铸铁件冷铁冒口的研究和应用
2013-08-28 06:40辽阳锻压机床股份有限公司辽宁111000张怀敏杨东明
金属加工(热加工) 2013年3期
辽阳锻压机床股份有限公司 (辽宁 111000) 张怀敏 杨东明
1.概述
冷铁冒口是根据铸件均衡凝固理论与有限补缩原则,结合无冒口铸造的理论设计的新型冒口,其特点体现在压边冒口颈处安放冷铁,利用冷铁吸热消除冒口和铸件形成的接触热节,并充分利用铁液的凝固膨胀获得质量较好的铸件。
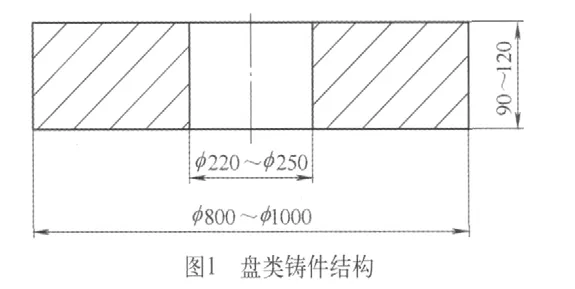
例如,结构尺寸如图1所示的圆盘类铸件,要求内部组织致密,无缩孔、缩松。由于以前的粘土砂干型造型工艺一直不定型,质量很不稳定。若采用传统的方法设计冒口,则铸件的冒口根部至中间热节处常产生不同程度的缩孔、缩松缺陷。而改用压边冒口加分散小浇道工艺,在冒口的下部盘的中间部位约90°的范围内仍有严重的缩松,而用无冒口铸造,铸件上平面出现缩凹,都会影响盘的加工和使用。应用冷铁冒口工艺后,彻底消除了盘内缩孔、缩松缺陷,取得了显著的效果。
2.原工艺存在的问题分析
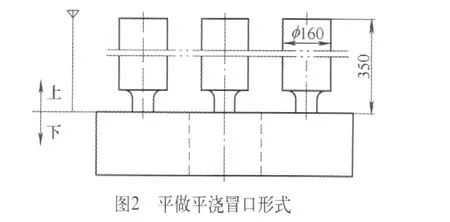
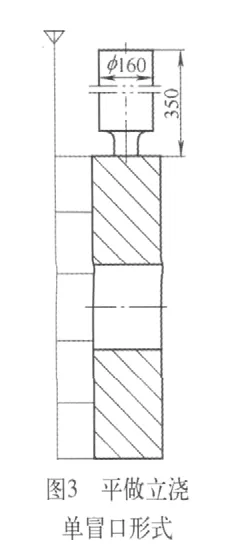
(1)传统顺序凝固工艺存在的问题 ①平做平浇。在铸件的顶面设置3个明冒口(φ160mm×350mm),如图2所示。此工艺进入冒口的铁液温度较低,降低了冒口的补缩效果。由于铁液的热对流和补缩流动,冒口颈处和铸件的连接处热量集中,造成物理热节和铸件几何热节相重合,使冒口和盘的接触热节加大,因此去除冒口后,冒口根部及冒口部位盘的内部常有缩孔、缩松,且冒口根部石墨粗大,组织较疏松,工艺出品率低,质量不稳定。②平做立浇。在盘的径向加一个φ160mm×350mm的明冒口,如图3所示。此工艺虽预热冒口,并增加了冒口的压力,但仍有缩孔、缩松,且盘的断面质量不均匀。
由此可见,应用传统工艺方法设计冒口,要使热节由铸件转移到冒口,就需要非常强的顺序凝固形式,而要想使冒口对后期收缩进行补偿,这是不可能的。只有充分利用膨胀,将膨胀引起的压力用于补偿后期收缩,才能生产出具有较高工艺出品率且没有缩松的铸件。
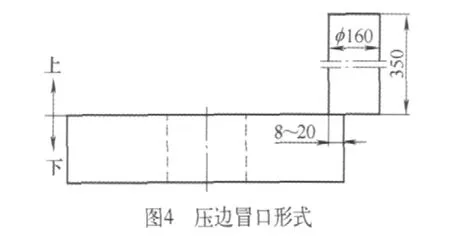
(2)压边冒口加分散内浇道存在的问题 平做平浇,在铸件上面加一个或两个压边冒口,分散内浇道,如图4所示。由于冒口底部的型砂过热,打破了原来铸型的温度分布状态,使其形成人为热节,且压边宽度对铁液温度、化学成分有严格的要求,难以掌握,冒口颈不能在有限补缩后及时封闭,或是未实现有限补缩就已经封闭。去除冒口后,压边处常出现缩孔、缩松,且冒口处盘的中间部位约90°的范围内有明显缩孔、缩松。
(3)无冒口铸造存在的问题 采用分散浇道的无冒口铸造,由于冲天炉熔化铁液,材料不能定点供应,无法保证高的冶金质量,并且球墨铸铁和蠕墨铸铁存在衰退问题,不能保证在要求的温度范围内浇注,因此铸件的上平面出现缩凹,且盘的上部有石墨粗大现象。
3.冷铁冒口的应用
(1)理论依据 根据美国学者卡塞博士的研究理论,生产模数大于2.5cm的厚大球墨铸铁件和灰铸铁件,在高的冶金质量和铸型强度下,可以无冒口铸造。但由于熔炼的冶金质量差且成分不稳定,尤其是球墨铸铁和蠕墨铸铁存在衰退问题,不能保证要求的浇注温度,所以必须采用小冒口进行补缩。
我们运用均衡凝固理论,采用压边冒口进行液态补缩。但由于压边冒口本身的特点决定了冒口无明显的冒口颈,这对冒口与铸件补缩系统的冷却,以及凝固条件和铸型温度场的分布产生了影响,不能有效地利用有限补缩,因此如何消除这部分影响是解决问题的关键。
根据上述理论,结合生产实践,以互为补充为原则,我们研究应用了冷铁冒口新工艺,在冶金质量不高、铁液温度波动大的情况下,生产出了内部组织致密的铸件。
(2)冷铁冒口的补缩机理 冷铁冒口工艺是无冒口铸造理论同均衡凝固理论的有机结合。采用压边冒口的形式,在压边缝隙处安放大小和形状合适的冷铁,用冷铁来平衡冒口根部集中的热量,消除人为热节,自适应地调节冒口对铸件以及铸件自身的补缩能力。同时,冷铁又可以加快压边冒口缝隙处的凝固速度,从而使压边宽度增加,这使液态补缩更加充分有效,在达到均衡时,在冷铁的作用下冒口缝隙迅速凝固封闭,利用其自身的膨胀压力获得健全的铸件。
(3)冷铁冒口的应用条件 ①模数大于2.5cm的各类球墨铸铁、蠕墨铸铁、灰铸铁及合金铸件。②普通粘土砂干型和其他自硬砂型。
4.应用案例
(1)用此工艺生产的摩擦盘、蠕墨铸铁盘、合金精研盘及球墨铸铁板,彻底解决了铸件内部缩松问题,使其使用寿命提高了一倍以上。
(2)用冷铁冒口工艺生产厚大球墨铸铁件,得到了满意效果。如2.5t球墨铸铁机身,铸件表面完好,经无损检测,内部无任何缺陷。
浇注系统采用半封闭式,内浇道分散引入。各单元截面比为F内∶F横∶F直=1∶(1.3~1.5)∶(1.1~1.3)。
5.结语
(1)冷铁冒口应用于厚大球墨铸铁件、蠕墨铸铁件和灰铸铁件,彻底解决了铸件内部的缩孔和缩松问题。
(2)冷铁冒口的应用,放宽了对冶金质量的要求,适应性强。
(3)放宽了压边宽度值,降低了冒口对压边宽度的敏感性。
(4)由于冷铁可迅速封闭冒口颈,铸件在浇注过程中可一次浇注到要求高度,而不用点冒口,给操作带来了很大方便。
(5)冷铁冒口的应用,提高了铸件的工艺出品率,社会效益和经济效益显著。
(20121020)
猜你喜欢
铸造设备与工艺(2021年4期)2021-10-17
内燃机与配件(2020年2期)2020-09-10
内燃机与配件(2020年4期)2020-09-10
铸造设备与工艺(2020年3期)2020-08-01
TMR Modern Herbal Medicine(2020年2期)2020-05-07
山东工业技术(2019年18期)2019-07-19
中国铸造装备与技术(2018年3期)2018-06-08
中国铸造装备与技术(2017年2期)2017-06-01
太原师范学院学报(自然科学版)(2016年2期)2016-12-29
上海金属(2016年3期)2016-11-23