
现场金相检测中电解抛光技术的应用探索
2013-11-16 06:27闫立志徐国强许文龙孙琳峰崔玉霞
中国新技术新产品 2013年20期
闫立志 徐国强 许文龙 孙琳峰 崔玉霞
(中国石油大学(华东)储运与建筑工程学院,山东 青岛 266580)
1 概述
传统的机械抛光工艺会在抛光工件表面留下一层冷却硬化的变形层和明显的划痕,严重影响抛光的效果。最重要的是传统的机械抛光只能抛光表面形状规则的工件,无法满足工程中对复杂工件的抛光要求。
电解抛光技术起源于二十世纪初R.Winertia等人在镍电化学抛光方面的第一个专利。随后,法国人P.A.Jacquet在铜和镍方面的研究将电解抛光技术推广到工业化应用。

图1 304#不锈钢的机械抛光显微图(30×)

图2 304#不锈钢的电解抛光显微图(50×)
目前,有关电解抛光的理论主要是薄膜理论:电解抛光时试件表面上会形成一层厚薄不均匀的粘性薄膜,此薄膜具有很大的电阻,会在很大程度上影响抛光电流的大小。人们针对电解抛光技术的作用机理已展开了大规模的研究工作,并在逐渐探索电解抛光技术在现代工业技术中的应用。目前,电解抛光技术已在金属精加工、金相样品制备以及装饰行业、生物医学、尤其在航空、航天领域得到不同程度的应用。
随着现代工业技术的发展,传统的机械抛光工艺显然已经无法满足一些高精密仪器对零件表面抛光精度的要求。然而,电解抛光不仅可以消除残余应力,还可以优化金属的表面组织(电解抛光后工件表面的铁和碳分布更加均匀),更重要的是它可以加工传统的机械抛光所不能加工的曲面、锥面以及孔等工程复杂结构。
在实验室条件下,传统的机械抛光工艺和电解抛光工艺的效果图分别如图1和图2所示。由图1可以看出,经机械抛光后的工件表面,有纵横错乱的划痕;而且,由于受力不均匀,导致划痕深浅不一,很难靠机械打磨抛光消除划痕,这样抛光的质量就无法保障。由图2可以看出,经电解抛光后的工件表面,金相组织分布均匀、规则,并且没有明显的划痕。相比之下,电解抛光的优越性也就不言而喻。
当然电解抛光工艺也会带来一些问题,比如抛光后废液的处理问题,过度抛光造成对金属表面的过度腐蚀问题等等,这些问题需要进一步的研究处理。
电解抛光工艺的抛光效果与工件材质、电流密度大小以及电解液的温度等参数密切相关,合理的控制这些工艺参数才能得到令人满意的理想表面。为了改善工件表面的粗糙度,以便更好的检测其金相组织,本文着重研究电流密度、电解液的温度以及阴阳极间的距离对电解抛光效果的影响。
2 研究内容及原理

图3 工件表面削平原理图
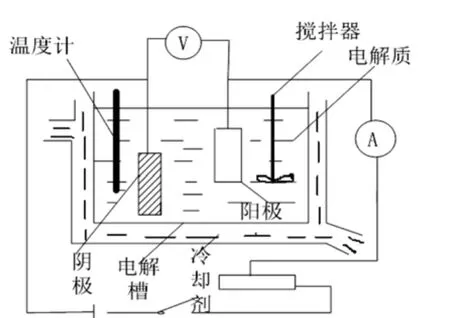
图4 电解抛光原理图

图5 电解液流动装置

图6 工件位置设置示意图
电解抛光是一种电化学溶解过程,以待抛光工件做阳极,不溶性金属为阴极,把两极同时浸入到电解槽中,当两者相距适当的距离,并在适当的电流密度和温度的条件下,通以直流电流,阳极会产生有选择性的溶解,从而达到降低工件表面粗糙度的目的。
具体抛光过程如下:抛光前试样的微观不平整性如图1、图2所示,其抛光原理图如图3所示:
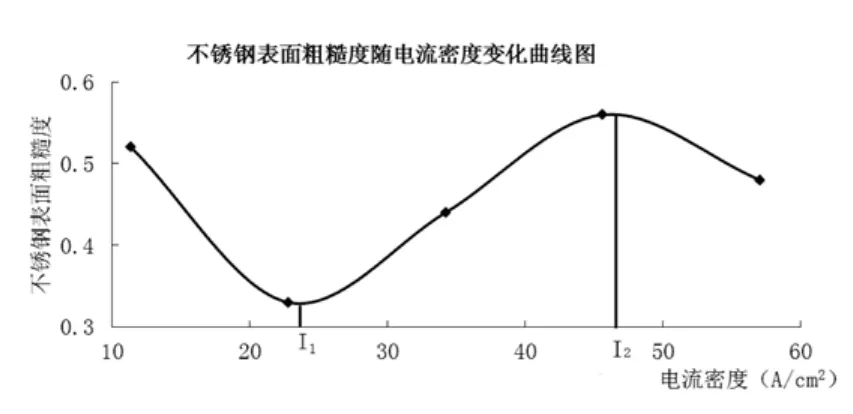
图7 不锈钢表面粗糙度随电流密度变化曲线图

图8 不锈钢单位时间粗糙度下降百分比
利用图3所示的装置对图3所示表面凸凹不平的试样进行电解抛光。根据薄膜理论,图3中A点的薄膜厚度比B点较薄,这样凸出部分的薄膜对电解液的扩散作用就较剧烈,加之该处的电解液厚度相对B点较薄,使得该处电阻值相对较小,故电流密度相对较大,这样,A点就会被电解作用迅速溶解。而相对A点较低凹的B点,薄膜厚度较厚,其对电解液的扩散作用较弱,加之其对应的电解液厚度较厚,使得相应的电阻较大,故电解时的电流较小,导致其溶解速率相对A点较慢。经过一定时间的电解抛光,就会使凸起部分逐渐变得相对平坦,待抛光工件表面就可以达到理想的抛光效果。
2.2 实验主要内容
根据电解抛光的原理,用表1所示材质型号的工件做阳极,不溶性金属为阴极(本实验用耐腐蚀性较强的316LSST型号的不锈钢作为阴极材料),采用国产通用金属电解液,探索不同材质的阳极材料在以下因素的作用下的电解抛光效果:
1)不同的电流密度;2)不同的阴阳极间距离;3)不同的电解液温度。
3 实验设计及相关过程
由于这三个因素之间相互影响,本实验对影响电解抛光的主要影响因素采用控制变量的思想,探究各个因素对电解抛光的影响机理。
在电解抛光过程中,为了消除由于电流的改变而引起的电解液温度的上升,本实验采用在电解液周围通以流动的0℃的冷水来维持电解液温度的相对恒定;为了消除抛光过程中电解液浓度的变化对抛光效果的影响,本实验采用如下图4所示的电解液流动装置,设置流入的新电解液和流出的旧电解液流速相等,来维持电解液浓度的相对恒定。
整个实验过程主要分为以下三个部分:
3.1 抛光前处理
由于工件在制作、搬运过程中,表面难免染上油污。为了避免油污对电解抛光时工件导电能力的影响,抛光前需要对工件进行去油处理。
由于本实验所用的阳极材料表面粗糙度过 大(Ra:2.8~3.5),为了缩短电解抛光时间,在电解抛光前对阳极材料做了人工打磨处理(处理后的Ra:1.0~2.0)。
3.2 电解抛光
电解抛光过程主要分为以下三个阶段。
第一阶段:探究不同电流密度对电解抛光效果的影响。通过设定不同的电流密度(电流密度为电流强度除以抛光工件表面积,由于抛光工件表面积是确定的,因此本文通过控制电流强度间接地控制电流密度。),每组抛光30分钟,每隔5分钟测量一次,得到抛光前后工件表面的粗糙度(每个工件选抛光区域的五个不同位置测量,并取平均值)的大小作为衡量电流密度对抛光效果的影响指标,通过对比分析得到相应的最佳抛光电流密度。
第二阶段:在最佳电流密度的基础上探索工件摆放位置的不同对抛光效果的影响机理。本实验阴阳极之间总距离为97.44mm,分为10格,每格为9.744mm,本文中用位置n代表阳极表面距离阴极表面的距离n×9.744mm,如图6所示。用第一阶段得到的每种材料的最佳抛光电流,设置阳极的不同位置,通过测量抛光前后工件表面的粗糙度来确定最佳的阴阳极间距。
第三阶段:在最佳电流和最佳摆放位置的基础上探究温度对电解抛光效果影响。定义不同温度下单位时间粗糙度下降百分比:

其数值越大,代表抛光效果越好,出现负值表示抛光后粗糙度增大。
3.3 抛光后处理
刚抛光的工件表面温度较高,如果直接暴露在空气中,很容易被空气中的氧气及水蒸气重新腐蚀而导致生锈,所以刚抛光过的工件表面要及时的做相应处理,例如打油或者涂蜡等简单措施,以确保工件在不被二次腐蚀的条件下冷却至室温。同时,电解抛光过程中在金属表面所形成的氧化膜还可以有效防止金属表面的再次腐蚀。
4 实验数据分析及结论
4.1 实验结果讨论与分析
在电解抛光的实验过程中发现,不锈钢表面粗糙度随电流密度变化曲线如图7所示。从图中可以看出,当电流密度小于某一特定数值I1时,工件表面的粗糙度会随着电流密度的增大而减小。但当电流密度大于I1时,出现了随着电流密度的增大和抛光时间延长,反而会造成工件表面粗糙度上升的现象。本文认为这是由于电流密度过大导致电解液对工件表面的过度腐蚀造成的。而当电流密度继续增大到I2 时,工件表面的粗粗度再次下降,这是电解液对工件表面的二次抛光的结果。
在实验后期的数据分析处理过程中发现,不锈钢材料的单位时间粗糙度下降百分比呈现如图8所示的变化趋势。由图可知,在温度低于T1的抛光条件下,抛光后工件表面的粗糙度大于抛光前工件表面的粗糙度。通过观测有关试件此温度下抛光后的表面金相组织,发现其表面出现了一层分布不均匀的致密薄膜。经过查阅资料,并对相关数据进行分析,本文认为,可能是由于此温度相对较低,导致工件表面发生钝化现象。由于钝化膜在工件表面分布不均匀,导致形成钝化膜的部位不能继续被电解液腐蚀,而未形成钝化膜的部位则继续被电解液腐蚀,造成同一工件表面的不均匀腐蚀,最终导致工件表面粗糙度抛光后反而增大的现象。当温度高于T2时,由于温度过高,电解液的活性较大,工件表面出现一定程度的过度腐蚀,导致单位时间粗糙度下降百分比呈现减小趋势。

表1 不同型号的阳极材料

表2 不同材料的最佳抛光效果条件汇总表
4.2 实验结果汇总
电解抛光的效果,受到各方面因素的相互影响。为了减小实验量,本实验做出了合理的假设,在忽略次要因素(如抛光前的人工处理时,工件表面粗糙度不一致,抛光过程中电解液浓度的变化以及阴极材料的不同对实验结果的影响等)的影响的基础上,对本实验所要研究的主要因素进行着重研究。通过对大量实验数据的整理和分析,根据不同条件下的粗糙度变化曲线,总结归纳出不同材料的最佳抛光工艺条件,汇总见表2所示。
[1]马胜利,葛利玲.电化学抛光机制研究与进展[J].表面技术,1998,27(04):1-3.
[2]梁国钊.奥氏体不锈钢金相组织检验中电解抛光与机械抛光的区别[J].理论研究.机电信息2009(24):62.
[3]李广武.不锈钢表面着色与电化学抛光工艺的研究[D].济南:山东大学,2005:1-76.
[4]LANDOLTD,CHAUVYPF,ZINGERO.Electrochemical micromachining, polishing and surface structuring of metals: fundamental aspects and new developments[J]. Electrochimica Acta,2003(48):3185-3201.
[5]徐家文,王建业.21世纪电解加工的发展和应用[J].电解加工—特种加工技术:183—188.
[6]曹建中.电解抛光—现场金相检验的捷径[J].华东电力,1994(12):44-45.
[7]张素银,杜凯,谌加军,詹勇军,曾体贤.电解抛光技术研究进展[J].电镀与涂饰,2007(02):48-53.
猜你喜欢
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2019年5期)2019-11-16
山东冶金(2018年6期)2019-01-28
电镀与环保(2017年5期)2017-12-19
制造技术与机床(2017年12期)2017-02-02
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电源技术(2016年2期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
