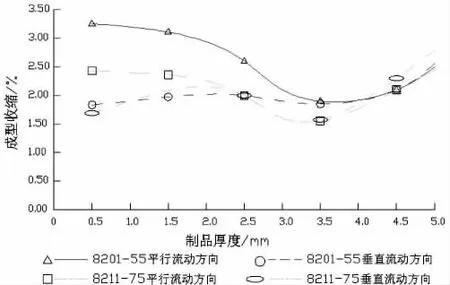
图3 制品厚度对热塑性弹性体成型收缩的影响
2.3 热塑性弹性体注射成型工艺特点分析
(1)温度的设置
热塑性弹性体注塑加工区域宽广,熔体温度范围180~230℃,各项温度设置如表1所示,具体设定还需参照制品厚度及模具结构等情况。
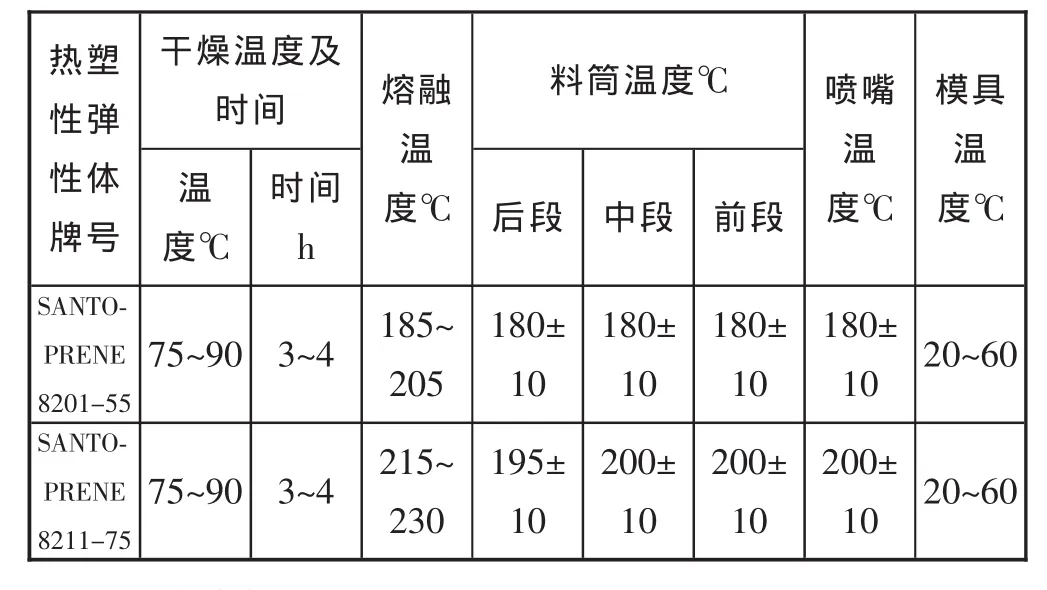
表1 热塑性弹性体注塑温度设置
(2)充填和保压设置
热塑性弹性体冷却速率较大,而且流动性具有高度的剪切敏感性,因此宜采取高压快速注射,有效充模压力需40~70MP,注射速度应尽可能快,以利于熔体流动充填,并使制品保持良好的表面质量。注射启动时螺杆转速为75~150rpm,速度取注射机最大值,增压压力逐渐加大到注射机最大注射压力的80%~90%,直到完成满注。为避免产生溢料飞边,通常要求注射机具有300~500kg/cm2的锁模力。
完成充填后应立即进行保压,保压压力取3.5~14MP,保压时间根据浇口凝固时间确定。保压不足会导致熔体与模具型面接触不良,严重影响冷却效果,增加成型收缩,甚至出现缩孔、凹陷及各种外观和性能缺陷;保压过度则会造成制品性能降低,尤其是浇口附近的力学性能恶化,同时会加大原料消耗,提高生产成本。为达到良好的保压效果,通常在完成一个注射周期后,可在注射机螺杆前端保留3~6mm垫料。而且要注意压力的切换操作,充填结束后,保压压力应由低渐高,当冷凝层达到一定厚度时,再保持较高的保压压力,这样可获得既无凹陷又无飞边的效果,尤其适用于厚壁制品。
高压快速注射容易形成模具困气问题,造成低强度熔接痕或烧焦现象。一方面要优化模具的排气性能,另一方面要适当调整注射充填参数,可将注射时间逐渐延长,同时相应降低注射压力和速度,直至缺陷消除。当然在实际生产过程中,往往还需要结合对熔体温度、模具温度的调整,才能最终解决问题。
(3)冷却时间设置
充填保压结束后,模具开始冷却,以使注射制品在脱模时具有足够的强度和刚度,避免开裂变形,保证外观和精度质量,因此充足的冷却时间是必要的。但是尽量缩短冷却时间,又是减少注射成型周期,降低生产成本的主要途径,实际生产中总希望能找到一个最佳临界点,这需要进行耐心的现场调试获得。所谓冷却时间的设置,其实就是预先估测。影响冷却时间的因素很多,如塑料种类、制品厚度、熔体温度、模具温度等。对于热塑性弹性体,当熔体温度、模具温度等确定后,最主要的影响因素就是制品厚度了,因此通常根据制品厚度来估测冷却时间。当采用双侧冷却时,每2.5mm壁厚所需的冷却时间大约是10到15秒;当采用单侧冷却时,每2.5mm壁厚所需的冷却时间大约是15到25秒。也可按下式进行冷却时间估算:T=δ2 xC。式中T为冷却时间(s),δ为制品或流道最大厚度(cm),C为热塑性弹性体供应商提供的冷却常数,如表2所示。
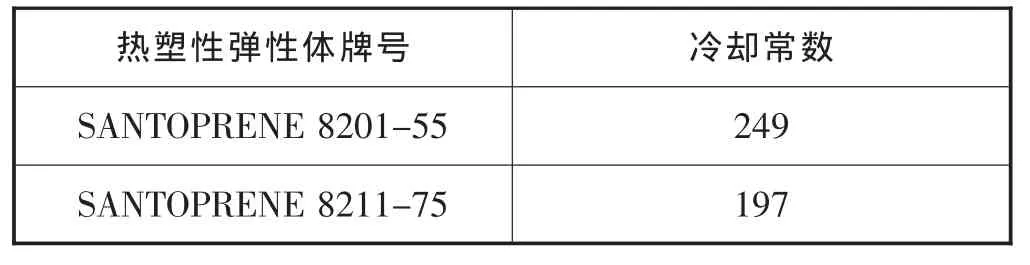
表2 热塑性弹性体冷却常数
3 结论
(1)大多数热塑性弹性体具有吸湿性,当其吸湿率超过0.08%时,会形成制品内部缩孔或表面白斑及粗糙等缺陷。在温度23℃,湿度50%环境下存放时,1.5~2个小时后水分含量就会超标,而且前6个小时吸湿率增加较快,8小时之后趋于饱和稳定。
(2)对于热塑性弹性体原料,建议采用带干燥剂的干燥系统或真空干燥箱进行干燥,干燥温度75℃~90℃。采用真空除湿干燥机在82℃干燥时,新料需要3~4小时,回收再磨料需要4~5小时。
(3)热塑性弹性体成型收缩率随制品厚度不同而变化,其相应关系是非线性的。在制品厚度为2.5~4.0mm时,具有较小的成型收缩率,在此范围之外无论制品厚度加大或缩小,其成型收缩率都呈增大趋势,且该变化趋势逐渐减缓。沿平行流动方向的成型收缩率要大于垂直流动方向的成型收缩率。
(4)热塑性弹性体熔体温度范围180~230℃,宜采取高压快速注射,有效充模压力需40~70MP,保压压力取3.5~14MP,通常根据制品厚度来估测冷却时间。
[1]卢正红.热塑性弹性体技术及应用新进展[J].国外塑料,2006,(9):28.
[2]宋满仓.注塑制品厚度对收缩率变化影响的研究[J].模具制造,2006,(6):47-48.
[3]程利.热塑性弹性体微型电脑盒的研制[J].工程塑料应用,2010,(4):68-71.
[4]G·霍尔登.热塑性弹性体[M].北京:化学工业出版社,2000:2-10.
[5]王正岩.聚烯烃热塑性弹性体的生产与应用发展[J].化工技术经济,2003,21(10):9~11.
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
上海塑料(2021年3期)2022-01-06
纺织科学研究(2021年6期)2021-12-02
弹性体(2021年6期)2021-02-14
山东冶金(2018年5期)2018-11-22
材料科学与工程学报(2016年1期)2017-01-15
石油化工(2015年9期)2015-08-15
橡胶工业(2015年3期)2015-07-29
上海金属(2014年5期)2014-12-20
