
Ti对Ag—Cu 系活性钎料微观组织及性能的影响
2013-03-12 00:40杨春光
长春工程学院学报(自然科学版) 2013年1期
王 毅,雷 凯,董 文,杨春光
(1.长春工程学院机电工程学院 长春 130012;2.一汽轿车股份有限公司 长春 130000)
Ag—Cu—Ti系合金是常用的活性钎料,广泛应用于陶瓷、金刚石、立方氮化硼(c—BN)等材料与金属的连接[1-7]。1947年,Bondley发明了 TiH2活性金属法连接陶瓷与金属,后经Bender等人的改进,该方法发展成为Ag—Cu—Ti直接钎焊法[8]。Ag—Cu—Ti直接钎焊法通过活性元素Ti与陶瓷发生化学反应,在陶瓷表面分解形成新相,产生化学吸附机制,从而实现陶瓷与金属的牢固连接。近年来,Ag—Cu—Ti系活性钎料的研究主要集中在活性钎料成分优化,活性元素Ti及工艺参数对陶瓷/金属界面润湿性、接头组织与性能的影响规律[9-12],而有关活性元素Ti对钎料自身组织与性能的研究较少。活性元素Ti在钎料钎焊连接过程中起决定性作用,Ti含量的增加,一方面提高钎料对陶瓷的润湿性[13],另一方面促进了Ti与钎料中Ag、Cu元素发生化学反应,形成AgTi、CuTi等脆性化合物,降低陶瓷/金属界面结合强度[14]。因此研究Ti对Ag—Cu系活性钎料组织与性能的影响是十分重要的。
c—BN超硬材料因为具有优越的物理、化学和力学性能而得到广泛应用,逐渐成为钎焊研究的热点之一。本文采用c—BN为母材,研究了Ti对Ag—Cu系活性钎料微观组织与力学性能的影响,为开发钎焊陶瓷和超硬材料(如金刚石与c—BN)等新型活性钎料提供理论指导。
1 实验材料及方法
钎料采用颗粒大小为直径180~200μm,纯度为99.99%的银、铜、钛金属均匀混合放入VQB—10WD型高真空钎焊炉中熔炼而成,熔炼温度为920℃,真空度高于7.9×10-3Pa,钎料化学成分如表1。试验用的c—BN是由湖南旭光新材料发展有限公司提供的,表面无镀膜,粒度为250μm~300μm。将熔炼后钎料制成200mg润湿试验样品,按国家标准GB11364—89,研究Ag—Cu—Ti系活性钎料在c—BN聚晶片表面的润湿性,作为评定钎料对c—BN颗粒润湿性的依据。按国家标准GB11363—89,研究Ag—Cu—Ti系活性钎料钎焊接头的力学性能。接头采用真空钎焊连接,在CSS—44100型电子万能试验机上进行静态拉伸,拉伸速率为6mm/min。采用 HXD—1000TM型数字式显微硬度计测试钎料的显微硬度。采用FeCl3∶HCl∶H2O=5∶10∶100的腐蚀液对钎料进行腐蚀,应用XJZ—6型光学显微镜、JSM—5310型扫描电镜(SEM)及能谱仪(EDS)研究钎料的微观组织及钎焊冶金特性。
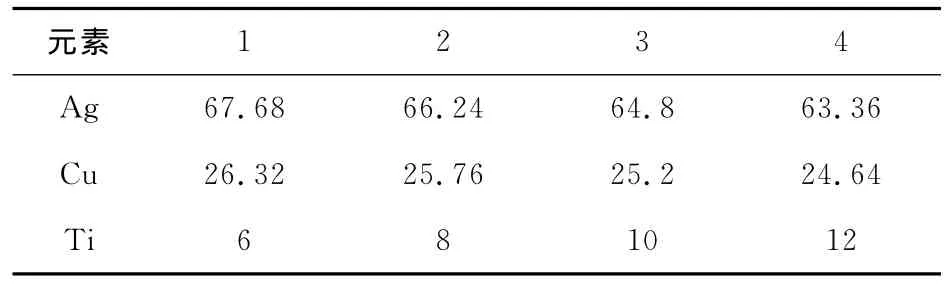
表1 Ag—Cu—Ti系活性钎料成分/wt%
2 试验结果与分析
2.1 Ti对Ag—Cu系钎料润湿性和力学性能的影响
钎料对母材的润湿性是影响钎焊连接质量的重要因素。含有活性元素Ti的Ag—Cu系活性钎料对c—BN具有较好的润湿性能。图1为Ti对Ag—Cu系活性钎料在c—BN表面润湿性的影响规律。含Ti6wt%时,钎料在c—BN表面的润湿角为27°~30°,钎料润湿铺展后,在钎料润湿前沿形成了一定面积,与钎料颜色不一样的润湿环;含Ti12wt%时,钎料熔化后完全铺展润湿c—BN,润湿角<8°,润湿环面积最大,如图2所示。显而易见,含Ti量对钎料润湿c—BN有重要影响。随着含Ti量增加,钎料对c—BN的润湿性提高,润湿角降低,润湿环面积增大。分析其原因,钎料中含Ti量的增加,增大了Ti的活性,促进了钎料中活性元素Ti与c—BN发生反应;Ti含量越高,钎料与c—BN界面反应越充分,在界面处形成有利于活性钎料润湿的新相,这些新相具有与金属相同的结构,降低液态活性钎料与c—BN间的固—液界面张力,为液态钎料润湿和铺展创造良好条件,从而改善钎料对c—BN的润湿性。
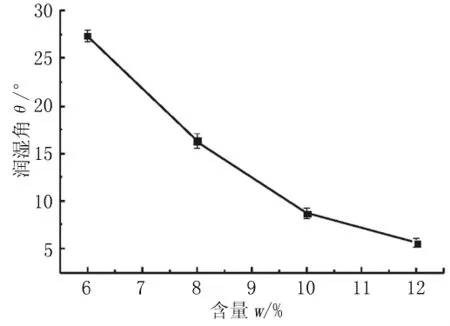
图1 Ti含量对润湿角的影响
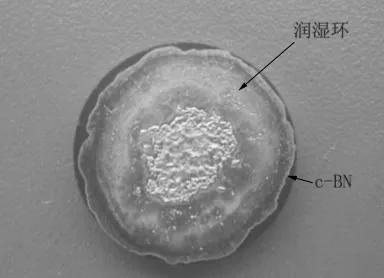
图2 Ag—Cu—Ti润湿PCBN的表面形貌
图3是Ti对Ag—Cu系活性钎料显微硬度及钎焊接头强度的影响规律。由图3可见,随着钎料含Ti量的增加,钎料显微硬度提高,钎焊接头强度降低。含Ti6wt%时,钎料显微硬度为308.04HV,钎焊接头强度为71.2MPa;含Ti12wt%时,钎料显微硬度为335.16HV,钎焊接头强度降低到48.4MPa,降低了32.02%,钎焊接头断裂发生在钎缝的中心部位。图4是钎焊接头的断口形貌。含Ti6wt%的钎焊接头断口形貌由细小的韧窝加少量解理组织组成,表现为以塑性断裂为主,随着钎料中含Ti量的增加,断口的韧窝减少,解理组织增多,接头塑性降低。含Ti12wt%时,钎焊接头断口形貌为层状撕裂与少量解理面混合断口,表现为以脆性断裂为主。在Ag—Cu—Ti系活性钎料中,Ti与Ag、Cu是强烈形成化合物元素,含Ti量越高,形成脆性化合物反应越激烈,必然会影响接头力学性能,结果导致钎料脆性增大,钎焊接头强度和塑性降低。

图3 Ti含量对钎料显微硬度及接头强度的影响
2.2 Ag—Cu—Ti系活性钎料的微观组织
Ag—Cu—Ti系活性钎料的组织由Ag—Cu基及其上分布的Cu—Ti、Ag—Ti等化合物组成。图5是4种不同成分Ag—Cu—Ti系活性钎料的微观组织,图6是对应钎料的X射线衍射分析结果。Ag67.68Cu26.32Ti6钎料由白色α—Ag固溶体、少量黑色α′—Cu固溶体及大量灰色Ag—Cu共晶组织组成;Ag66.24Cu25.76Ti8钎料中α—Ag固溶体呈弥散分布,共晶组织减少;Ag64.8Cu25.2Ti10钎料的α—Ag固溶体明显增多,晶粒细化,且均匀分布于钎料中,AgTi、CuTi3、Cu4Ti3等金属间化合物增加;Ag63.36Cu24.64Ti12钎料α—Ag固溶体进一步细化呈枝状发展,金属间化合物明显增加,且有新相Cu3Ti产生,并伴随有裂纹生成。试验结果表明,含Ti量对Ag—Cu系活性钎料的微观组织影响明显,当含Ti量在6~8wt%时,钎料主要由Ag—Cu共晶、α—Ag、α′—Cu固溶体和化合物相组成,随含Ti量增加,α—Ag固溶体和化合物相增加,共晶组织减少;当含Ti量在12wt%时,钎料主要由α—Ag固溶体和金属间化合物相组成,在钎料结晶时产生的瞬时热应力作用下,引起微裂纹的形成。根据Ag—Cu—Ti三元相图液相投影图(图7)[15]也可证实,随温度的变化活性元素Ti与Ag、Cu发生反应,生成金属间化合物,且随含Ti量的增加,Ti与Ag、Cu反应越激烈,形成的金属间化合物越多,导致钎料显微硬度提高,钎焊接头强度和塑性降低。
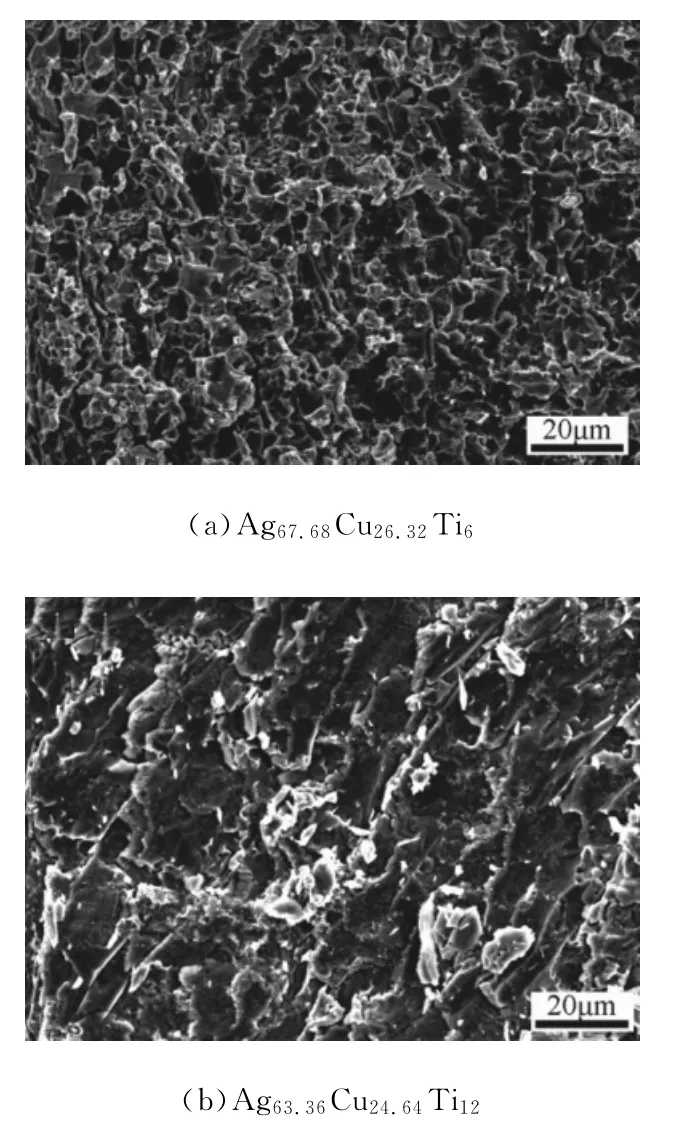
图4 钎焊接头断口形貌
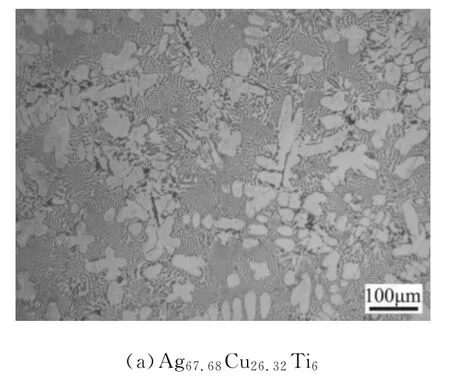
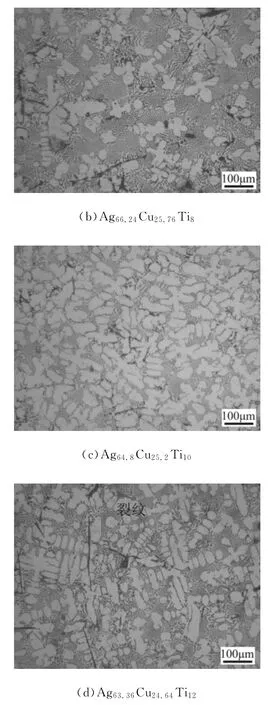
图5 AgCuTi钎料的微观组织
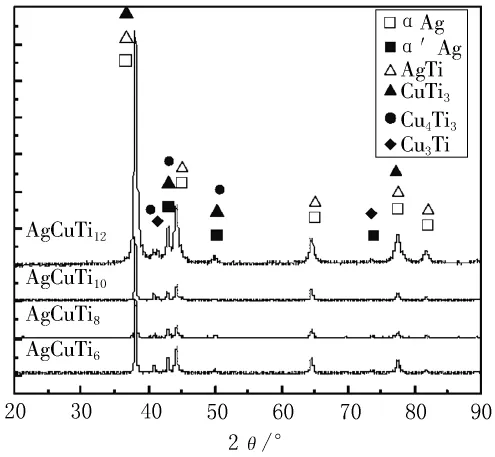
图6 AgCuTi钎料X射线衍射分析曲线
2.3 Ag—Cu—Ti系活性钎料钎焊c—BN的冶金特性
扫描电镜观察,随含Ti量的增加,Ag—Cu—Ti系活性钎料与c—BN的界面反应层逐渐变宽,表明X射线衍射及能谱分析结果表明,钎焊后钎料与c—BN结合界面的主要物相为c—BN、TiB2、TiN等,如图9所示。排除原有相c—BN,界面反应产物主要是TiB2和TiN。由此可见,钎料中活性元素Ti与c—BN之间有化学反应发生,通过反应在c—BN表面分解形成新相。Ti通过化学反应在c—BN的表面形成新相,有利于液态活性钎料对c—BN的润湿性。图8是Ag64.8 Cu25.2Ti10钎料钎焊c—BN的界面微观结构及能谱线扫描元素分布曲线。由图可见,钎料与c—BN界面结合致密,在界面处形成连续的银白色反应层,反应层宽度约为15μm。经能谱分析,界面处元素成分呈梯度分布,钎料与c—BN发生作用,形成化合物型界面。Ag—Cu—Ti系活性钎料中活性元素Ti在界面区c—BN侧发生了富集,Ti元素有较高的质量分数分布(12.43%),高于钎料中Ti元素的含量(10%)。Ag—Cu—Ti系活性钎料与c—BN这种界面冶金结合,提高钎料对c—BN界面润湿是非常有利的。
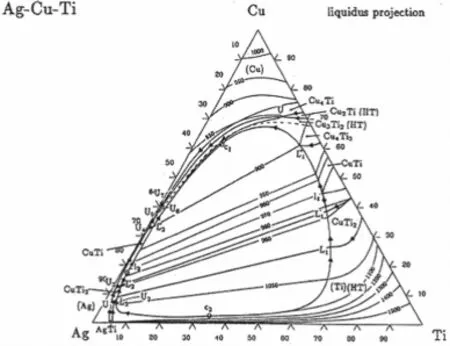
图7 Ag—Cu—Ti三元相图液相投影图
3 结语
(1)随着含Ti量增加(6~12wt%),Ag—Cu—Ti系活性钎料对c—BN的润湿性提高,钎料显微硬度和脆性增大,钎焊接头强度和塑性降低。
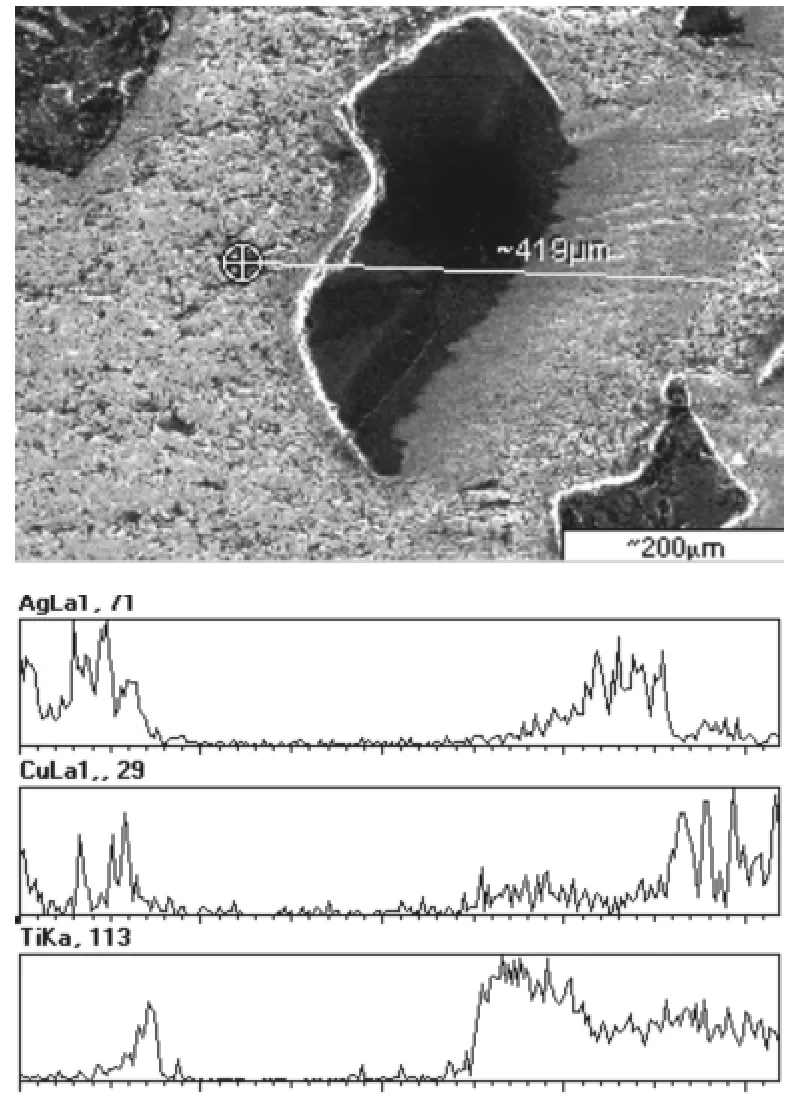
图8 Ag—Cu—Ti与c—BN界面区线扫描

图9 钎焊后c—BN X射线衍射分析曲线
(2)Ag—Cu—Ti系活性钎料是由α—Ag、α′—Cu固溶体、Ag—Cu共晶和AgTi、CuTi3、Cu4Ti3等金属间化合物相组成,并随Ti含量增加,α—Ag固溶体,金属间化合物相增加,共晶组织减少。采用Ag64.8Cu25.2Ti10钎料钎焊c—BN,接头界面结合致密,实现化学冶金结合,对提高金属与c—BN界面结合强度十分有利。
[1]Liu Huijie,Feng Jicai,Qian Yiyu.Microstructure and strength of the SiC/TiAl joint brazed with Ag—Cu—Ti filler metal[J].Journal of Materials Science Letters,2000,19:1241-1242.
[2]W F Ding,J H Xu,M Shen,etc.Joining of CBN abrasive grains to medium carbon steel with Ag—Cu/Ti powder mixture as active brazing alloy[J].Materials Science and Engineering A,2006,430(1-2):301-306.
[3]Guobiao Lin ,Jihua Huang,Hong Zhang.Joints of carbon fiber–reinforced SiC composites to Ti–alloy brazed by Ag—Cu—Ti short carbon fibers[J].Journal of Materials Processing Technology,2007,189:256-261.
[4]卢广林,汪春花,王毅,等.Ag基钎料钎焊立方氮化硼的焊接性与微观结构[J].吉林大学学报:工学版,2007,37(5):1088-1092.
[5]O Smorygo,J S Kim,M D Kim,etc.Evolutionof the interlayer microstructure and the fracture modes of the zirconia/Cu– Ag – Ti filler/Ti active brazing joints[J].Materials Letters,2007,61:613-616.
[6]Guobiao Lin,Jihua Huang,Hong Zhang.Joints ofcarbon fiber–reinforced SiC composites to Ti–alloy brazed by Ag—Cu—Ti short carbon fibers[J].Journal of Materials Processing Technology,2007,189:256-261.
[7]W B Hanson,K I Ironside,J A Fernie.Active metal brazing of zirconia[J].Acta mater,2000,48:4673-4676.
[8]S D Peteves,G Ceccone,M Paulasto,etc.Joining silion nitride to itself and to metals[J].JOM.,1996,48:48-52,74-77.
[9]E Benko,E Bielanska,V M Pereverteilo,etc.Formation peculiarites of the interfacial structure during cBN wetting with Ag—Ti,Ag—Zr and Ag—Hf alloys[J].Diamond and Related Materials,1997,6:931-934.
[10]Wen Feng Ding,Jiu-Hua Xu,Min Shen,etc.Behavior of titanium in the interfacial region between cubic BN and active brazing alloy[J].International Journal of Refractory Metals & Hard Materials 2006,24:432-436.
[11]Jan Felba,P Kazimierz,Friedel,etc.Electron beam activated brazing of cubic boron nitride to tungsten carbide cutting tools[J].Vacuum,2001,62(2-3):171-180.
[12]M J Jackson,C J Davis,M P Hitchiner,etc.Highspeed grinding with CBN grinding wheels applications and future technology[J].Journal of Materials Processing Technology,2001,110(1):78-88.
[13]吕宏,康志君,张小勇,等.CuSiAlTi钎料对SiC陶瓷的润湿性[J].稀有金属材料与工程,2005,34(7):1106-1108.
[14]张杰,奈贺正明,周玉.用(CuZn)85Ti15钎料连接Si3N4陶瓷接头的微观结构[J].材料科学与工艺,2001,9(3):263-265.
[15]P Villars,A Prince,J Okamoto.Handbook of ternary alloys phase diagrams[M].Metals Park:ASM International,1995.
猜你喜欢
煤炭学报(2021年2期)2021-03-24
建材发展导向(2020年15期)2020-11-26
作文·小学低年级(2020年6期)2020-07-14
工业催化(2020年5期)2020-06-23
四川水泥(2019年9期)2019-02-16
中华老年口腔医学杂志(2016年4期)2017-01-15
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
