提高金属硅粉碎机工作性能的措施
2014-02-11 02:48余建明
机电工程技术 2014年9期
余建明
(衢州耿泰机械工业有限公司,浙江衢州 324000)
提高金属硅粉碎机工作性能的措施
余建明
(衢州耿泰机械工业有限公司,浙江衢州 324000)
VSM型金属硅粉碎机主要使用在光伏产品的原料生产上,金属硅制作的主要耗能设备。获得良好的产品粒度分布延长设备的使用寿命是企业主要考虑的问题。通过对金属硅物料性能要求和粉碎机本身的要求这两方面着手,对设备的刀片的末端线速度、刀片厚度和进料口结构、衬板与刀片间隙及设备耐磨性进行研究,通过经验数据确定了粉碎机基本参数,得出了精确地设计可提高出料率,同时降低单位成本能耗的结论。
安全;低耗;高效;优质的硅粉加工;金属硅粉的生产技术
粉碎工艺是硅粉生产的关键工艺之一,是金属硅制作工作的主要耗能工段,该工段工作的好坏直接关系到金属硅的质量、产量、成本,作为生产主要设备的金属硅粉碎机的工作性能就显得非常关键,而影响粉碎机工作性能的主要因素是金属硅物料性能要求和粉碎机本身的要求[1]。
1 金属硅物料性能要求的影响
金属硅(Si)是工业提纯的单质硅,主要用于生产有机硅、制取高纯度的半导体材料以及配制有特殊用途的合金等。其密度为2.32~2.34克/厘米3,莫氏硬度7,性脆。
一般来讲,对金属硅成品的要求有以下几点。
1.1 细度
金属硅产品的应用均要求一定的细度。如有的厂家要求规格是50~600μm其中293~600μm≤10%、184~293μm≤10%、127~184μm ≤10%、87~127μm≤15%、50~87μm≤20%、-50μm≤35%,另一厂家要求规格是45~240μm其中-45μm≤2%、45~500μm≥96%、+500μm≤2%。太细会造成废粉,而每增加1%的成品率对产品来说可产生300元的利润,成品率的提高对生产厂家十分重要。
1.2 纯度
金属硅产品的纯度要求也是其主要指标之一,厂家按产品的化学指标提出要求。这意味着在粉碎过程中不得污染,应保持原有的成分,要求在制作过程中减少与环境的接触。这是生产高纯度的有机硅产品的根本保证。
1.3 粉体形状的特殊要求
化学成份符合要求指标的硅,炼制中已获得最佳微观结构,保证其拥有参与反应的最佳活性,即其天性或自然性能,制粉时一定要尽量降低对其天然微观结构的劣化作用,减少其晶粒及晶粒群间的变形,使绝大部分硅粉(99.8%以上)仍保持住原有的天然微观结构。这对生产设备的结构提出了很高的要求,要保持适宜的筒体内壁与刀片的距离,刀片最佳倾角等等[2]。
2 粉碎机本身的影响及工作性能提高措施
在实际生产中,粉碎机的应用是多元的,需要通用性比较强的。研制了VSM超硬材料粉碎机,如图1所示,通过实验数据的整理研究,控制刀片半径、主轴转速、筒体内径之间的关系,达到所需粉径的最佳状态,以使设备提高效率,降低能耗。

图1 粉碎机结构示意图
2.1 刀片的末端线速度
根据国内外资料表明,最佳刀片线速度随不同物料的物理机械特性而不同,加快,提高生产率,使粒度变细、过快,空载功率加大,振动与噪声加大,安全系数越小。
根据试验及使用的经验,目前常用的刀片式粉碎机的刀片末端线速度多在80~90 m/s。在设计粉碎机时,选择主轴转速MAX2 000 r/min,如一级刀片内径ϕ316 mm,外径ϕ880 mm,转速可达33.0-92.1 m/s,二级刀片内径ϕ636 mm,外径ϕ1 200 mm,转速为668.94~125 m/s,通过多次试验,确定主轴速度为1 300~1 400 r/min,刀片末端线速度可为87.9 m/s,控制粉碎材料达到所需的细度,降低生产成品单位成本能耗。
2.2 刀片厚度和进料口结构
据有关资料及试验表明,当转子高速旋转时,刀片在物料中搅动,刀片过厚,则效率不高,但过薄又易磨损,故按性能价格比定。当进料速度为每小时3~3.5吨时,由于颗粒大的冲击力也大,对刀片的磨损大,一般采用第1层30 mm、第2层20 mm的矩形刀片。同时,采用、改进多进料口结构,使物料在到达刀片前通过粉碎刀盘得到均布,减轻对刀片的负担,延长刀片的使用寿命(平均寿命可达500小时以上)。
转子上刀片的多少对粉碎能力有较大的影响,每个刀片数目通过正交试验得到,并以刀片密度来衡量[3]。由于粉碎为细粉碎,通过试验选择刀片为每级8片为佳,二级共16片,同时刀片与刀盘的倾角为12°~18°(设备定型选择16°),这样通过一定的反射角增加破碎面积,提高工作效率。
2.3 衬板与刀片间隙
衬板与刀片间隙是指转子旋转时刀片末端与衬板内表面之间距离。衬板与刀片间隙越小,刀片撞击物料的频率越高,环流速度越慢。实践中间隙的大小主要取决被粉碎金属硅的指标要求,对于一定物料有其最佳的衬板与刀片间隙。如要求成品规格是45~240μm,其中-45μm≤2%、45~500μm≥96%、+500μm≤2%,按刀片式粉碎机的试验结果,一级与二级之间的高度为175 mm,一级和二级刀片与衬板距离为30 mm,主轴速度为1 400 r/min,可达到相应的技术指标,保证材料的成品率达到97.5%以上。
2.4 设备耐磨性
为充分考虑物料的磨蚀性,粉碎机在结构设计上,为增加使用寿命,充分考虑在破碎材料硬度极高等状态下运行的要求,结构设计上主轴、衬板、刀片、粉碎刀盘、刀架等均考虑耐磨措施,衬板、刀片材料用高铬锰钢,主轴、粉碎刀盘、刀架采用渗碳处理。在筒体衬板的结构设计上使用连续波浪曲线面以改善物料反射情况。同时为方便日后维护工作增加衬板外型美观,用连续拼接技术,使衬板模块化组合,并将维修口与衬板巧妙组合,以减少生产成本。
3 结束语
总之,金属硅粉碎机的产量、成品粒度、成品粒度的均匀性等是可操控的。认为精确地设计可提高出料率,同时降低单位成本能耗,满足生产产家的需求。
[1]周恩浦.粉碎机械的理论与应用[M].长沙:中南大学出版社,2004.
[2]银金光.节能型立轴式冲击粉碎机基本参数的确定[J].矿山机械,2006,34(10):42-44.
[3]高书娟.纳米金属硅粉制备新工艺[J].机电工程技术,2012(8):139-140.
[4]黄艳玲,等.基于正交试验法的17-4PH叶片钢切削力研究[J].组合机床与自动化加工技术,2013(11):56-59.
(编辑:王智圣)
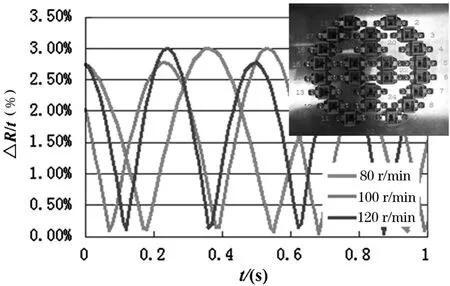
图8 各光纤插头纤芯去除率的差值
3 结论
本文针对现行光纤跳线端面研抛成形工艺,提出了一种简单、直观的微形端面研抛成形加工的去除率的分析方法。得到以下结论:
(1)单芯插头的球形端面研磨成形初期,材料去除率在空间的分布主要受研磨压力的影响;
(2)与平动式光纤研磨机相比,采用行星回转式光纤研磨机加工MPO插头时,由研磨速度引起的同一 光纤插头中各纤芯之间的去除率的最大差值约 0.32%。使用图8所示的现行光纤夹具,24根单芯光纤插头纤芯之间的去除率的最大差值为3%。距中心最近处光纤去除率较小。
参考文献:
[1]N.SUZUKI,M.SARUWATARI,M.OKUYAMA.Low in⁃ sertion-and high return-loss optical connectors with spherically convex-polished end[J].ELECTRON⁃ICS LETTERS 16thJanuary 1986,22(2):110-112.
[2]SAMUEL I-En Lin.Effect of polishing conditions on termi⁃nating optical connectors with spherical convex polished ends[J].APPLIED OPTICS, 2002, 41(1):88-95.
[3]MITSURU KIHARA,SHINJI NAGASAWA,TADA⁃TOSHI TANIFUJI.Return Loss Characteristics of Optical Fiber Connectors[J].Journal of light wave technolo⁃gy,1996,14(9):130-135.
[4]TOSHIRO SHINTAKU,RYO NAGASE,ETSUJI SUGI⁃TA.Connection mechanism of physical-contact optical fi⁃ber connectors with spherical convex polished ends[J]. Applied Optics,1991,30(36):506-513.
[5] MITSUO TAKAHASHI.Elastic Polishing Plate Method and Conditions for Forming Angled Convex Surface on Ferrule End-face[J].Journal of light wave technolo⁃gy,1997,15(9):1675-1680.
[6]杨福兴.光纤连接器超精密加工技术的研究[J].航空精密制造技术,2003,39(3):1-16.
[7]刘德福,段吉安.光纤端面研磨加工机理研究[J].光学精密工程,2004,12(6):570-575.
[8]JUN WANG,YU-SHAN LU,QI-LIN SHU et al.De⁃sign and analysis on kinematics of the lap-polisher with planetmovement for Optical fiber end-face[J].Int J Adv.Manufacture Technology,2010(50):651-658.
[9]孟庆闯,孙建章,吕玉山.光纤连接器端面抛光计算分析[J].沈阳理工大学学报,2007,26(6):47-69.
第一作者简介:高 绮,女,1962年生,辽宁沈阳人,硕士,副教授。研究领域:电子通讯产品的抛光加工技术和SPM等超精密仪器的防音及防振技术。已发表论文11篇。
(编辑:向 飞)
Measures to Improve the Working Performance of the Silicon Metal Crusher
YU Jian-ming
(Quzhou Gengtai Mechanical Industry Co.,Ltd.,Quzhou324000,China)
VSM series silicon metal crusher is mainly used in the production of early photovoltaic products.Silicon metal is produced by these major energy-consuming devices.To get a good product size distribution,so as to prolong the usage life of equipment is the main consideration and focus in production enterprises.Through silicon metal material performance and mill itself improvement,as the end of the line speed of the blades,blade thickness,the inlet structure,gap of liner with blade and abrasion resistance of equipment,these parameters were comprehensive optimized.Experience data was added to determine the basic parameters of the mill.The result demonstrates that discharge rates precisely were designed and improved,while the unit cost of energy conclusions was reduced.
safety;low cost;efficient;high quality silicon powder processing;Silicon metal powder production technology
TH132.41
A
1009-9492(2014)09-0135-03
10.3969/j.issn.1009-9492.2014.09.037
余建明,男,45岁,浙江开化人,大学本科,高级工程师。研究领域:提升机、输送机、粉碎机等产品的设计、开发、生产。已发表论文1篇。
2014-03-12
猜你喜欢
矿山机械(2022年8期)2022-09-01
重型机械(2020年3期)2020-08-24
中国矿山工程(2019年5期)2019-10-28
有色设备(2019年3期)2019-07-16
制造技术与机床(2018年10期)2018-10-13
山东工业技术(2018年5期)2018-03-10
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
工业设计(2016年4期)2016-05-04
设备管理与维修(2016年6期)2016-04-09