
筒体的三种焊接实用工装
2013-04-12 01:35李艳红
机械工程师 2013年2期
李艳红
(上海朗森热工设备有限公司,上海 201815)
1 引言
我公司是热工设备制造单位,在生产过程中,有各种规格的筒体与接管焊接的结构以及筒体对接焊接结构,存在焊接变形问题。如果不采用工装减小焊接变形,芯组会在装配过程中与壳体发生干涉,为工作带来很多不便,甚至造成不良品。为此,笔者设计了三种工装,以满足生产需要。
2 焊接工装简介
2.1 筒体对接焊接工装
大直径筒体在对接焊接时,焊缝长,焊接变形量很大,笔者设计的工装见图1。
此筒体对接焊接工装主要由支撑板1、调节螺杆 2、调节螺母 3、芯轴4组成。
调节螺杆2与芯轴4焊接,要保证4个螺杆的垂直度。在制作时,割开间距h,把工装装配调试好,再车前支撑板外圆,保证。

图1 筒体对接焊接工装
支撑板1的厚度一般为10mm;支撑板1的宽度由焊缝位置而定,一般情况下,宽度为70~80mm;考虑安装因素,尺寸不宜设计过大。在使用时,调节螺母就可实现支撑与拆卸。在工件冷却后,进行拆卸。
2.2 大直径筒体与接管焊接工装
直径大于150mm的筒体与接管焊接时,可采用简易工装,见图2。支撑板1的厚度一般为10mm;支撑板1的宽度由焊缝位置而定,一般情况下,宽度70~80mm;考虑安装因素,尺寸不宜设计过大。
此工装主要由支撑板、调节螺杆、调节螺母组成。
在焊接时,调节螺母即可实现支撑与拆卸。在工件冷却后,进行拆卸。
2.3 小直径筒体与接管焊接工装
直径小于150mm的筒体与接管焊接时,采用上述工装不易调节,因此,设计了图3所示的便于调节的工装。
此工装主要由支撑板、连杆、销、螺母连接件、左右旋螺纹丝杆、手柄组成。
支撑板1的厚度一般为10mm;支撑板1的宽度由焊缝位置而定,一般情况下,宽度为 70~80mm。
在使用操作时,旋转手柄6,两个螺母连接件4向中心靠拢,带动连杆2,将支撑板1撑起,起到支撑作用。焊接完毕,等工件冷却后,反方向旋转手柄6,两个螺母连接件4向两边分开,带动连杆2,将支撑板1松开,可取出工装。
在生产过程中,以上三种工装都得到了广泛地应用,筒体焊接变形很小,确保了产品质量,取得了明显效果。而且结构简单,易于制作及操作,深受焊工的欢迎。
3 结语
在生产过程中,可根据生产需要和产品规格制作相应规格的不同焊接工装,实践也证明了使用此类工装可以有效提高焊接产品质量,并且具有结构简单、操作简便、准确实用的显著特点,是热工设备制造行业所能接受的简便快捷的工具之一,在生产筒体式压力容器时,也同样可以使用。
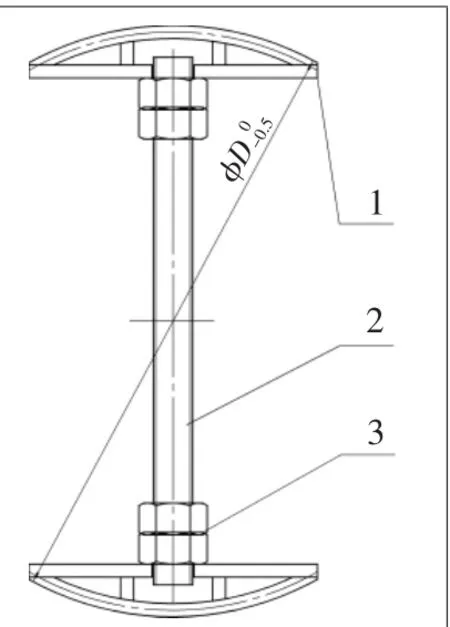
图2 大直径筒体与接管焊接工装
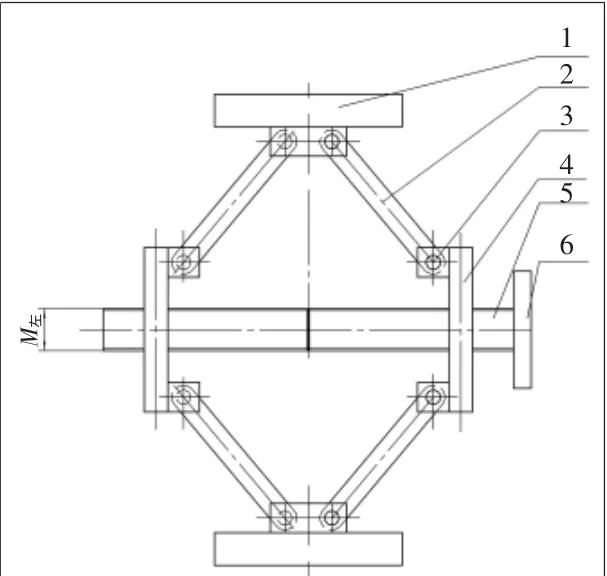
图3 小直径筒体与接管焊接工装
猜你喜欢
昆钢科技(2021年4期)2021-11-06
工业加热(2021年8期)2021-09-11
装备制造技术(2021年2期)2021-07-21
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
通信电源技术(2018年5期)2018-08-23
通信电源技术(2018年5期)2018-08-23
通信电源技术(2016年3期)2016-03-26
设备管理与维修(2015年11期)2015-03-16
