电渣重熔连续定向凝固M2高速钢铸态组织的研究
2013-10-14 01:15占礼春迟宏宵马党参蒋业华
材料工程 2013年7期
占礼春,迟宏宵,马党参,付 锐,蒋业华
(1昆明理工大学 材料科学与工程学院,昆明650093;2钢铁研究总院 特殊钢研究所,北京100081;3钢铁研究总院 高温材料研究所,北京100081)
作为特种冶金技术之一的电渣冶金,对高速钢的生产尤其重要。国内外电渣重熔技术的发展几乎都与高速钢的生产工艺有关。M 2高速钢(我国牌号W6Mo5Cr4V2钢),是20世纪60年代以来,国际上生产量最多、应用最广的 W-Mo系通用高速钢,因其优异的性能,被公认为高速钢家族中最具代表性的钢种。高速钢铸态组织由于受化学成分和冷却速率等的影响,很不均匀。特别是传统电渣重熔高速钢点状偏析相当严重,影响钢材的加工塑性,降低成材率,同时给刀具的加工和使用带来一定的危害[1]。
ESR工艺冶炼铸锭的组织主要由与铸锭轴线呈一定夹角的柱状晶组成,有时在铸锭中心还存在粗大的等轴晶[2]。ESR-CDS工艺通过控制铸锭凝固过程中的热流传递方向,凝固前沿的温度梯度和凝固速率,获得完全由与铸锭轴线平行的柱状晶组成的铸锭且枝晶干的生长方向保持一致,一方面消除了不同取向晶粒的交界区域,另一方面消除了不同生长方向枝晶交汇处严重的元素偏析和析出相的聚集,从而提高铸锭的热加工塑性[3]。文献[4-6]研究认为,降低铸锭中元素偏析程度,控制枝晶间一次析出相的数量、尺寸和形态是提高合金铸锭热加工变形性能的有效方法。目前,将ESR-CDS技术应用于高速钢方面的研究在国内外的报道较少,本工作以M2高速钢为代表,利用电渣重熔连续定向凝固技术冶炼,并对其铸态组织进行了研究。
1 实验材料和方法
实验钢采用ESR及ESR-CDS技术冶炼,化学成分见表1,钢锭经去应力退火(730℃保温16h炉冷)后,在钢锭一端取样,加工成20mm×20mm×20mm的铸态试样。浅腐蚀和深腐蚀试样分别采用4%硝酸酒精溶液和盐酸硝酸水溶液。采用德国LEICA MEF4M光学金相显微镜、日立S-4300扫描电子显微镜进行显微组织观察及能谱分析。

表1 实验用钢的主要化学成分(质量分数/%)Table 1 The main chemical composition of tested steel(mass fraction/%)
2 实验结果及分析
2.1 电渣重熔连续定向凝固工艺
要得到定向凝固的铸锭必须满足以下三个条件:(1)铸锭的热流传递方向与凝固方向相反且平行于铸锭轴线;(2)合适的凝固前沿温度梯度;(3)适当的凝固速率。传统电渣重熔工艺和电渣重熔连续定向凝固工艺的示意图见图1,可见传统电渣重熔工艺无法对热流传递方向,凝固前沿的温度梯度和凝固速率进行精确控制,形成的熔池较深,得到的铸锭组织由与凝固方向呈一定夹角的柱状晶组成(见图1(a-2))。而电渣重熔连续定向凝固工艺采用连续抽锭式双电流回路设计,可以通过改变冷却方式控制热流的传递方向,通过控制侧向电流的大小来控制渣池的温度得到适当的温度梯度,通过控制抽锭速率和总电流的大小来获得合适的凝固速率,在合适的工艺条件下形成浅而平的熔池,从而使铸锭获得全部与铸锭轴线近似平行的柱状晶(见图1(b-2))。
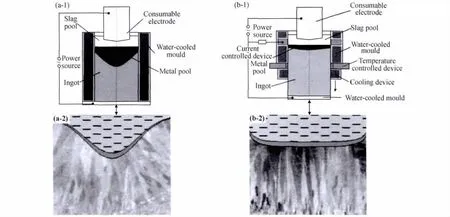
图1 ESR(a)与ESR-CDS(b)示意图[2] (1)凝固工艺示意图;(2)铸锭组织Fig.1 Diagram of ESR(a)and ESR-CDS(b)[2] (1)diagram of solidification process;(2)organization of solidification ingot
2.2 边部和心部显微组织
取实验钢边部和心部组织进行金相观察,分别如图2和图3所示。并对横纵向组织枝晶间距进行测量,结果如表2所示。一般高速钢的铸态组织可以看成是由两大部分构成:一是钢的基体组织,由孤立且不连续的奥氏体晶粒组成,称为初生晶粒:二是存在于各晶粒之间的共晶莱氏体网以及先共晶碳化物[1]。
由图2可看出,ESR工艺得到的基体组织在形态和大小上极不均匀,一次枝晶和二次枝晶都很粗大,部分出现了较为粗大的三次枝晶,共晶莱氏体呈不均匀的片状,铸锭的偏析较为严重。ESR-CDS工艺得到的组织较为均匀致密,以细小的树枝晶为主,共晶莱氏体周围有大量的白色基体,莱氏体细小,有些呈短棒状,在后续的变形加工过程中对材料的组织性能更有利[7]。

由图3可见,ESR工艺得到的心部组织等轴晶疏松粗大,且存在较为粗大的树枝晶,网状碳化物较连续,类似扇形的莱氏体片状粗细不一,初生晶粒极不均匀,晶界偏析较为严重。而ESR-CDS工艺得到的组织有大量均匀细小的树枝晶,莱氏体短、细小,较为圆滑,有的呈短棒状及颗粒状,周围有白色的基体组织。由图2和图3可看出,采用ESR-CDS工艺得到的铸态组织边部和心部组织较为均匀。对实验钢横向和纵向组织枝晶间距进行了测量,如表2所示。

表2 实验钢的枝晶间距Table 2 The dendrite arm spacing of the tested steel
由表2可知:横向上,ESR工艺得到的边部和心部组织枝晶间距相差比较大,差值为13μm左右,而ESR-CDS工艺得到的边部和心部差值相差较少,为4μm左右。同时,两者的心部枝晶间距值也有一定的偏差,进一步说明ESR-CDS方法得到的组织更加均匀一致,且较致密。纵向上,两者边部和心部变化趋势基本一致。造成以上原因主要是由于两者凝固机理的不同[3,8]。
2.3 铸态扫描组织观察
对ESR及ESR-CDS工艺方法得到的铸态组织进行浅腐蚀和深腐蚀,用扫描电镜观察组织,分别如图4和图5,并对碳化物和基体组织进行了能谱分析,如图6。
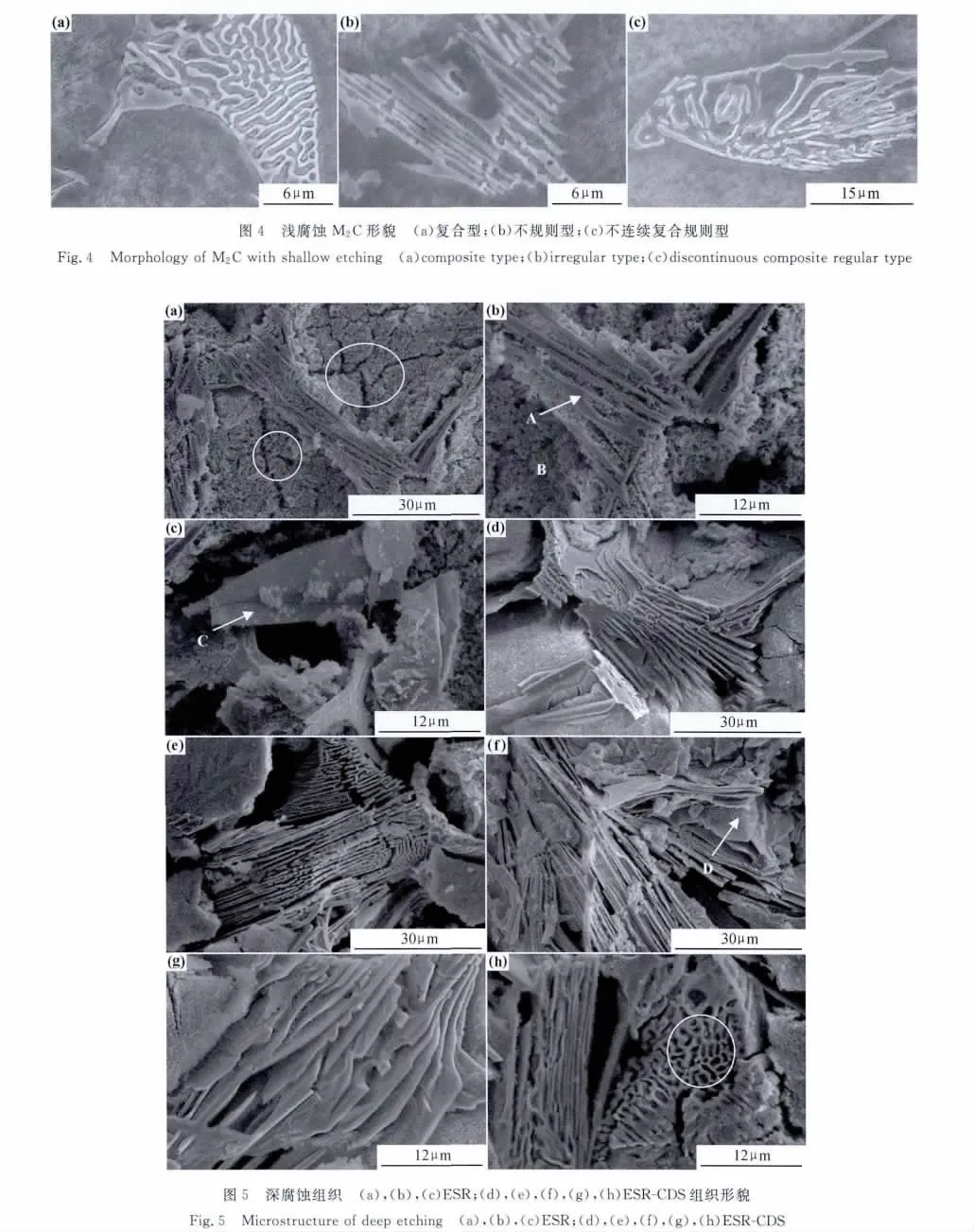

图6 实验钢能谱图 (a)图5(b)中 A;(b)图5(b)中B;(c)图5(c)中C;图5(f)中DFig.6 EDAX spectra of the tested steels(a)position A in fig.5(b);(b)position B in fig.5(b);(c)position C in fig.5(c);position D in fig.5(f)
图4为高倍下M2C碳化物浅腐蚀的形貌:复合型和不规则形(如图4(a),(b))。复合型 M2C形貌以光滑的边界为特征,呈螺旋状生长,但很难发现完整的螺旋,这主要是因为高速钢中低的碳化物体积分数和高程度的枝晶组织造成的。不规则的 M2C形貌具有不连续的边界特征,基体和碳化物之间没有清晰的轮廓界面,呈典型的盘片状。另外,在ESR-CDS工艺得到的组织中还发现了比较多的“不连续的复合规则型 ”的碳化物(如图4(c)),这种碳化物具有短棒状特征生长于螺旋生长的频繁间断处。
图5为高倍下实验钢深腐蚀铸态组织的形貌。从图5中可看出,两种工艺深腐蚀凝固组织有很大的区别。ESR工艺得到的组织基体与碳化物过渡区较为粗糙,碳化物覆盖在基体上面,没有出现明显的呈层片状状态,以松散的条状为主,部分基体内部出现了大小不一的裂纹,如图5(a),(b),这可能是因为基体较为疏松,又由于在凝固过程中,包晶和包共晶反应都依靠碳及合金元素通过奥氏体包层的长程扩散,导致相的成分偏离平衡,心部奥氏体碳含量低,合金元素比外部高[1];同时也出现了较为粗大集中的块状碳化物,如图5(c),该碳化物对韧性及磨削性等力学性能会带来一定的不利影响[9-12]。ESR-CDS工艺得到的组织碳化物片层均匀致密,碳化物与基体过渡区圆滑,从图5(d),(e),(g)所示;同时,在深腐蚀过程中部分海绵状碳化物仍然可见如图5(h);但单个碳化物团取向并不一致,呈一定夹角,甚至达到了90°,从图5(d),(e),(f)便可看出。这可能是因为高速钢在凝固过程中合金元素成分较大,造成一定影响,同时,也由于ESRCDS工艺凝固机理的影响。
图6为实验钢在图5中椭圆部分对应的碳化物及基体的能谱分析。从图6可看出:碳化物中合金元素以W,Mo,V,Cr为主,不同部位的峰值元素含量有所不同。由图5(b)及结合谱图6(a)可知,该碳化物较为平直,且呈片条状,主要金属元素为W,Mo,V且含有少量Cr和Fe,在W-Mo系高速钢中为典型的M2C型碳化物[1]。由于M2C型碳化物为亚稳型碳化物,在加热时易发生分解:据文献[13]指出高速钢中共晶碳化物M2C分解行为可表示为:M2C+Fe(γ)→M6C+MC,生成的产物则是稳定的。根据图5(c)和谱图6(c)可知,由于该碳化物为大块状,且富含Mo,W,V,Cr,又因为在铸态M2C分解转变时,M6C碳化物数量较多且长大速率比MC快,判断该碳化物可能为M6C型碳化物。根据图5(f)及谱图6(d)可知,该碳化物为富V的碳化物,为MC型碳化物,在淬火过程中,该碳化物易溶入基体,对钢的二次硬化有利[1]。
3 结论
(1)M2高速钢在铸态组织边部,采用ESR工艺得到基体组织在形态和大小上极不均匀,一次枝晶和二次枝晶都很粗大,且出现了较为粗大的三次枝晶,共晶莱氏体呈不均匀的片状,铸锭的偏析较为严重;而采用ESR-CDS工艺得到的组织以均匀细小的树枝晶为主,莱氏体细小,有些呈短棒状,在后续的变形加工过程中对材料的组织性能更有利。
(2)铸态心部组织,ESR工艺得到的组织等轴晶疏松粗大,且存在较为粗大的树枝晶。而采用ESRCDS工艺得到的组织有大量均匀细小的树枝晶,莱氏体短、细小,较为圆滑,边部和心部的组织较为一致。
(3)在横向上,ESR工艺得到的边部和心部组织枝晶间距相差比较大,而ESR-CDS工艺得到的边部和心部枝晶间距相差较少,纵向上,两者边部和心部变化趋势基本一致。
(4)采用ESR工艺经深腐蚀凝固组织基体与碳化物过渡区较为疏松、粗糙,部分基体内部出现了细小的裂纹,且有大量较为集中的块状碳化物;采用ESR-CDS工艺得到组织中存在比较多的“不连续的复合规则型”的碳化物,经深腐蚀,碳化物与基体过渡区圆滑。
[1] 邓玉昆,陈景榕,王世章.高速工具钢[M].北京:冶金工业出版社,2002.359-367.
[2] 梁强,陈希春,任昊,等.电流对GH4169合金电渣重熔凝固过程参数影响的数值模拟研究[J].航空材料学报,2012,32(3),29-34.LIANG Qiang,CHEN Xi-chun,REN Hao,et al.Numerical simulation researches influence of current on solidification process parameters of GH4169in electroslag remelting process[J].Journal of Aeronautical Materials,2012,32(3):29-34.
[3] 付锐,陈希春,任昊,等.电渣重熔连续定向凝固René88DT合金的组织与热变形行为[J].航空材料学报,2011,31(6):8-13.FU Rui,CHEN Xi-chun,REN Hao,et al.Study on the as-cast microstructure and deformation behavior of ESR-CDS René88DT alloy[J].Journal of Aeronautical Materials,2011,31(6):8-13.
[4] MA De-xin,GRAFE U.Microsegregation in directionally solidi-fied dendritic-cellular structure of superalloy CMSX-4[J].Materials Science and Engineering.A,1999,270(2):339-342.
[5] ZHOU Y Z,VOLEK A.Effect of dendrite arm spacing on castability of a directionally solidified nickel alloy[J].Scripta Materialia,2007,56(6):537-540.
[6] 朱耀宵.低偏析高温合金[J].金属热处理学报,1997,18(3):16-22.ZHU Yao-xiao.Low segregation superalloys[J].Transactions of Metal Heat Treatment,1997,18(3):16-22.
[7] 周雪峰,方峰,蒋建清,等.高速钢M2中共晶碳化物M2C的性质和形态[J],钢铁,2009,(9):76-80.ZHOU Xue-feng,FANG Feng,JIANG Jian-qing,et al.Study on property and morphology of M2C eutectic carbides in M2high speed steel[J].Iron and Steel,2009,(9):76-80.
[8] 陈希春,付锐,任昊,等.电渣重熔连续定向凝固FGH96合金非金属夹杂物研究[J].中国新技术新产品,2011,(10):1-2.CHEN Xi-chun,FU Rui,REN Hao,et al.Study on nonmetallic inclusions of ESR-CDS FGH96alloy[J].China New Technologies and Products,2011,(10):1-2.
[9] PAYSON P.The Metallurgy of Tool Steels[M].New York:John Wiley and Sons Inc,1962.187-196.
[10] LESKOVSEK V,VlE B.Improved vacuum heat-treatment for fine-blanking tools from high-speed steel M2[J].Materials Processing Technology,1998,82:89-94.
[11] FU H G,QIANG X,XING J D.A study on the crack control of a high-speed steel roll fabricated by a centrifugal casting technique[J].Materials Science and Engineering A,2008,474(1-2):82-87.
[12] BERGMAN F,HEDENQVIST P,HOGMARK S.The influence of primary carbides and test parameters on abrasive and erosive wear of selected PM high speed steels[J].Tribology International,1997,30(3):183-191.
[13] FREDRIKSSON H,BRISING S.The formation of carbides during solidification of high speed steels[J].Scandinavian Journal of Metallurgy,1976,5(6):268-275.
猜你喜欢
名作欣赏·学术版(2021年1期)2021-02-08
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
大型铸锻件(2017年2期)2017-03-28
大型铸锻件(2015年5期)2015-12-16
燕山大学学报(2014年2期)2014-03-11
大型铸锻件(2013年2期)2013-09-23
材料与冶金学报(2013年1期)2013-03-20