
14.5 m精密花岗石导轨加工工艺的研究*
2013-09-27 01:30焦洁
制造技术与机床 2013年6期
焦 洁
(北京机床所精密机电有限公司,北京 100102)
众所周知,花岗石取材于地下优质的岩石层,经过亿万年自然时效,线胀系数极小,内应力完全消失,形态极为稳定,又由于花岗石系非金属材料,绝无磁性反应,亦无塑性变形。因此,常用花岗石材料制成精密量具或精密仪器的导轨。然而,当尺寸超大、形状特殊、精度较高时,加工起来可不是一件容易的事。笔者公司已成功生产出2台长度大于10 m的大型精密测量仪,床身都采用整体花岗石材料,导轨精度要求优于“00”级平板。本文以12 m激光滚珠丝杠行程测量仪中所用的花岗石床身(长14.5 m)为例,介绍了超长精密花岗石导轨在精研加工过程中的关键工序——直线度检测、探索温度变化对直线度的影响、加工方法,以期能够对其他有类似导轨的加工有借鉴意义。
1 花岗石导轨的形状和精度要求
在12 m测量仪中,床身采用整体花岗岩材料,床身长度14.5 m×宽680 mm×高900 mm,上面中间开槽镶嵌副导轨(V—平铸铁导轨),上表面A、C及侧面B作为气浮导轨面,如图1为床身截面图。对导轨面A、B、C的直线度要求为 0.002 mm/2 000 mm、0.005 mm/4 000 mm、0.008 mm/6 000 mm、0.010 mm/8 000 mm、0.020 mm/全长。

2 导轨的加工工艺研究
花岗石是不可多得的矿产资源,尤其是能够作为大型测量仪床身的材料更是弥足珍贵。在开采、运输、粗加工过程中,都不可掉以轻心,这里只谈导轨的精加工工艺。
床身导轨面的最终精度都是由人工研磨来完成的,精研加工上双平面A、C和侧平面B,要求达到极高的面形精度和直线度。这是一项细致而漫长的工作,是对人们意志和性情的磨练,而其中长期积累的工艺数据和经验尤为重要。
2.1 导轨直线度检测
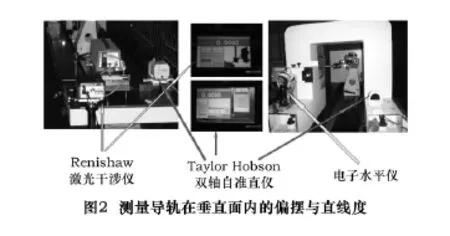
精研过程中的检测环节是非常重要的,是后序加工的依据。图2是用电子水平仪、Renishaw激光干涉仪、Taylor Hobson双轴自准直仪同时测量导轨在垂直面的偏摆与直线度。对于超长导轨,检验时间较长、频次高,应优先选择使用便捷的检测器具。我们在实践中,特别地对每种器具做了比对。
用光电自准直仪检验时,由于“靶镜”体积小,没有电缆线,移动过程不受其他外力影响。配置电脑可以同时测量水平面和垂直面的角摆,并自动计算出直线度,自动化程度高,免除人工处理数据带来的误差,测量精度和效率都较高。但测量距离长时(接近15 m),需要对光路做精细调整,出射光相对运动轴线的准直要好,空气扰动对测量也有影响,应尽量避免。
用电子水平仪检验时,较少受空气扰动影响,测量值稳定。但是,用它只能测量垂直面内的直线度,不能测量水平面内的直线度。另外,如果水平仪不接电脑时,人工读数、计算,效率低;连电脑时,由于有连接电缆,移动时测量数据会受到电缆线的影响。
用激光干涉仪测直线度附件可以直接得出直线度的结果,但搭建一次光路只能测量一个方向的直线度(水平面或垂直面内),而且光路调整较为复杂。
相比较而言,在精研加工过程中,用双轴光电自准直仪更为便捷,搭建一次光路,可以同时测量导轨在水平面和垂直面的角摆或直线度。
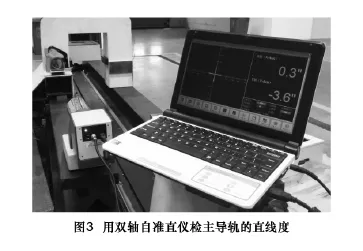
在精研加工前期要检测单一导轨的直线度,采样间隔(跨距)等于桥板(专用检具)在测量方向上的长度;最终精度是针对导轨副的,也就是测量拖车在导轨上运动的直线度,采样间隔等于拖车的位移,如图3。
2.2 温度对导轨直线度的影响
尽管花岗石材料的线胀系数极小,对温度的敏感比铸铁小得多,但对超长超精密导轨来说,温度的影响也是不可忽视的。建造恒温精度极高的环境条件固然可以减少温度变化的影响,但恒温精度提高一个数量级,比如,从±0.5℃提高到±0.1℃,成本及能耗的增加对企业而言也将是不堪重负的。因此,探索不同形状的床身随温度变化的规律,无论对精研加工的过程还是在使用中有效控制恒温精度都是有意义的。
针对12 m测量仪床身导轨(14.5 m)的直线度随温度的变化情况,笔者做了非常详细的试验。比如,10月份的某天,晴,当地昼夜温度:12~21℃ ;计量室内,房顶有采光玻璃窗,空调设置在“制冷”模式,温度调整在19~21℃;用8路温度巡检仪监视花岗石床身两侧面(附有金属条)的温度变化,磁吸式温度传感器T 1~T8布置如图4所示;空调测温传感器在距床尾5 m的墙壁上,监测空气温度。表1为一天内床身及空气的温度变化。

从表中可以看出,早晚温度低,14:00左右温度最高,平面C一侧由于受来自天窗的阳光照射,温度变化量较大,侧平面B一侧,不受阳光照射,温度变化量较小。
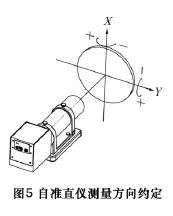
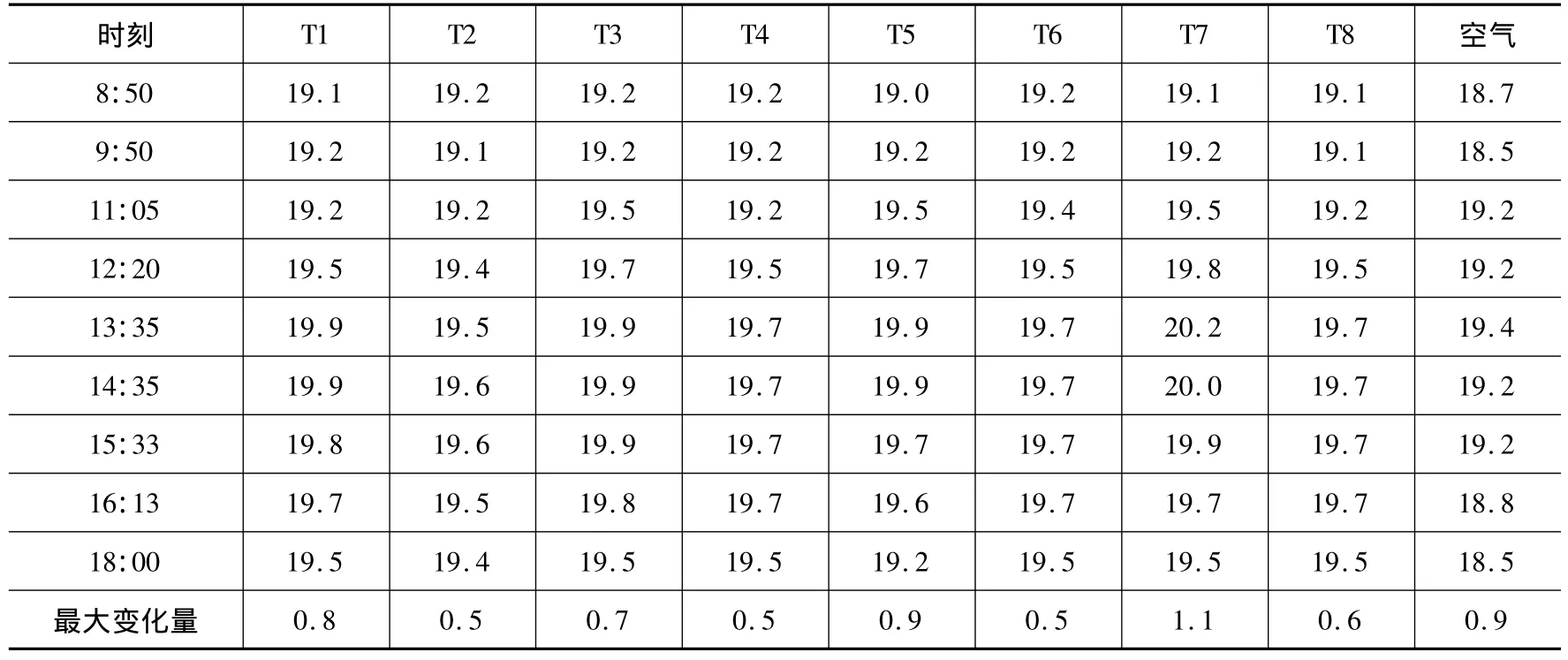
表1 床身及空气的一天温度变化(单位:℃)
用光电自准直仪监测在一天内不同时刻主导轨直线度的变化(图3),自准直仪测量方向约定,如图5所示。图6~9为检测结果,测量跨距100 mm,用“端点连线法”计算直线度。X轴的曲线代表水平面内的直线度,反映了侧面B导轨(图4,测温传感器 T2、T4、T6、T8监视其温度)的凸凹情况;Y轴的曲线代表垂直面内的直线度,反映了上平面A、C导轨的凸凹情况。
图6是上午9:0测量的数据及曲线,X轴在水平线上波动,整体趋势比较平缓,局部误差大,全长直线度9.32 μm;Y轴整体上明显“凹心”,有几处“鼓包”,全长直线度28.76 μm。
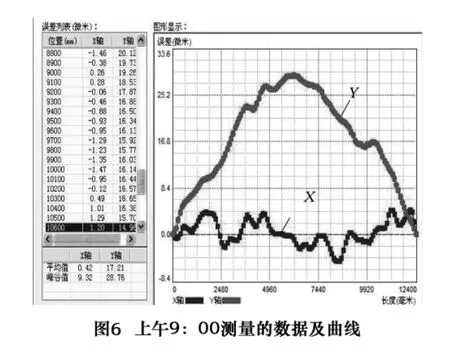

图7是上午11:30测量的数据及曲线,X轴偏离水平线,整体趋势“凹心”,局部误差大,直线度14.52 μm;Y轴整体上“凹心”有所变缓,“鼓包”更加突出,全长直线度13.75 μm。
图8是下午16:00测量的数据及曲线,X轴偏离水平线,整体趋势“凹心”更多,局部误差更大,直线度19.21 μm;Y轴整体上“凹心”变得不明显了,但波动量更大,局部有大“鼓包”,全长直线度13.03 μm。
图9是下午18:00测量的数据及曲线,与16:00点相比,差别不大。

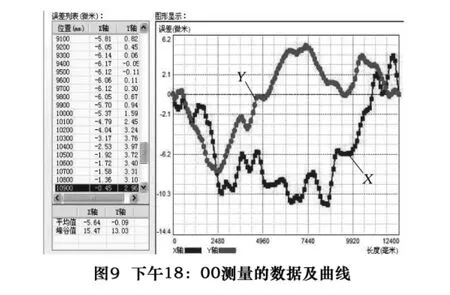
图6~9表明:在一天时间里,花岗石床身的直线度误差随着温度的变化而变化,温度变化低于1℃,接近13 m的测量长度上导轨直线度变化量:水平面0.01 mm,垂直面0.015 mm。
为排除地基变化的影响,在加工前,需要反复检测。在相同温度下导轨的直线度误差基本一致时,否则,需要分析原因。
2.3导轨的精研加工
根据检测数据,就可以研磨修去“凸起”的地方了。对于整体误差,要区分是石头本身的误差还是由温度变化所致。当误差值与温度的变形量接近时,就要修局部误差了。图10是某一天上午的检测结果,水平面、垂直面的直线度,在近13 m的测量长度上仅仅为0.008 mm,然而,有多处局部误差超差,曲线上显示的误差波动量很大,任意300 mm的角摆超过2″。修局部误差要有足够的耐性,还要瞻前顾后,小的研磨量,边修边检;分多次修理。如果检测不准、判断有误或研磨的力度不合适,很容易造成“牵一发而动全身”的可怕后果。

主导轨修好后、在局部误差都合格时,还要观察在几天内不同时段温度的变化对直线度的影响。
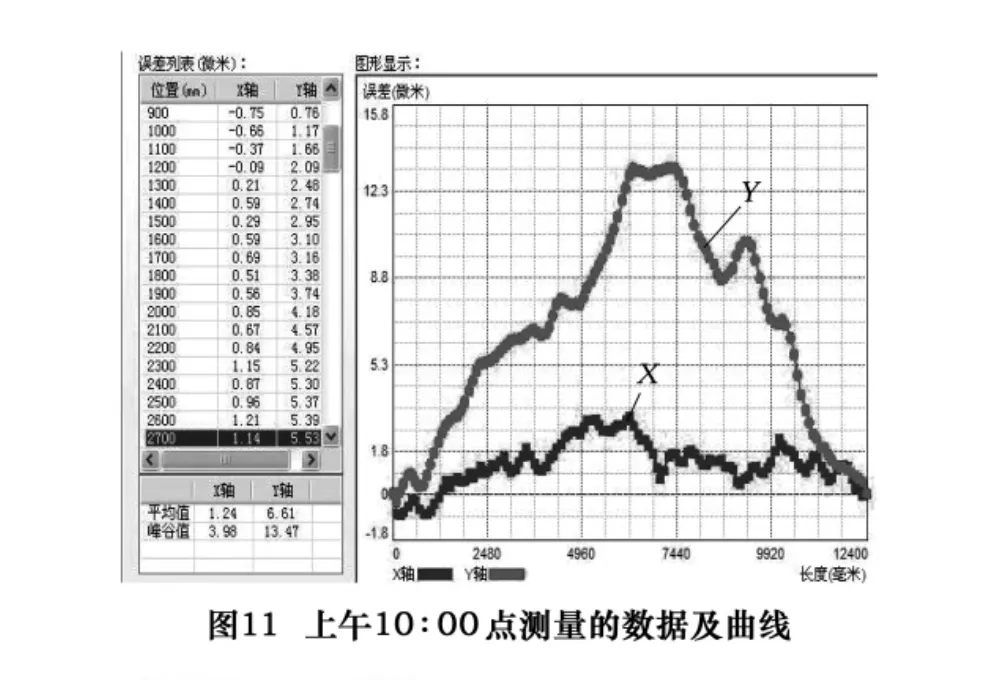
图11为一天上午10:00的检测结果,在13 m长度上,X轴较平缓,全长直线度3.98 μm(2.7″);Y轴整体上“凹心”,全长直线度13.47 μm(3.05″)。图12 为当天下午16:00的检测结果,X轴“凹心”,全长直线度4.22 μm(2.2″);Y轴“凹心”减少,局部误差显现(不超差),全长直线度 9.39 μm(2.38″)。
这期间,温度升高大约0.5℃,X向的直线度(侧面B)几乎不变,Y向直线度(上平面A/C)变化约4 μm,上面为“鼓”。
一般而言,当温度升高时,石头的变化趋势为“鼓心”,“鼓”的数量与床身的厚度及形状有关,但这种变化是滞后于温度变化的。由于床身变化缓慢,不止是在精研的过程中观察温度变化,并考虑滞后变形的大小;在最终精度完成前,在保证局部误差合格的情况下,还要根据外界季节的变化,稍微调整一下误差趋势。如,在秋冬之交,外界温度由高变低,室内空调由制冷改为制热。在秋天修研导轨时,床身长期暴露在冷空气中,人为地让床身的误差趋势稍“凹心”一些为好。这样,在冬天使用时,随着室内空调温度的升高,床身长期暴露在热空气中,误差趋势慢慢变为“平的”,直到温度稳定后,床身精度就保持不变了。

3 结语
笔者公司历经4年时间研制了2台大型丝杠测量仪(10 m、12 m),不仅经历了春夏秋冬四季的变化,也经历了由中试场地到用户最终使用场地的长途运输。实践证明:这种长度达14.5 m的超长导轨采用花岗石材料是正确的,在温度波动量低于±0.5℃的恒温计量室里,我们从满足丝杠小周期误差的检测需要入手,严控仪器主导轨的局部误差,实现了文中提出的直线度要求。
[1]焦洁,肖正义.12 m激光滚珠丝杠(副)动态行程测量仪的研制[J].制造技术与机床,2013(5):72-77.
猜你喜欢
计量学报(2022年7期)2022-08-23
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
金属加工(冷加工)(2022年2期)2022-02-24
中学生理科应试(2021年10期)2021-12-07
中国核电(2021年6期)2021-06-29
重庆理工大学学报(自然科学)(2020年12期)2021-01-21
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
