目视检测技术在特种设备检验中的应用
2013-12-04 03:17胡卫朋
无损检测 2013年8期
胡卫朋
(桂林市特种设备监督检验所,桂林 541004)
目视检测在国内、外标准规范中有明确要求,我国的航空、航天、核电和兵器等行业已把目视检测人员纳入无损检测人员资格考核范围[1]。我国特种设备的目视检测,由于缺乏技术标准和专业培训,造成目视检测随意性和盲目性,对于诸如裂纹、重皮、鼓包等缺陷的识别能力很差,没有这类缺陷在宏观状态下的清晰印象,即使看到这类缺陷也辨认不出而造成漏检,从而可能酿成重大责任事故。
1 目视检测的优越性
目视检测通常可分为直接目视检测、间接目视检测和透光目视检测,前面2种对于特种设备检验具有重要价值。直接目视检测指不借助于目视辅助器材(照明光源、反光镜、放大镜除外),用眼睛进行检测的一种目视检测技术;间接目视检测指借助于反光镜、望远镜、内窥镜、光导纤维、照相机、视频系统、自动系统、机器人以及其他适合的目视辅助器材,对难以进行直接目视检测的被检部位或区域进行检测的一种目视检测技术。
1.1 经济、简便且检测速度快
目视检测借助肉眼观察或者借助光学设备等技术手段进行观测,节省很多准备工序,操作简单方便。根据检测经验来看,目视检测速度可达到磁粉检测的3~10倍,渗透检测的8~20倍,检测灵敏度较高。人眼在中等亮度(一般为100~1 50cd/m2)、中等对比度(一般20~30)条件下的分辨力为0.2mm(被检表面光照度不小于500Lx),0.2mm宽度以上的缺陷都可能被检出,如果借助放大镜、显微镜等辅助器材,其检测灵敏度会更高。
1.2 可用于狭小空间的无损检测
小型容器、集箱等的内表面,往往无法实施诸如磁粉、渗透等表面无损检测,在借助内窥镜、反光镜等辅助器材后,就可以实施有效的目视检测了,随着人们对特种设备安全要求的不断提高,这种检测方法会在特种设备检验中得到越来越广泛的应用。
1.3 可以发现磁粉检测难以发现的较大缺陷
在选择磁粉检测的时候,往往并不知道某种设备是否具有较为危险的宽裂纹,不可能刻意选择较大粒度的磁粉,对于宽度较宽的裂纹,细磁粉不易搭桥形成磁痕[2],即使形成了磁痕,也无法将磁痕擦除后再验证,造成磁粉检测人员误认为其不是缺陷,从而造成漏检。倘若是经过专业培训的目视检测人员,即使不借助放大镜也会发现该种宽尺寸的裂纹。
1.4 裂纹的检出率高
通过目视检测与X 射线检测在飞机构件检验中的对比试验[3],统计得出了95%置信水平下的裂纹检出统计结果,如图1所示。从目视检测概率曲线图1(a)发现,要满足95%置信水平下,检测概率达到90%的裂纹长度为3.8mm;而从射线检测概率曲线图2(b)看,满足以上条件的裂纹长度要在7mm左右。目视检测表面裂纹的检出概率远高于射线检测内部裂纹的检出概率。
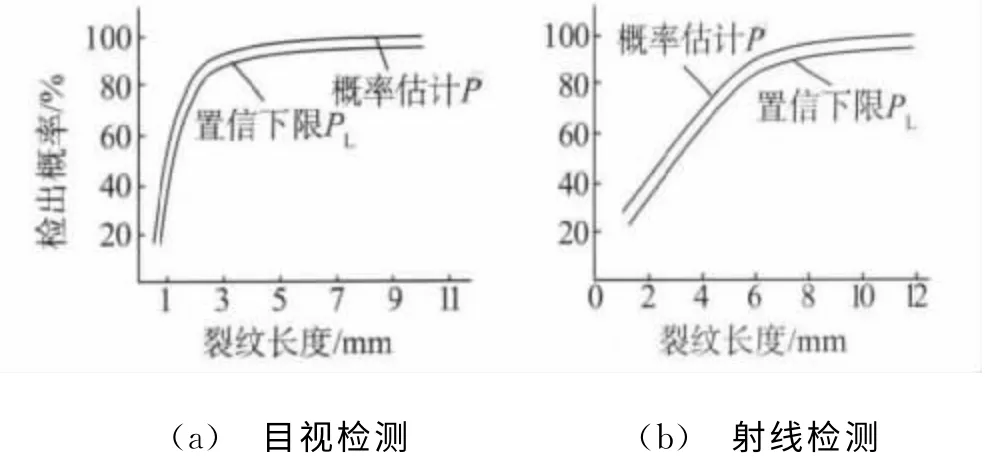
图1 两种检测方法裂纹检出概率
2 影响目视检测效果的因素
影响目视检测效果的因素有客观的,也有人为的,但归纳后其最主要的影响因素是:人的视力和观察环境、表面处理状况、是否经过专业培训、认真程度和责任心以及检测器材等。
2.1 视力和观察环境
目视检测人员要每年做一次视力检查,要求未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0,测试方法应符合GB 11533的规定,如果可能对辨色力有特别要求,经合同各方同意,检测人员宜补做辨色力测试,以保证必要的辨色力。直接目视检测时,应使眼睛能够与被检工件表面达到最佳的距离和角度,眼睛与被检工件表面的距离不超过600mm,观察角度不小于30°。被检物体表面光照适宜,可见光照度至少不小于500lx。
2.2 表面处理状况
对被检物体表面需进行适当的处理,比如说清洗、打磨等,以去除表面的污染物达到检测要求。但注意不能盲目或过度处理,某些缺陷部位有水渍或者其他溢出物,是跟踪辨别缺陷的信息,不能盲目去除;对于较软材质的,过大力度的打磨很可能会使开口的缺陷被封口,造成漏检。
2.3 认真程度和责任心
同是目视检测Ⅱ级人员,在检测环境相同的情况下,有些人能检出缺陷,有些人就不能。即使同一个缺陷,同一个人今天能检出明天就不一定能检出,这与人的认真程度、责任心有着密切的关系。因此,目视检测也需要检测人员有一定的责任心,从事检测工作时要足够认真。
2.4 是否经过专业培训
通常人们认为目视检测视力好、观察环境好就能发现缺陷。眼睛每天都在接触数以亿计的物体,而只有感兴趣的事物才能被捕捉和分辨。之所以人们对某事物感兴趣,那是人们见过与之类似的事物,头脑中有这类事物的信息,当其再次出现在眼前时,才能回忆、联想和辨别。目视检测也一样,只有通过专业的目视检测培训,才能准确把握检测方法和检测要求,才能熟练掌握宏观缺陷的信息特征,对摄入眼睛的缺陷加以捕捉和辨认。FAA(美国联邦航空局)关于无损检测中人为因素的研究表明:相比较客观因素,影响检测结果最关键的是检测人员对检测方法的熟悉程度,以及是否充分理解检测要求[4]。
2.5 检测器材
目视检测有时候也要借助某些专业设备,比如放大镜、反光镜、内窥镜、望远镜等。当缺陷尺寸较小无法直接用肉眼确认时候,就必须借助放大镜等去观察;当直接观察角度有困难时,就得借助反光镜去观察;当对受限空间或远距离物体进行检测时,就得选用内窥镜或望远镜进行观察。必要时候,还要借助于其他例如光导纤维、照相机、视频系统、自动系统、机器人等辅助器材才能完成目视检测。
3 目视检测的应用举例
检测案例:某石化分公司90万t汽柴油加氢装置的中变气第一分液罐(介质为中变气,操作压力为2.28/2.7 MPa,操作温度为152/170 ℃),编制目视检测工艺如表1。
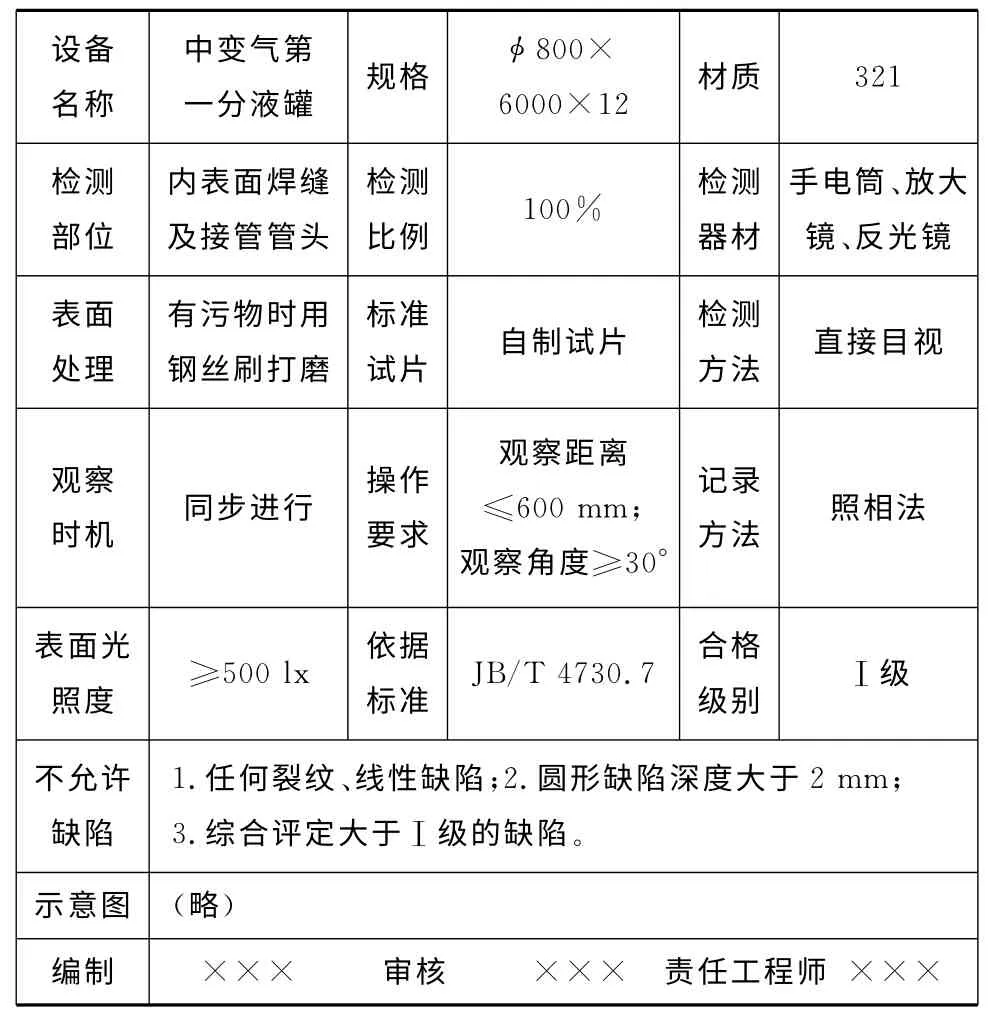
表1 目视检测工艺表
检测结果发现容器内表面上液位计气、液相连接管管头分别存在辐射状裂纹多条,单条裂纹最长约90 mm,从接管端头沿轴向方向向里延伸约60mm,裂纹形貌详见图3。实践证明,大量的缺陷是在目视检测发现之后才确定进行下一步无损检测的,目视检测的良好应用效果正在被越来越多的无损检测机构和检测人员所重视。
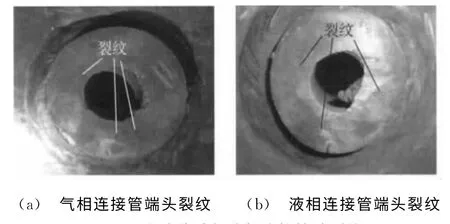
图3 上液位计气液相连接管端裂纹
4 结论
目视检测在特种设备检验中应用日益广泛和深入,其检测效果不容小觑。相关行业、部门应促进目视检测技术发展和应用。笔者建议:尽快健全目视检测标准体系,尤其是目视检测的评级标准;尽快开展特种设备目视检测的技术培训和考核发证;高校或科研院所应尽快启动目视检测理论和试验研究,编写专业教材。
[1] 赵尔冰.特种设备目视检验应该注意的几个问题[J].特种设备安全技术,2009(1):25-29.
[2] 宋志哲.磁粉检测[M].北京:中国劳动社会保障出版社,2007.
[3] 刘秀丽.目视及X 射线检测裂纹概率曲线测定[J].结构强度研究,2001(1):34-38.
[4] 冯振宇.增强目视检查在飞机维护中的应用[J].无损检测,2009,31(3):220-222.
猜你喜欢
现代职业安全(2022年7期)2022-12-17
诗歌月刊(2022年2期)2022-03-15
少林与太极(2021年1期)2021-06-20
课程教育研究(2021年23期)2021-04-13
健身气功(2019年2期)2019-04-18
安徽工业大学学报(自然科学版)(2019年4期)2019-03-31
网络文学评论(2017年1期)2017-07-22
第二课堂(课外活动版)(2015年3期)2015-10-21
应用技术学报(2014年4期)2014-02-28
中国机械工程(2012年2期)2012-12-03