发动机缸体加工定位误差分析
2014-03-06 07:11毛护国
机电信息 2014年6期
毛护国
(华中科技大学,湖北 武汉430074)
0 引言
缸体作为发动机的核心部件之一,其加工精度直接影响着发动机的工作效率和性能。目前大部分汽车发动机缸体生产中普遍采用一面两销定位方式进行加工,而针对一面两销定位方式的误差分析大部分都只考虑一面两销定位产生的误差或只单独考虑缸体底面与支承面的接触误差,本文通过引入误差映射模型对缸体加工中一面两销的定位方式进行误差估计,全面地考虑了一面两销定位中各定位元件产生的误差对最终缸体位姿的影响,在实际加工中对提高缸体生产效率和加工精度具有很好的实践意义。
1 误差映射模型建立
如图1所示,建立1个固定在工件上的坐标系{W}作为参考坐标系。{G}和{Li}分别是全局坐标系和固定在第i个定位元件上的局部坐标系。

图1 夹具坐标系示意图
工件和第i个定位元件之间的接触点可用下式等价表示:



2 一面两销定位误差计算
2.1 相关坐标系的建立
缸体加工中一般以精加工底面为支承面,底面上加工2个销孔以形成一面两销定位方式(图2),底面支承面上取3个支撑点限制(z,α,β)3个自由度,圆柱销1限制x、y2个自由度,削边销2限制γ1个自由度,从而实现完全定位。
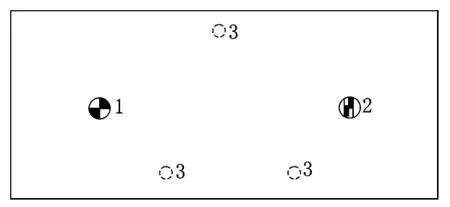
图2 一面两销定位示意图
2.1.1 工件坐标系的建立
以四缸发动机缸体为例,选取缸体顶面中心点,即缸体顶面第1、4个缸中心线中点为原点,建立工件坐标系{W},如图3所示。
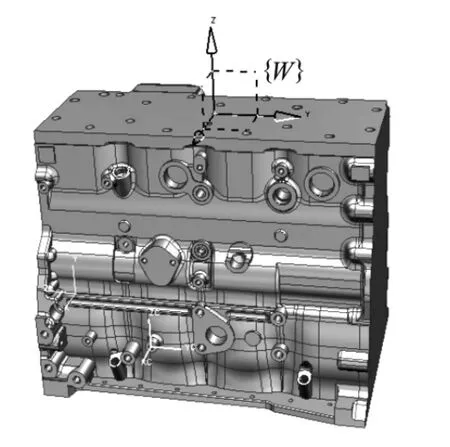
图3 工件坐标系示意图
2.1.2 定位元件坐标系的建立
3个底面支撑点的坐标系选取与缸体底面接触的3个点r1、r2、r3为定位元件的坐标原点,坐标系姿态与工作坐标系相同,如图4所示。
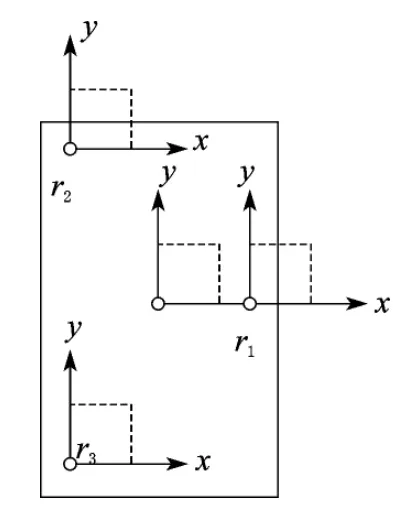
图4 r1、r2、r3 坐标系
圆柱销与缸体底面圆柱销孔接触点设为圆柱销底面圆心、圆柱销限制工件在x、y2个方向的自由度,则r4、r5(坐标相同)在工件坐标系{W}中的坐标为(0,-220,-412.978);对应的n4、n5分别为(1,0,0)、(0,1,0);对应地,削边销与缸体底面孔接触点r6在工件坐标系{W}中的坐标为(0,220,-412.978),n6=(1,0,0),如图5、图6所示。
2.2 数据计算

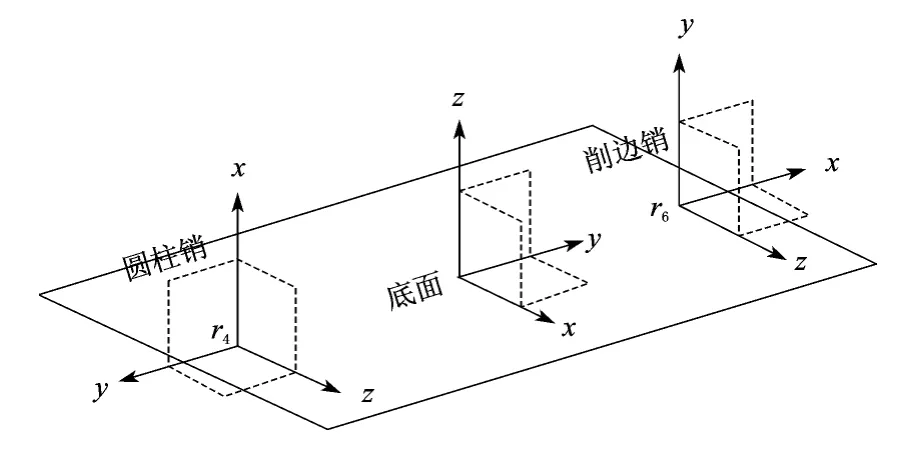
图5 r4、r6 坐标系

图6 r5坐标系
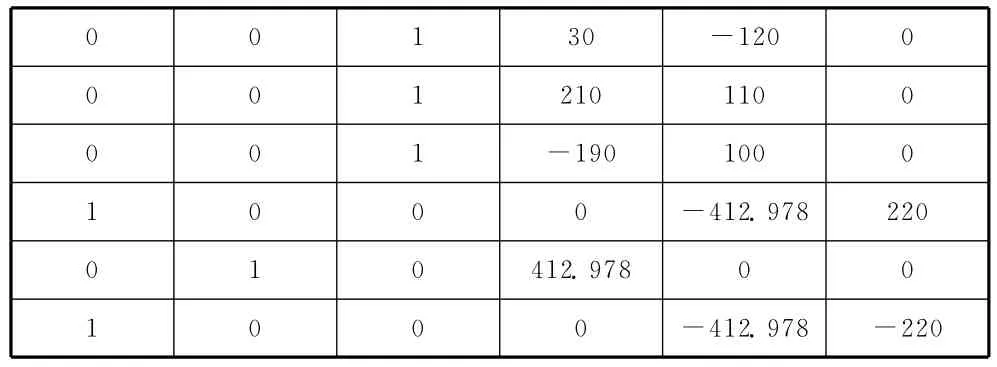
表1 WL值
显然定位矩阵WL为满秩矩阵,即一面两销的定位方式为完全定位。
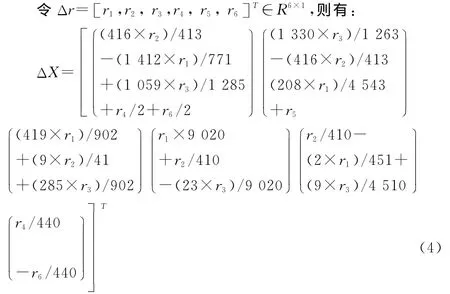
通过测量得到了一组数据:Δr=[-0.00340.0027-0.0017 -0.01310.00670.0238]T∈Rm×1。
通过式(4)可以求得缸体的位姿:ΔX=[0.01280.0024-0.00150.00000.0000 -0.0001]T,ΔX 中前3项为缸体的位置误差,后3项为缸体的姿态误差,分别为缸体绕坐标系{W}中x、y、z轴所转过的角度。
3 一种有效提高加工精度的方法
在实际加工过程中,为提高定位精度可给工件施加一个垂直于两定位销的横向力,使定位销与定位孔作单边接触,这样的好处是可以提高定位精度,极大地减小 ΔX=[x,y,z,α,β,γ]T中γ的值,即工件绕z轴的转向误差。但同时夹具多次装夹后可能产生变形而影响定位精度,但在如发动机缸体气缸孔的精加工等关键工序中可以应用这种方法以提高缸体的加工精度。
4 结语
缸体实际加工过程中,给定定位元件的公差Δr,可以估计工件的位置和姿态误差ΔX,可通过多组数据对一批工件的装夹定位误差进行估计,在缸体加工过程中补偿夹具定位产生的误差,从而提高缸体加工精度。反过来,当给定工件的位姿精度要求,通过式(4),结合夹具定位元件设计要求,也可估算出定位元件的公差等级,给定位元件尺寸设计提供参考。
[1]秦国华,张卫红.机床夹具的现代设计方法[M].北京:航空工业出版社,2006
[2]Caihua Xiong,Han Ding,Youlun Xiong.Fundamentals of Robotic Grasping and Fixturing[M].World Scientific,2007
[3]茅志玉.“一面两销”定位时的定位尺寸设计[J].机械与液压,2011(12)
[4]刘雯林,熊蔡华.夹具的定位误差模型[J].华中科技大学学报:自然科学版,2003(7)
猜你喜欢
小学生学习指导·高年级(2022年2期)2022-02-16
小学生学习指导(高年级)(2021年6期)2021-06-19
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2017年10期)2017-11-28
中国铸造装备与技术(2017年3期)2017-06-21
机电产品开发与创新(2014年6期)2014-03-11