
汽轮机联轴器中心调整算法及应用
2014-01-28 07:26邝永胜
电力科学与技术学报 2014年2期
邝永胜,刘 经
(1.长沙天宁热电有限公司,湖南 长沙 410600;2.长沙理工大学 可再生能源电力技术湖南省重点实验室,湖南 长沙 410004)
汽轮机联轴器中心是汽轮机正常运行的基础,轴系中心调整不当会导致其弯曲变形,引起传动轴之间连接法兰的相对位置的变化,造成连接法兰处产生偏移和曲折等问题[1-3]。科研设计人员多从设计和模拟的角度就调整进行设计、分析与计算[4-5],或从多次实践、多次优化及反复总结大修经验中获得调整方案[6-8]。但是,校准中心的过程都需要先经过大量的计算,此过程耗时费力。在轴颈扬度合格的情况下,笔者以最小的调整量、最容易的方案和最高效的调整过程为标准,提出一种基于中心调整的简化方法,明确将调整过程划分为各个计算环节,针对关键的流程以图表形式进行详述,并将其应用于某抽凝式汽轮机大修的中心调整过程,通过实际检验,此方法有效可行。
1 联轴器中心调整的方法
1.1 中心偏移
联轴器加工时机座标高偏差、安装误差、转子变形、轴承不同心等因素会使联轴器存在3种不对中类型,即综合不对中、偏角不对中和平行不对中。中心不正会对轴承负荷分配产生影响,当螺栓连接后,无论是圆周差还是张口偏移产生的瓦片受负荷不均衡都对联轴器中心产生偏移,如图1所示。

图1 存在圆周差和张口时轴心示意Figure 1 Axis illustration with circumferential difference and opening deviation
1.2 调整目标和过程
1)制定调整标准。根据机组修前振动情况、轴瓦温度等参数,考虑所有影响轴系调整的因素以及制造厂家提供的中心标准后,制定实缸轴系中心调整标准;
2)确定调整量。通过大修后的实缸标准以及大修前实、半缸比较计算,确定预留大修后半缸验收标准,根据大修前半缸中心和预留大修后的半缸标准以确定调整量;
3)实施调整步骤。由测量、计算和调整研磨轴瓦垫铁3个主要环节组成。
1.3 计算方法
在考虑轴连接同心度、平直度和晃动度情况下,采用五圆法,即0转90°,180°,270°及其各次数值的总平均数,测量联轴器中心调整每一步的数据,记录各中心数值,并分析存在圆周差和张口偏移情况,以汽轮机转子为基准,调整发电机转子轴承中心来达到要求。
1.3.1 圆周差消除量
联轴器中心与3#,4#轴承圆周差调整量如图2所示,其中,3#,4#表示3,4瓦,图中左边代表联轴器的中心,横杆代表转子,h代表上下或左右的平移量。同时,将3#,4#轴承往左上平移h,联轴器中心即对正。上下和左右中心平移量hsx,hzy(mm)分别为

式中 a1,a2,a3,a4均为圆周值;综合考虑装表的方向和a1,a2,a3,a4的数值及符号。

图2 圆周差消除示意图Figure 2 Diagram of eliminating circmferential difference
1.3.2 张口去除量
巴尔迪曾执教于奥柏林音乐学院,现任教于克利夫兰音乐学院钢琴系。同时,他还创办了意大利“托迪(Todi)国际音乐节”,并定期在中国音乐学院、上海音乐学院等国内院校开设大师课,担任多个重要国际比赛评委。
联轴器中心与3#,4#轴承产生的平面张口调整量如图3所示。分别将3#,4#轴承上移h3,h4后,即可消除b1-b3两联轴器张口偏移量,而h3和h4分别为

式中 b1,b2,b3,b4均为端面值;h3,h4的符号已分别取定,左、右张口分别用b2代替b1计算h3,b3代替b4计算h4;D为两平面表表杆所指联轴器直径;L1为圆周表测点至3#轴承中心距;L2为3#和4#轴承中心距。综合考虑平面表装表方向,b1,b3的符号与h一致,以调整垫片来消除张口;其次,在改变上、下垫片的同时,必须相应改变两侧垫片的厚度,以保持球面接触良好。
3#,4#轴承垫片的调整数值应取两部分代数总和,即


图3 张口去除示意图Figure 3 Diagram of the coupling openings deviation removal
1.3.3 两侧垫片调整量
两侧垫片调整量计算方法如图4所示,其中,取垫片的中心角度为α,ΔHb代表垫片垂直方向移动量,ΔHa代表水平方向移动量。当垂直方向移动ΔHb时,下部垫片厚度加(减)至与轴瓦移动量ΔHb相等,两侧垫片厚度同时加(减)ΔHbcosα;若往水平方向移动ΔHa时,下部垫片不动,两侧垫片厚度分别加(减)ΔHasinα。
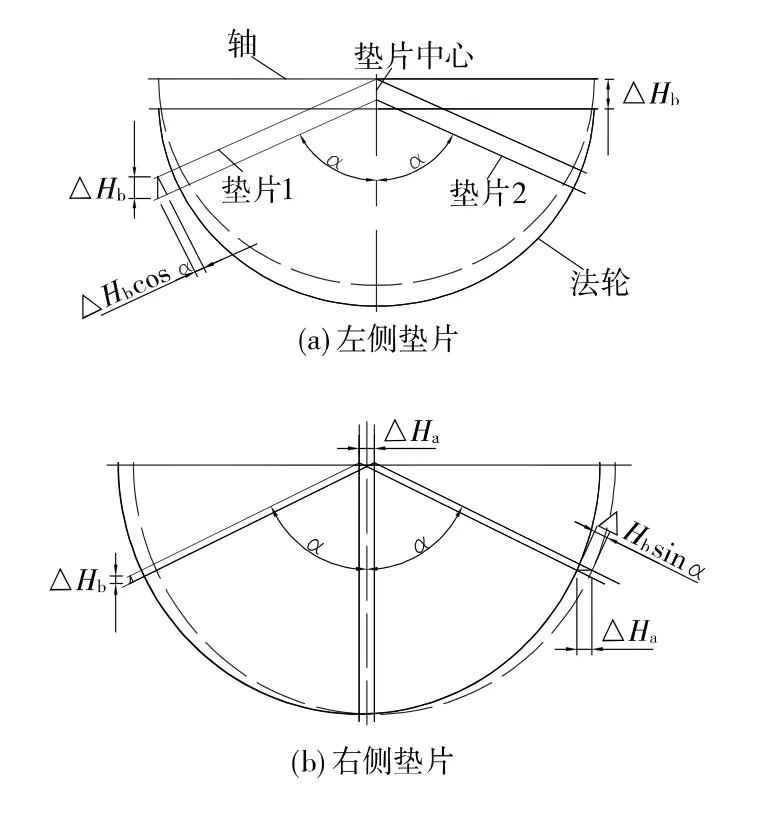
图4 瓦底垫片调整与两侧垫片的关系Figure 4 Bottom gasket adjustment and its relationship with both sides of gasket
每块垫铁下的调整垫片不宜多于3片;调整垫片应采用钢片和磷铜皮,不宜使用紫铜皮等软性材料;单片厚度不小于0.03mm,其孔径应比垫铁的相应孔径大1~2mm;垫片组装时,应仔细清洗干净,修去毛刺和卷边。在中心允许偏差范围内,要求汽机中心高于发电机中心,且张口为上张口。当调整量在0.1mm以内时,可减少调整垫片与洼窝接触情况检查量;在调整量超过0.1mm情况下,则应重新检查和刮磨垫块,刮磨完毕后再复查中心;中心调整完毕后,才能对轴承油档进行测量、调整和修刮,并将上瓦垫片作相应调整以保持轴瓦紧力。
2 中心调整方法的应用
2.1 联轴器
某电厂300MW抽凝式汽轮机轴系由高、中、低压3个汽轮机转子和1个发电机转子组成,分别用机组1#—4#表示。大修后轴系尤其是3#,4#轴承的偏移量很大,需要对其进行调整,以保证运行过程中轴系的振动及偏心度、瓦温等参数符合技术要求,并尽可能地缩小联轴器中心偏移量。
2.2 调整标准
高、中、低压轴中心调整验收如表1所示,表中高、中、低、发分别代表高中低压缸和发电机的轴,对轮距离分别表示在上下和左右方向最大偏移值以及最大下、左张口值。

表1 中心调整验收标准Table 1 Acceptance standard of center adjustment 0.01mm
2.3 初始参数
该实例中汽轮机转速为3 000r/min,两平面表表杆所指联轴器直径D为510.00mm,圆周表测点至3#轴承中心距为415.00mm,3#和4#轴承中心距为3 190.00mm,轴承调整垫块中心与垫铁中心线的夹角α为63.542°,则cosα和sinα分别为0.45和0.90。
2.4 计算过程与结果
用式(1)~(6)进行计算,垫片调整方法计算过程如表2所示。计算结果:①3#轴承:垂直方向增加垫片ΔH3=0.10mm,左侧增加垫片ΔH3zc=0.135mm,右侧减少垫片ΔH3yc=0.045 0mm;②4#轴承:垂直方向增加垫片ΔH4=0.166mm,左侧增加垫片ΔH4zc=0.223 4mm,右侧减少垫片ΔH4yc=0.055 4mm。按照设定的调整标准,装表高中、中低、低低3个转子的圆周和张口数值调整前、后值及调整量如图5所示,圆周与张口序号中1~4号分别代表上、下、左、右圆周差,5,6号分别代表下、左张口偏移值。

表2 联轴器中心调整计算Table 2 Adjustment calculation of coupling center 0.01mm

图5 联轴器中心调整前、后的数值(单位:0.01mm)Figure 5 Coupler center value before and after the adjustment(Unit:0.01mm)
2.5 结果分析
1)利用该文所述调整方法,可以把3#和4#轴承所需要的垂直与水平的调整量快速确定下来,并且通过编制系统性、流程性的计算图和表,使得相应的计算效率大大加快。
2)调整后的圆周和张口值符合技术要求:外圆偏移小于0.03mm,上开口偏差小于0.02mm,两半联轴器轴线偏心小于0.02mm,基础均匀沉降小于20mm。不仅如此,实际的调整结果中,圆周与张口偏移量分别比原来减少了3/4和7/8,轴心偏移量比原来减少了1/2,基底的均匀沉降量也降低了近1/2。通过统计,用该文所述调整方法,在同类型的其他联轴器中心调整过程中,圆周、张口、偏心程度以及均匀沉降等值都可以调整到相应结果,从而提升了转子稳定性,增加了转子的使用寿命。
3)通常汽轮机联轴器中心调整工序包括分析轴瓦的负荷分配等有6个步骤,改进后只有3个步骤,该工期原来需7~15d,而利用该文方法只需2~3d,工序,工期缩短到原来的1/4,解决了原本中心调整时经常出现的测量、计算不到位、工作人员反复调试的问题,从而缩减了工作量。
3 结语
在前人对联轴器中心调整的多次应用实践基础上,笔者以图表形式编制了汽轮发电机组轴系调整的过程,归纳出一种校对中心的精确计算方法,并将该方法应用于具体的汽轮发电机组的联轴器大修中心调整过程。实践证明,根据该方法调整的机组投入运行后,轴系状态稳定,轴承相关参数良好。由于该方法可行且检修后机组运行效果良好,时限、工序、劳动强度可减少至原来的1/4,可为同类型机组的应用提供参考,但是,对于超大型机组多轴系方面的应用有待进一步研究。
[1]Macchinia R,Bradleyb M S A,Dengb T.Influence of particle size,density,particle concentration on bend erosive wear in pneumatic conveyors[J].Wear,2013,303(3):21-29.
[2]Xuefei Guan,Jingdan Zhang,El Mahjoub Rasselkorde.Material damage diagnosis and characterization for turbine rotors using three-dimensional adaptive ultrasonic NDE data reconstruction techniques[J].Ultrasonics,2014,54(2):516-525..
[3]施维新,石静波.汽轮发电机组振动及事故[M].北京:中国电力出版社,2008.
[4]Razak A M Y.Gas turbine performance modelling,analysis and optimisation[J].Modern Gas Turbine Systems,2013,54(2):423-514.
[5]Anup KCa,Bhola Thapab,Young-Ho Leec.Transient numerical analysisof rotor-stator interaction in a Francis turbine[J].Renewable Energy,2014,65(4):227-235.
[6]伍洋.用状态监测判断不对中故障[J].技术与应用,2004,10(3):47-48.WU Yang.In condition monitoring of the judgment fault[J].Technology and Applications,2004,10(3):47-48.
[7]殷灿.隔板及汽封体洼窝中心调整的新工艺探讨[J].科技创新导报,2011(23):16.YIN Can.Clapboard and gland body hollow nest center adjustment of new technology to explore[J].Science and Technology Innovation Herald,2011(23):16.
[8]Joost R Duflou,John W Sutherland,David Dornfeld,et al.Towards energy and resource efficient manufacturing:A processes and systems approach[J].CIRP Annals Manufacturing Technology,2012,61(5):587-609.
猜你喜欢
防爆电机(2022年3期)2022-06-17
潍坊学院学报(2021年2期)2021-07-22
昆明医科大学学报(2021年5期)2021-07-22
船舶标准化工程师(2019年4期)2019-07-24
环球时报(2017-11-23)2017-11-23
舰船科学技术(2016年1期)2016-02-27
船海工程(2015年4期)2016-01-05
新疆钢铁(2015年3期)2015-11-08
汽车科技(2015年1期)2015-02-28
食品与健康(2014年11期)2015-01-17
