距离编码测量装置在三维激光切割机上的应用
2013-06-29 02:26翟东升
锻压装备与制造技术 2013年1期
翟东升,钟 ,洪 超
(江苏扬力数控机床有限公司,江苏 扬州 225127)
1 前言
随着国外第一台三维激光切割机于1979年在意大利Prima 工业公司诞生至今,三维激光切割机历经30 多年的不断发展和技术进步,其应用领域越来越广泛。作为三维激光切割机的核心部分之一——旋转机构的研发设计极为重要。本文主要介绍带距离编码参考点标记的测量装置在其旋转机构上的应用。
2 旋转机构

如图1 所示为德国LT Ultra-Precision Technology GmbH 公司生产的旋转机构,其中上部为C轴旋转机构,下部为A 轴旋转机构,C、A 轴均采用德国ATE 公司的力矩电机,C 轴可实现±360°旋转,A 轴可现实±180°旋转。两个电机的测量装置均采用德国海德汉(HEIDENHAIN)公司推出的一种带有距离编码参考点标记的ERA4000C 系列光栅尺。使用带距离编码参考点标记的线性测量系统,可以不必为返回参考点而安装减速开关,并返回一个固定的机床参考点,在结构比较紧凑的机构应用中带来了许多方便。
3 测量装置原理
为加快和简化“参考点回零”操作,海德汉公司的多款光栅尺刻有距离编码参考点。如图2 所示,带距离编码参考点标记的测量系统原理是采用包括一个标准线性的栅格标记和一个与此相平行运行的另一个带距离编码参考点标记通道,每组两个参考点标记的距离是相同的,但两组之间两个相邻参考点标记的距离是可变的,每一段的距离加上一个固定的值,因此数控轴可根据距离来确定其所处的绝对位置。
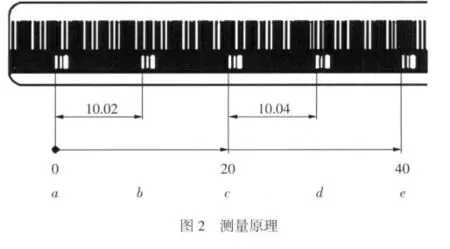
从图2 可以看出,当数控轴从a 点移动到c 点,系统检测到10.02 距离的时候就可以判断出当前轴处于哪一个参考点的位置。同样,当数控轴从b 点移动到d 点,系统检测到10.04 距离的时候就可以判断出当前轴处于哪个参考点位置,依此类推。所以当数控轴只要移动超过任意两个参考点距离(20mm)的时候,就能够判断出当前轴所在的机床绝对位置值。
小提示:从海德汉光栅尺样本来看,如果光栅尺或者编码器型号后面有字母“C”均表示带有距离编码参考点(如ERA4000C)。
4 应用分析
我公司TL3015 型三维激光切割机采用德国SIEMENS 840D power line 数控系统,同时SIEMENS 840D 数控系统中本身已经为此功能准备了一些设定参数,以下主要对参数设定作简单介绍。
4.1 参数设定
(1)34000 REFP_CAM_IS_ACTIVE[0]=0
参考点凸轮的轴:0 表示不带参考点凸轮信号,即不用返回参考点减速开关信号。
(2)34200 ENC_REFP_MODE [0]=3
参考点模式:3 表示采用带距离编码参考点标记的测量装置。
(3)34300 ENC_REFP_MARKER_DIST [0]=45
距离编码缩放的参考标记角度:45 表示使用的ERA4000C 光栅尺标准参考点标记角度为45°。
(4)34060 REFP_MAX_MARKER_DIST [0]:=90
两个参考点标记的最大角度:90 表示两个光栅尺标准参考点标记的最大距离为90°(两倍光栅尺标准参考点标志栅格角度)。
(5)34310ENC_MARKER_INC [0]:=0.02197266
在角度编码缩放的参考标记间的间隔:0.02197266 表示ERA4000C 光栅尺信号节矩为0.02197266°。
(6)34090 REFP_MOVE_DIST_CORR [0]:=20.4
参考点偏移值:20.4 表示旋转轴的基准点偏移值为 20.4°。
以上参数若测量系统用于位移测量则单位为mm,若测量系统用于角度测量则单位为°。
4.2 操作方法
(1)在寻找参考点模式下,选择进给轴点动按钮如+C 或-C 均可,此时旋转轴C 轴将以参数34040(参考点爬行速度)设定的速度搜索参考点标记。
如果机床移动了参数MD34060(两个参考点标记的最大位移)设定的角度还没有找到参考点,轴将自动停止,CNC 系统将显示“20003 通道轴编码器错误”的报警。
如果机床移动了参数MD34300(距离编码缩放的参考标记角度)设定的角度,但数控系统没有找到两个变距离的参考点标记,此时轴将自动停止,并显示“20004 通道轴参考点标记消失”的报警。
(2)确认轴绝对位置。由于两个参考点标志之间的角度是可变的,系统就可以准确地识别轴所处的是哪一个参考点并计算出实际位置,但这个位置可能并不一定是你所需要的机床基准点值,所以还必须有一个基准点偏移角度参数来参与计算。MD34090 就可完成这一步,实际上MD34090 中设定的值就是测量系统中的第一个参考点到机床基准点的角度。
如果光栅尺与机床坐标系统一致,即线性测量系统的第一个参考点标志靠近机床的基点,绝对偏移=实际位置+线性测量系统的实际位置。
如果光栅尺与机床坐标系统不一致,即线性测量系统的最后一个参考点标志靠近机床的基准点:绝对偏移=实际位置-线性测量系统的实际位置。
5 总结
在三维激光切割机设计过程中,因为涉及到五轴联动,需要考虑到各轴的加工范围以及加工零件的局限性,必须要设计出结构比较紧凑的旋转机构才能够满足要求。在安装了带距离编码参考点标记的测量装置后,给操作和应用带来了很大的方便,如返回参考点速度更加快捷、任意点和方向都可以进行操作等。同时,利用带距离编码参考点标记的测量装置的应用经验,可以推广到其他机床设计的应用领域。
[1]SINUMERIK_810D_840D 简明调试指南技术手册.SIEMENS 公司,2002.
[2]SINUMERIK_840D_810D_FM-NC 诊断说明.SIEMENS 公司,2002.
[3]直线光栅尺技术选型指南.HEIDENHAIN 公司,2010.
[4]RSD60T360 系列旋转机构使用说明.LT Ultra-Precision Technology GmbH 公司,2011.
[5]周鹏飞,严 伟,翟东升,等.一种基于并联机构的三维激光切割机的设计与仿真[J].锻压装备与制造技术,2012,47(1):28-30.
[6]黄金开,谢长生.三维激光切割机的发展现状[J].激光技术,1998,22(6):352-356.
猜你喜欢
工程与试验(2022年2期)2022-08-08
中国设备工程(2022年12期)2022-07-11
商品与质量(2020年53期)2020-11-27
金属加工(冷加工)(2020年11期)2020-11-24
制造技术与机床(2019年2期)2019-03-06
测控技术(2018年5期)2018-12-09
精密制造与自动化(2018年1期)2018-04-12
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27