QC案例:降低150W电弧管机封废品率
2013-02-21 12:07/文
上海质量 2013年6期
/ 文
上海亚明照明有限公司生产的150W电弧管具有光效高,寿命长,显色指数高等特点,2011年150W金卤灯订单需求量不断增加,车间增加了150W生产线,提高了产能。但是在生产中发现,150W电弧管机封废品率始终超过了车间的标准。公司光源工厂石英电弧管车间的降耗先锋QC小组就以降低150W电弧管机封废品率为本次QC活动的课题进行改进。该项目在2012年上海市QC擂台赛上获得“特等奖”。
选题理由 设定目标
小组成员对2011年1月至2011年3月的150W电弧管机封生产情况进行了调查,结果显示150W电弧管机封废品率平均为4.9%,不符合车间提出“150W电弧管机封废品率控制在 3.5%以下”的绩效目标要求。为此小组成员决定从降低废品率着手,开展QC攻关活动。并确定本次课题活动目标为:150W电弧管机封废品率低于3.5%。

接着,小组对2011年1月至3月150W电弧管机封废品缺陷情况进行调查并分类汇总,结果显示“钼杆石英料开裂”和“钨杆石英料开裂”占了总的废品率的86.3%,是造成150W电弧管机封废品率高的主要原因 。钼(钨)杆石英料开裂,是指石英料经火焰燃烧至熔融,与钼(钨)杆封接在一起后,钼(钨)杆处石英料开裂的缺陷(见图1)。

要达目标就必须解决“钼杆石英料开裂”和“钨杆石英料开裂”这两个问题,若能把“钼杆石英料开裂”和“钨杆石英料开裂”各解决50%,那么150W电弧管机封废品率就能控制在3.5% 以下。
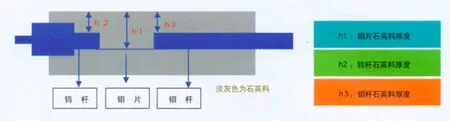
图2 石英料厚度示意
原因分析 确认要因
针对“钼杆石英料开裂”和“钨杆石英料开裂”,小组成员运用头脑风暴法,集思广益展开了激烈讨论,使用关联图进行了分析,找到了9条末端因素,并一一进行要因确认。
要因确认一:石英料厚度变化程度大。小组成员对夹封后钼杆、钨杆石英料厚度和钼片石英料厚度使用投影仪进行了测量,并计算出它们之间的变化程度。经测量计算,钼杆、钨杆石英料厚度与钼片石英料厚度变化程度大于30%,不符合标准要求,是造成“钼杆石英料开裂”和“钨杆石英料开裂”的主要原因(见图2)。
要因确认二:夹模冲击力大。小组成员在生产现场对150W机封车夹模冲击力大进行了检查和测试。使用各种测量工具将夹模组件重量、夹模速度、石英料变形位移一一测试出来,数据显示夹模的冲击力最大为1936牛顿,最小为1703牛顿,都大于标准1436牛顿,不符合标准要求,所以是要因。
末端因素电弧管摆放不整齐、钼杆表面有毛刺、钨杆表面有毛刺、夹模没有定时清洗、夹模压力大、火头燃烧温度偏差大、夹封时间长,经现场检查及测试,均符合要求,为非要因。
经小组成员逐一确认后,导致“钼杆石英料开裂”和“钨杆石英料开裂”主要因素有2条:石英料厚度变化程度大、夹模冲击力大。
制定方案 实施对策
1.对策方案选优
针对主要因素一石英料厚度变化程度大,小组制定了两个方案进行比较,通过经济性、有效性、安全性及可操作性综合考量后,小组最后决定采用方案一:夹模开槽。在夹模钼杆和钨杆位置开槽,一部份熔融的石英料在夹封过程中流向槽内,增加了钼杆石英料和钨杆石英料的厚度。而钼片石英料厚度保持不变,这样就减小了石英料的厚度变化程度;在原有的模具上开槽,成本小,加工简单,不会产生其它质量问题。
针对主要因素二夹模冲击力大,小组决定在夹模运动方向安装阻尼器。安装阻尼器后可以使夹模在夹到石英料的瞬间受到一定的阻力,降低夹模对石英料的冲击力。阻尼器行程和阻尼强度可以调节,这样可以有效降低石英料受到的压强;安装方便,使用安全。
在确定选用的方案后,小组制定了对策表,并按照的对策表进行对策实施。
对策实施一:夹模开槽
措施1)夹模槽设计
(1)夹模钨杆槽深度和长度设计:
根据钨杆石英料厚度与钼片石英料厚度变化程度小于30%的原则,计算出夹模槽理论深度最小为 1.085-0.95=0.135毫米,考虑到加工时误差等因素,小组将夹模钨杆槽深度设计为 0.15毫米。经测量钨杆长度为8毫米,考虑到加工时的误差,小组将夹模钨杆槽长度设计为9毫米。
(2)夹模钼杆槽深度和长度设计:
夹模钼杆槽的深度与钨杆槽深度设计原理是一样的,因此也为0.15毫米。钼杆长度为15毫米,同样考虑到加工时的误差,小组将夹模钼杆槽长度设计为16毫米。
设计后,小组成员将新的图纸发给零部件加工商进行制作,并对新夹模进行了安装和调试。新夹模安装调试后,钨杆、钼杆石英料厚度与钼片石英料厚度变化程度都小于30%,说明新夹模的设计是有效的。
对策实施二:在夹模运动方向安装阻尼器
小组成员在夹模导轨上安装了阻尼器,并进行了调试试验,确定了阻尼器的最大行程,既可以起到阻尼的效果,又可以避免阻尼器因压迫过紧,导致阻尼器的损坏。然后设置阻尼器的阻尼强度。小组在生产过程中对其使用效果进行了测试,安装了阻尼器后,夹模冲击力最大为1419N,最小为1181N,都小于1436 N,达到了对策目标。说明阻尼器安装调试后夹模冲击力明显减小,阻尼器的参数设置是有效的。
效果检查
小组在实施期、巩固期对150w电弧管机封废品率进行检查,实施期150W电弧管机封废品率最高为3.48%,巩固期150W电弧管机封废品率最高为2.71%,都在3.5%以下,达到活动的预期目标。
本次活动不仅提高了产品质量,提升产品在市场中的竞争力,为争取更多订单提供了质量保障,也体现了公司“消除一切浪费”的精益生产理念。同时也使小组成员在团队合作、分析问题能力、现场改善意识、质量意识、等方面有所提高。
专家点评:
该小组针对150W电弧管机封废品率高的问题进行课题攻关,通过采取一系列措施,解决了钼杆石英料和钨杆石英料开裂的问题,使150W电弧管机封废品率控制在3.5%以下,达到活动预期目标。活动过程环环相扣,层次清晰,逻辑性强,小组针对主要因素进行对策评价,使采取的对策针对性强。能真实反映小组活动的具体情况,始终用数据说话,工具运用适当。活动程序符合QC小组活动程序要求。
可改进之处:
1)个别要因确认项数据还不够充分;
2)无形效益中可适当体现用户对产品质量的评价。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
矿产保护与利用(2022年5期)2022-03-28
智能建筑电气技术(2022年2期)2022-02-06
工业安全与环保(2020年10期)2020-11-05
制造技术与机床(2019年9期)2019-09-10
四川建筑(2018年4期)2018-09-14
电子制作(2018年14期)2018-08-21
电子制作(2017年22期)2017-02-02
中国继续医学教育(2015年1期)2016-01-06
铁道科学与工程学报(2015年5期)2015-12-24