基于激光再制造技术的发动机曲轴修复技术研究
2014-03-01 08:36谢颂京
装备制造技术 2014年4期
谢颂京
(浙江经济职业技术学院,浙江 杭州 310018)
基于激光再制造技术的发动机曲轴修复技术研究
谢颂京
(浙江经济职业技术学院,浙江 杭州 310018)
介绍了激光再制造技术的原理、方法及其在球墨铸铁曲轴修复中的具体应用,通过对再制造发动机曲轴的具体方法研究,找出适合球墨铸铁曲轴修复的再制造工艺,并且研究了曲轴修复后涂层的组织和性能、摩擦磨损性能,结果表明,通过适当的再制造方法对曲轴进行修复,可以得到满意的制造表层组织和性能,有效延长曲轴的使用寿命。
激光再制造;发动机曲轴;显微硬度;磨损
再制造技术是把达到使用寿命的产品通过修复或技术改造使其达到甚至超过原型产品性能的加工过程[1]。再制造技术符合我国循环经济思想和可持续发展的要求,再制造对节能、节材、保护环境的意义更加突出,地位和作用不断提升。激光再制造是一种新兴的再制造技术,与其他修复技术相比,激光再制造是一种全新的先进修复技术,它集成了高能束技术、先进数控和计算机技术、CAD/CAM技术、光电检测控制等技术为一体的先进制造技术[2~3]。由于该技术具有对基体损伤小、修复精度高、性能优异和修复尺寸不受限制等优点,能够满足高精度、高性能零部件的修复要求。
发动机是汽车的核心部分,为汽车提供动力。而曲轴是发动机的重要零部件,把活塞的往复运动转化为曲轴的旋转运动。曲轴也是发动机零部件价格较贵的部件,在发动机运行时,曲轴所受的力不断变化,因此会使曲轴轴颈发生不均匀磨损,另外由于润滑系中的杂质及润滑故障,轴颈会产生划痕、磨粒磨损等失效形式[4~6]。
本研究是为了延长发动机曲轴的使用寿命,采用激光再制造技术对摩擦磨损等失效的曲轴进行修复,以达到继续使用的目的,有效提高曲轴的硬度和耐磨性等。
1 试验材料与方法
1.1 实验材料
试验用基体材料为QT700,其化学成分(质量分数wt%)为:C(3.08-3.3),Si(2.49-3.13),Mn(0.55-0.61),其余为Fe,加工成尺寸为Φ50mm×10mm圆片形,再制造材料选用Ni45自熔性合金粉末,其成分见表1,粉末粒度范围均为-150~320目。为减小熔覆层的摩擦系数,在Ni45粉末中添加钼粉,所用的钼粉纯度为99%。

表1 Ni45合金的成分(w t%)
1.2 试验方法
试验系统由2 kW光纤激光器、四轴数控系统组成。激光功率为1~1.5 kW,扫描速度为5~8mm/s,采用送粉方式,氩气保护。再制造材料为Ni45+1%Mo和Ni45+5%Mo(均为质量分数)合金粉末。实验前对粉末真空烘干,去除水分,将称量好的混合粉末置于研钵中,研磨至少5分钟,以使粉末混合均匀。为模拟曲轴的工作情况,将球墨铸铁浸在机油中72小时,取出后进行表面脱脂、去除油污、除锈等过程,使试样表面洁净、呈现出金属光泽。
激光再制造后,将试样沿垂直于扫描方向线切割,截取的试样横断面经研磨抛光后用王水(30%HNO3和70HCl)腐蚀,用显微镜观察显微组织,用扫描电镜附件能谱仪(EDS)对涂层中的相进行成分分析,用DHV-1000数字显微硬度计测试样品显微硬度。
2 试验结果与讨论
2.1 再制造合金涂层宏观形貌
从图1中可见,激光再制造涂层在结构上分为熔化区、结合区和热影响区,激光熔覆层没有裂纹、气孔,涂层与基体整体几何紧密,形成了良好的化学冶金结合,靠近表面区域呈现出典型树枝状结构,熔化区下部为树枝状晶体结构。

图1 QT700激光再制造合金涂层显微组织(×400)
在激光再制造过程中,成分相同的情况下,合金熔化区的结晶形态取决于形核条件,即结晶方向的温度梯度与晶粒生长速度的比值(G/V)。在合金涂层的表面,由于与大气接触,熔池的冷却速度较快,所以形成的过冷度也大,容易形成树枝晶,而在熔化区的底部,熔池的液态金属与冷基体直接形成传导方式散热,金属导热系数比较大,冷却速度快,故温度梯度很大,结晶速度小,在涂层和基体结合处形成树枝状生长。从图1(a)可以看到涂层和基体结合带是一个呈现不光滑的结合界面,这是由于在气体保护下,加速速度比较快,熔池容易出现波动,形成相互重叠的结合区。
图2为激光再制造多道搭接过程中,由于激光束在试样上小面积范围内连续反复加热,使激光辐射时间对于单道融入而易造成试样的热饱和,从而使基体温度高于单道再制造。在激光功率相同的条件下,多道搭接的基体将被较多的熔化,更多的基体元素参与到熔池中,使得基体元素对涂层的稀释作用加大。多道搭时,熔池中必然要有一部分已凝固的熔道和待熔涂层一起参与新的熔覆过程。一方面影响熔池的能量吸收,进而影响熔池的能量的对流;另一方面,由于已凝固的熔道与涂层的合金粉末之间在成分、黏度和密度上的差别,会影响熔池中的传热和传质,从而影响到熔体的对流运动,进一步造成熔覆区的宏观成分偏析。

图2 多道搭接显微组织结构(×100)
2.2 涂层的显微硬度
图3为Ni45+1%Mo合金涂层的显微硬度分布曲线。从图中可以看出,从涂层表面到基体两种涂层的显微硬度均呈逐渐降低,变化趋势是相同的,而且都呈台阶式分布。这是激光再制造涂层硬度分布的特点。涂层硬度比基体高的原因在于涂层中含有大量的钼元素合金成分,相比于基体显微硬度提高了约2倍。
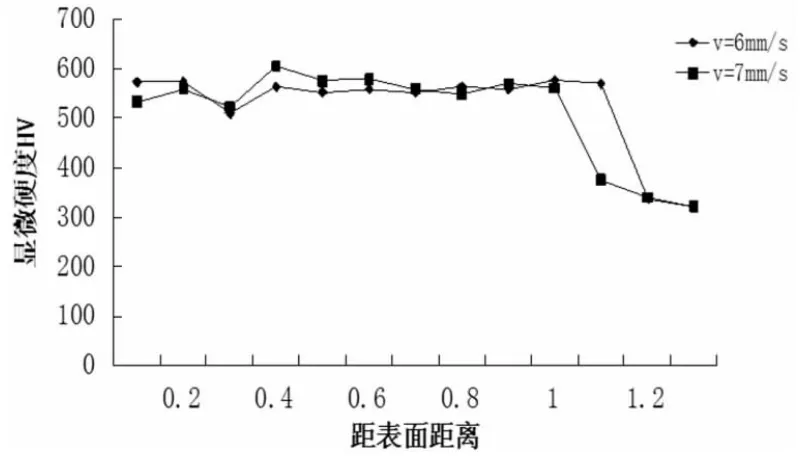
图3 涂层硬度分布曲线
2.3 磨损性能
在WM-2005摩擦磨损仪上进行摩擦磨损实验,摩擦磨损曲线如图4(a)、图4(b)图所示。从摩擦磨损曲线中可以看出,熔覆层摩擦系数比基体磨损摩擦系数大,但是同样条件下,熔覆层磨损情况为:磨损前6.310 7 g,磨损后 6.310 6 g,基体:磨损前 6.248 9 g,磨损后6.240 3 g,熔覆层的磨损失重比较小,说明熔覆层的耐磨性能好,能满足曲轴的使用性能要求。

图4 涂层和基体摩擦磨损曲线
3 发动机曲轴再制造工艺
采用通过试样和圆棒实验验证的工艺参数,在实际曲轴上进行激光再制造,工艺过程为:装夹曲轴→确定曲轴激光再制造部位→清洗曲轴→确定工艺参数→侧向送粉激光再制造,最后在专用机床上进行磨削加工,使用探伤剂进行探伤再造成,试样表面光洁无裂纹,能满足装机要求。
4 结束语
发动机曲轴表面经过激光再制造后,表面涂层没有裂纹、气孔,涂层与基体结合紧密,形成了良好的化学冶金结合。表面涂层的硬度测试说明了涂层的硬度约为基体硬度的2倍。经过摩擦磨损测试,表面涂层的耐磨性得到了很大的提高,因此激光再制造技术是一种先进的再制造方法,在被磨损零件的修复上可以通过增加涂层然后进行磨削加工,使发动机曲轴的表面性能满足使用要求,并延长了曲轴的寿命,有效节约了资源,提高了经济效益。
[1]徐滨士.中国再制造工程及其进展[J].中国表面工程,2010,23(2):1-6.
[2]朱 胜,姚巨坤.激光再制造工艺与技术[J].新技术新工艺,2009(8):1-3.
[3]杨洗尘,李会山,刘运武,等.激光再制造技术及其工业应用[J].中国表面工程,2003,61(4):43-47.
[4]李养良,潘 东,甘春飞,等.QT-500球墨铸铁表面激光熔覆镍基合金的组织与性能[J].金属热处理,2012,37(2):106-109.
[5]高为国,刘金武,易际明,等.热喷涂技术及其在球墨铸铁曲轴修复中的应用[J].湖南工程学院学报,2004,14(4):27-29.
[6]黄邦戈,陆宇衡,谢德锦.发动机曲轴再制造工艺研究[J].装备制造技术,2011(5):10-11.
Laser Remanufacturing Technology and Its App lication in Restoration of Nodular Cast Iron Crankshaft
XIESong-jing
(Zhejiang Technical Institute of Economics,Hangzhou Zhejiang 310018,China)
This paper introduces the principles and methods of the technology of laser remanufacturing.And specific application in the restoration of nodular cast iron crankshaft.by studying the specificmethod of the restored workpiece for lasermanufacturing,the technology of lasermanufacturing for restored crankshaft ofmodular cast iron have been found.The organization,properties and frictional wear of laser remanufacturing coating for restored crankshaft of nodular cast iron are also studied.The result shows that the restoring crankshaft of nodular cast iron by using the method of laser remanufacturing can get satisfactory and organization,and the performance and the service life of crankshaftare effectively prolonged.
laser remanufacturing;crankshaft;micro hardness;wear
TG174.4
B
1672-545X(2014)04-0146-02
2014-01-07
谢颂京(1977—),男,山东曹县人,讲师,研究方向:先进制造技术。
猜你喜欢
广州化工(2022年20期)2022-12-01
上海金属(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
东北大学学报(自然科学版)(2020年10期)2020-10-19
装备制造技术(2019年12期)2019-12-25
中国材料进展(2019年5期)2019-07-20
制造技术与机床(2019年4期)2019-04-04
物理学报(2019年4期)2019-03-16
制造技术与机床(2017年5期)2018-01-19