真丝绸织造生产的对比(二)
2013-09-17 02:44裘愉发上海市纺织工程学会上海200092
江苏丝绸 2013年2期
裘愉发 (上海市纺织工程学会 上海 200092)
(接上期)
五、新型织机
当前进入实用阶段的新型织机主要有剑杆织机、片梭织机、喷气织机和喷水织机四种。而剑杆织机和片梭织机引纬时纬丝是呈半握持状态,目前真丝绸织造生产应用较广,而喷气织机和喷水织机引纬时纬丝呈自由状态,目前应用较少。
(一)新型织机的技术特点
1. 剑杆织机
(1)主要制造厂织机的技术特点,见表3:
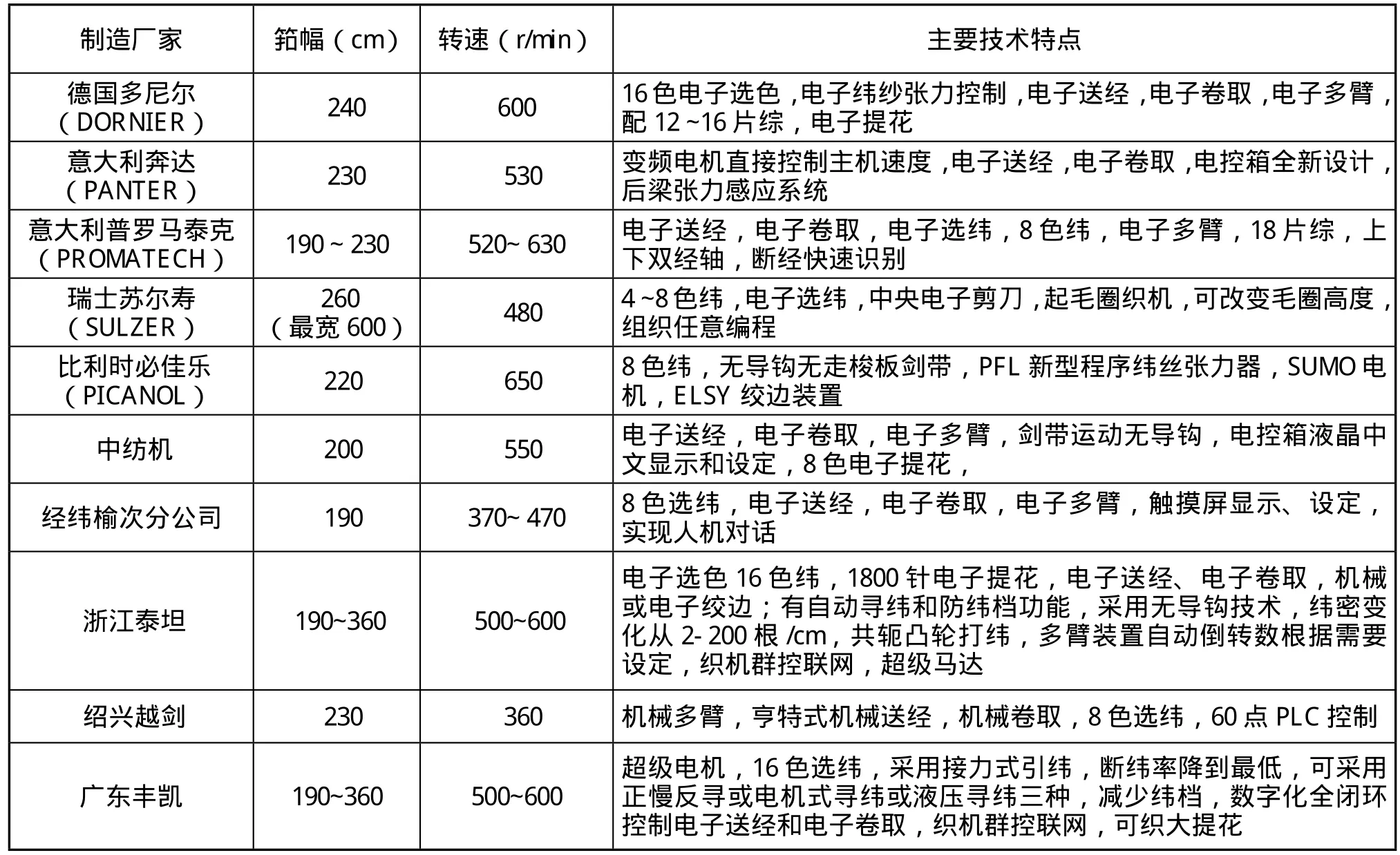
表3 剑杆织机主要制造厂织机的技术特点
除以上制造厂外,国外尚有意大利舒密特公司(SOMET),国内尚有必佳乐(苏州)纺机有限公司、苏州纺织机械有限公司、咸阳升跃纺织机械有限公司 、无锡龙力机械有限公司、郑卅纺机河南分公司、江苏高淳纺机厂、盐城宏华纺机厂、青岛引春机械有限公司、佛山市力佳纺织机械有限公司、聊城昌润纺织机械有限公司、杭州纺织机械有限公司、山东胶南东佳集团、天津天申纺织机械有限公司、济南鲁思达纺织机械有限公司、中一机械(上海浦东新区)有限公司、淄博黄河纺织机械有限公司,山东日发纺织机械有限公司等。
(2)剑杆织机的特点
① 特有的引纬系统 剑杆织机的引纬是由剑杆头握住纬丝从梭口的一端引到另一端而完成,在新型织机中引纬是比较稳定的,因而原料(棉、毛、丝、麻、化纤等;左右捻,强捻;粗旦、细旦;花式线等等)和织物(平素、提花等)的适应性较强,缺纬、跳花、纬不到头等疵点较少。许多织机制造商在发挥这一特点上更下了功夫,如多尼尔公司,它的PTV8/S20型剑杆织机具有特有的引纬系统,这是一种“点对点”的积极式控制纬纱在梭口中央完成的交接,即当左右剑杆运动到梭口中央时,通过装在主轴上的一套机械机构控制释放杆,使其伸入到下层经纱上拨动剑杆头杆夹使剑头开启,精确控制左右夹杆完成纬纱由左侧剑杆向右侧剑杆的传递。而剑头的积极控制及低速运动,使纬纱交接的瞬间张力峰值大大减小,断头降低,更适合娇嫩、抱合力低、纬纱张力小的织物。柔软的剑夹包以金属片,剑头的适应性更广,从7.7dtex真丝到3333dtex花式线的织造都可使用同一剑头。
②8色纬 剑杆织机目前一般都能织4 ~ 8色的纬纱,并且采用电子选纬,对多色纬的织物特别适应。
③ 车速的限制 新型织机的车速高是其主要的特点,而剑杆织机由于纬纱要完成左右交接,因而车速受到限制,一般在500 ~ 600r / min之间,是新型织机中最低的。
④ 品种的扩展 剑杆织机以其灵活多变品种适应性强的特点,长期来受到用户欢迎,特别是织造难度高、车速要求不快的领带、装饰用提花产品,更能发挥其特长,致使剑杆织机的生产厂家在国内外如雨后春笋般发展。现在,剑杆织机在品种的扩展上,更有进步。
它采用模块组合设计理念及高度自动化数字控制技术,设计转速700r/min,最大入纬率1300m/min,筘幅范围190-360cm,它可织造真丝织物,还可织造各种服装与装饰面料。引纬装置:采用四轴交叉球面曲柄机构,使剑杆运动非常精密,保证高速运动下纬纱的平稳交接;无导钩引纬:避免经纱与导钩摩擦损伤,适合高端纺织品织造;筘座驱动:由两侧共轭凸轮轴驱动,需要高精度同步,防止引纬零件的振动;采用了电子送经和电子卷取,通过张力传感器、驱动伺服系统,确保送经与卷取的有机配合,减少开车痕;集中润滑:中央润滑系统由微电脑控制,强制性对主关键部件进行充分润滑,通过微油过滤装置除去所有杂质,延长润滑油和部件的使用寿命;控制系统:采用32位高速CPU控制芯片构成模块化控制,检测和控制织机所有功能和参数,具有超强的花型编辑功能,支持存储卡,可双向通讯,可通过互联网传送生产数据;定长停车、自动补纬、断经断纬织口补偿等功能。
2. 片梭织机
(1)主要制造厂织机的技术特点,见表4:

表4 片梭织机主要制造厂织机的技术特点
(2) 片梭织机的特点
① 品种适应性强 它的引纬用片梭夹住纬纱而完成,无论窄幅或宽幅、轻薄或厚重、短纤或长丝、真丝或化纤、素织或提花织物都能胜任,因而以品种适应性强而著称。
② 效率高 瑞士苏尔寿的P7250B360N2型片梭织机入纬率可达1400m/min。
③ 多色纬 最多可采用6色纬,并用电子选纬。
3. 新型织机的发展特点
新型织机的出现使真丝绸的织造发生了根本性的变化,以最适应真丝绸制织的新型电脑剑杆织机为例, 虽然剑头运动速度接近极限,纬纱交接需要时间,但它的可选配置方案多,钢筘幅宽范围大(170CM-360CM),产量高(引纬速度可超过1500M/分,可依幅宽而定车速),均可选用SQC快速品种更换系统。改变了普通织机门幅窄(110CM-190CM),车速低(引纬速度300M/分),只能生产低档、狭幅、批量大的老产品的现状。
(1)机电一体化电控技术的应用:
以微处理器为核心的高性能工业计算机控制和新型驱动技术的结合,以及各种新型传感器在织造机上的应用,使剑杆织机实行了自动化和智能化,应用的主要体现是对织机监控、运动机构电汽化和生产管理自动化三方面,且使用方便,效率高,信息量大。
① 织机监控:织机应用微处理机监控,可对设备的运行情况和各项工艺参数进行监测和显示。
② 运动机械电气化: A.对织机主电机进行数字化控制,使织机主传动纳入控制系统的控制范畴,即开关磁阻电机,同步可变磁阻电机,独立变频电机,交流伺服电机等各种变速电机。使织机获得高产的同时也实现了最佳的加速度曲线和减速度曲线,使织物产品质量高,而且运行非常稳定,能耗低,发热少(无须附加冷却),调整车速快速简便。B.除了引纬和打纬还是机械驱动外,其它的机械、运动都能用电气自动控制技术和计算机控制技术来实现。主机上采用了电子提花、电子储纬、电子纬线张力器、电子选纬、电子卷取、电子送经、电子绞边、电子边剪等先进的电子技术。并且这些机械的工作参数在控制系统中都能进行设定,对便于调整工艺参数,扩大品种适应性起到了积极作用。
剑杆织机采用的机电一体化装置,部件专业生产,可通用适合安装,提高了精密度,降低了成本,缩短了供货周期,保证了织机性能,改变了一般织机电气自动化技术落后,只能用复杂的机械系统来实现织机自动化的状况。
而超性能高级电机的采用,使织机直接由改变电机转速达到改变转速的目的,不但简化传动机构,而且能微调织机转速,当出现低强力纱线时,会自动降低织机速度,降低引纬力防止纱线断裂;断纬拆档时控制装置能够使设备在启动和停止期控制电机的运动特性,避免开车档,并能节约10%的能源。而德国多尼尔PTV8/S型剑杆织机,一共采用33 ~ 45个高性能电机,机构的控制由电机电子控制取代了机械控制,参数设定数字化,调试速度加快,准确度提高。
(2)生产管理自动化
① 数码织造系统的应用。可以即时调整和编程功能,只须把工艺参数,(需织面料的花号长度)输入控制面板(可触摸式屏幕),控制系统就会自动生成,织机就会准确地生产附合工艺要求的面料。减少了一般织机冲纸板、穿纸板、上机等费时、费力、费钱的辅助生产流程,大大节省了生产的成本和时间。
② 高端剑杆织机具备网络和织造管理功能,以太网、CAN总线、光纤通讯等组成局域网,可使生产车间各台提花机和中心控制室的中央电脑之间双向通讯联系、管理人员能够方便地查询各种织造生产数据,织机运行状态,可以随时编排或更改任何一台提花机的工作状态和花型,实现车间织机群控,织机与织机之间互传工艺数据,对发生故障的织机进行远程诊断,处理问题。
由于对织机实现了实时信息控制,为设备的监控提供了更精确的数据对比,使得新型电脑剑杆织机的控制更方便,性能更优越,结构更简单,操作更便利,品种更广泛,织物更高档。
大容量电脑系统对织造实行全过程的自动控制,如意大利普罗马泰克(PROMATECH)公司的Alpha型剑杆织机能集纬密变化、自动寻纬、调整织口、选纬、储纬等人性化控制和网络化传输等强大功能于一身,并增设高敏感探测系统,采用触摸屏终端控制,组合成了最优秀的织造系统。
(3)品种适应范围:新型织机已经能够制织结子纱、毛圈纱、雪尼尔纱、包缠纱、弹力纱。新型电脑剑杆织机配上法国STAUBLI(史陶比尔)公司的提花装置(提花针数最大可达12000针)适用范围广泛,可生产色织物、装饰织物、粗精毛织物、起绒织物、起圈织物、特种工业织物,幅宽可达3.6M。应用最为广泛且有效益的为真丝领带织物、装饰面料中的高档阔幅窗帘织物、宽幅床上提花织物、高支纱的服饰织物、色纬纤维差别大(适用0.7-3300TEX各类纤维)和批量小品种多的8色纬织物。由于剑杆引纬是半握持钳纬方式,纬纱张力可以全程控制,特别适用花式纱线、紧捻纱和低强弱捻纱等纤维,打破了以往“棉,毛,丝,麻”行业产品的界限,特别是多种纤维的混纺、交织产品、差别化、功能化新型化纤产品及高新技术纤维产品的开发上有极大的优势。使产品更贴近消费者对多元化,个性化以及绿色自然化的需求。再加上先进数码织造系统的应用,快捷的编程功能特别适合生产花型多,单量小,交期急的色织领带面料。图1是浙江泰坦股份有限公司的新型电脑高速提花剑杆织机。

图1 浙江泰坦股份有限公司的提花剑杆织机
新型织机制织的品种普遍向阔幅发展,剑杆织机如比利时的必佳乐可达4m,国内最高为2.8m(聊城昌盛);喷气织机如日本津田驹达3.6m,日本丰田达3.9 m,国内最高3.3m(咸阳纺机)。
国外新型织机采用的经轴直径普遍达到1m,布卷直径达0.7m,必佳乐的布卷直径最大为1.5m,减少了经轴和布卷的调换。
4. 喷气织机
喷气织机由于引纬时纬丝是呈自由状态的,最适用于短纤纱作纬线的产品,由于其运转车速快,真丝若不经过上浆作经容易起毛,因而少量使用于真丝作经、棉纱短纤作纬的真丝交织产品,如丝棉绸。
5. 喷水织机
喷水织机的纬丝引纬呈自由状态,其原料和产品的适应性较差,只适用于合纤作经、作纬产品的开发。由于真丝是由内部不溶于水的丝素和外部容易溶解于水的丝胶组成,虽然我国丝绸科技工作者经过攻关研究,但至今制织真丝绸的难关还未能攻破,科研人员采取的主要措施有以下一些。
(1)桑蚕丝性能对织造的影响 桑蚕丝是蛋白质纤维,高温熔断后,其断裂点纤维熔结,可以防止引纬时纤维头端蓬松。为顺利引纬创造了条件,桑蚕丝在亲水性纤维中的标准回潮率较低,织造时容易产生静电,喷水织机织造可以防止静电。桑蚕丝在受湿后,伸长增加,丝身柔软,经纬丝容易交织成理想的结构相,特别对于高密度的织物,这一点特别重要,它无需湿纡织造,这些,都是喷水织机制织真丝绸的有利条件。然而,桑蚕丝的一些性能,又为喷水织机制织真丝绸带来了困难。
① 桑蚕丝的丝胶丝素结构 桑蚕丝是由不溶于水的主体丝素和溶于水、围裹在丝身外表的丝胶(约19%~28%)组成。丝胶能增强丝的耐磨性,所以在织造中有积极的作用,致使桑蚕丝能承受织造中综丝和钢筘的几千次摩擦而不起毛断裂。但丝胶溶解于水,在50℃以上的水中,丝胶会大量脱落而使丝的耐磨性能明显下降。喷水织机是依靠水流束引纬的,所以从综前筘后至织口丝身呈浸湿状态,丝胶即软化溶解,当钢筘以400r/min次以上的急剧往复动作摩擦丝身,极容易将丝胶刮下,从而使真丝的耐磨性明显下降,毛丝和断头增加。如无锡第一丝织厂试织时,即使将经丝经过上浆,其湿抱合也从干抱合的144次下降到30多次;而经丝一旦进入进口、打纬区域,毛丝明显增多,钢筘与综丝之间的经面上,产生白色的团状细粒。经用显微镜观察分析,团状白色细粒由微小纤维团扭曲胶结而成,直径在0.2~0.5mm之间。
② 桑蚕丝的强伸性能 桑蚕丝的标准回潮率在亲水性纤维中较低为11%,当其回潮率为6%~8%时,强力最大;回潮率低于6%时,强力稍有减弱,伸长度明显减小;回潮率高于8%时,强力减弱,伸长度增加。当真丝受湿后,强力只有标准状态的70%~80%,而其伸长却为标准状态时的确46%。在喷水织造中,由于纤维完全受湿,因而经丝和纬丝的强力明显下降,而伸长明显增加。
桑蚕丝的断裂强度标准状态时为2.94cN/dtex,当其受湿后,即下降到2.35cN/dtex。《丝织学》的观点告诉我们:“经丝的上机张力最大不应超过经丝断裂强度的30%,以保证织物的经向强力。”若以受湿时的断裂强度2.35cN/dtex的30%计,即为0.705cN/dtex。在实际生产中,桑蚕丝织造时止机张力一般控制在0.53~0.79cN/dtex之间,即实际生产中经丝上机张力已经达到受湿状态时的断裂强度,加之丝胶被钢筘刮下,其耐磨明显下降,当单位时间(min)内经丝所受摩擦次数从有梭织机的160r/min增加到400r/min,经丝就会产生大量断头,生产无法进行。
另一方面,桑蚕丝在完全湿润时,其直径增加的比例对织造的影响也较显著,也应引起注意。
(2)增加桑蚕丝抱合的措施 采取一定措施,增加桑蚕丝的抱合力,和其能承受钢筘的摩擦,减少断头,顺利完成织造,这是用喷水织机制织真丝绸所期望的。假如同时使桑蚕丝,由于保护膜的围裹,丝身不受湿或少受湿,从而减少湿强力的下降,也是我所期望的。假使两者都能获得,那么用喷水织机大面积制织真丝绸的可能生也就实现了。
① 上保护膜
上浆 即采取技术措施使真丝的丝身表面形成一层保护膜。浆料的选择十分重要,它应具有较好的粘性,织造时有拒水性,而漂练时浆料能快速脱落。据苏州光明丝织厂应用浆锦纶丝的合成浆料试验,23dtex的桑蚕丝抱合力从89次提高到131次。上浆的设备和工艺程序也采用合成纤维——上浆时有三步法,即分片整经、分片上浆、并轴。在浆丝时要处理好毛丝与断头,动作要快,否则桑蚕丝在烘筒上停留过长,丝身会发脆,从而增加后道工序经丝的断头。烘筒湿度应小于90℃,否则丝的干强度及断裂伸长将明显下降。这样,有梭织机制织真丝绸时只可看2台,运转率仅为55.3%。
上丝胶 利用丝胶对丝素具有较好结合性能的特点,用丝胶和一定配比的合成纤维浆料配成一种新溶液,在缫丝厂的复摇给湿、成筒时给予上浆处理。经无锡第一丝织厂试验,效果比上浆的好。经丝检所和纺研所测试,上浆时的干抱合为144次,而湿抱合只有30多次;而上丝胶后的湿抱合达到64次,试织时经丝的耐磨性能明显好转,经面上已不再产生如前面所述的白色团状细粒,毛丝停台减少到1.31次/m,运转率亦达到75%。但和正常上浆尚有距离。
上油脂 可以单独上油脂,也可以在上浆或上丝胶后再上油脂。其目的是使丝身沾有一定的量的油脂,从而降低丝和综丝、钢筘产生的摩擦系数,减少丝身的摩擦,使经丝断头率下降。据吴江新民丝织厂试验,桑蚕丝经上油后,干态或湿态的抱合力都比原丝提高20%~25%。油脂为弱碱性的特种脂类,并在整经或上浆工序中予以处理。采用上油工序有以下优点:简化生产工序,容易加工和退浆,可以使绉织物获得较好的绉效应。
② 对丝线进行加捻
在一定的捻度范围内,丝线的耐磨性随着捻度的增加而上升的 ,对丝身加以一定捻度,可以弥补喷水织造时丝线所降低的耐磨性。加捻可以单独进行,而较常用的是在丝线加以一定捻度后,同时施行上保护膜。如苏州光明丝织厂,在织造07双绉时,将单丝整经上浆,改为先并丝,略加捻后,再整经上浆,这样既适应整经时的要求纤度,也降低了整经断头率,且浆丝顺利,并轴正常,织造时运转率提高14%,断头明显减少。
(3)改进织造措施
在织造时,适当采取措施,也是提高喷水织机制织真丝绸效率的办法,主要措施有:
① 增加机身长度 众所周知,棉织机使用短机身,而丝织机 采用长机身,这是为织物的原料所决定的。若丝织产品用短机身织造,则由于弹性系统所造成的经丝相对伸长太大,从而导致丝线的断头增加而不能织造。而织物的织纹不佳,特别对于桑蚕丝来说,具有更为严重的影响。吴江新民丝织厂提供了以下数值:喷水织机的梭口前部长度为L1=14.5cm,梭口后部长度L2=102cm,开口高度H=8cm;而有梭织机梭口前部长度L1=21.5cm,梭口后部长度L2=165cm,开口高度H=6cm(稍小了一些),而经丝开口时的相对伸长用下式计算:

式中:L1—梭口前部长,
L2—梭口后部长,
梭口全长L=L1+L2)。
经过计算,喷水织机和有梭织机的相对伸长分别为0.54%和0.13%。丝织理论和实践告诉我们,当ε>0.3%时,经丝断头、起毛将明显增加。从上述计算可知,喷水织机的ε=0.53%,明显超过0.3%,这也是导致喷水织机织造时断头增加的重要原因。因而必须适当增加机身长度并降低开口高度。那时,上海地区引进的日本剑杆织机,已将无梭织机一律采用的短机身改为长机身,其断头率明显下降,织物丰满平挺。
② 织物的组织
较多的试验和实践告诉我们,织物的组织结构,对织机的生产影响较大,喷水也是如此,如用同样的浆料和上浆方法,对2×44.4/48.8dtex的桑蚕丝,制织加厚电力纺,其停台为1.31次/m,织机运转率为70%~75%。而制织真丝缎(经纬密度都大于加厚电力纺),其停台为0.36次/m,织机运转率为85%~90%。若用缎纹或变化组织为基本组织,则比较适合于喷水织机等无梭织机的生产,这是因为缎纹或变化组织能使经丝在湿状态下的伸长次数减少。
猜你喜欢
纺织科学研究(2021年7期)2021-08-14
纺织报告(2021年4期)2021-06-21
毛纺科技(2020年1期)2020-03-16
毛纺科技(2020年2期)2020-03-16
纺织机械(2016年2期)2016-03-11
吉林大学学报(医学版)(2015年4期)2015-12-17
纺织机械(2015年7期)2015-04-17
丝绸(2014年12期)2014-02-28
丝绸(2014年12期)2014-02-28
丝绸(2014年7期)2014-02-28