陶瓷静电粉末喷涂新技术的研发
2014-03-18 02:32孟永德吴云影蔡锋盛
江西化工 2014年3期
孟永德 吴云影 蔡锋盛
(1.韩山师范学院,广东 潮州 521041;2.潮州市加佳陶瓷制作有限公司,广东 潮州 521000)
一、液体施釉工艺
在日用陶瓷制作过程中,施釉工艺是非常重要的环节之一。通过对成型的陶瓷坯体表面施以釉浆,不仅赋予陶瓷平整光亮的釉面,而且可以提升陶瓷制品的美观欣赏价值。传统的液体施釉工艺主要有蘸釉、荡釉、浇釉、刷釉、洒釉、轮釉等七种方法,依据坯体的形状、厚薄,采用相应的施釉方法。其中,最基本的施釉方法是先将坯体浸入釉浆中,静置片刻后取出。利用坯体的吸水性,使釉浆均匀地附着于坯体表面。釉层厚度由坯体的吸水率、釉浆浓度和浸入时间决定。随着我国社会经济的发展和人民生活水平日益提高,人们对陶瓷行业的环保问题和能耗等问题提出了更高的要求。但是,传统的施釉工艺并不能满足人们的要求,主要是因为存在如下缺陷:(1)人们为使陶瓷产品的外观色彩丰富靓丽,在制作过程中,大量使用有机原料,这样不仅引起环境污染,而且危害人体健康;(2)陶瓷烧成产品,需要经过高温烧结工艺,因而造成燃料损耗升高;(3)材料的利用率低;(4)陶瓷制成品的良品率低。因此,在日用陶瓷制作过程中,开发低能耗,绿色环保的施釉新工艺,提高原材料的利用率和陶瓷制品的良品率就显得非常有必要,而且具有重要意义。
二、静电粉末喷涂技术
该工艺完全摒弃传统的施釉做法,采用新材料、新工艺,在坯体瓷泥和粉末两方面进行研究试验,成功开发出适合于喷彩的静电粉末喷涂技术。与液体施釉工艺相比,静电粉末喷涂技术的优点是:(1)绿色环保,无废水废气产生;(2)釉料烧结温度低,节省能源;(3)原材料利用率和陶瓷良品率高。目前,在国内尚未有其他企业能研发成功此技术并予以运用,发展前景相当可观。
1.坯体瓷泥配方和粉末涂料
通过实验发现,在瓷泥配方中(表1),添加一定比例的硅藻土,在静电粉末喷涂过程中,可以提高坯体的导电性和对静电粉末的吸附能力。这是由于硅藻土中含的有机物质,在烧成过程中,有机物质分解挥发,在产品中生成大量气孔,导致产品具有较大的比表面积和吸水率。瓷泥通过研磨,过筛,与色料混合等工序,所得粉末颗粒细微、均匀。在静电作用下,粉末均匀的吸附在坯体的表面。

表1 瓷泥成分及重量配比
2.技术路线和工艺流程
技术路线:①按上述比例制成陶瓷瓷泥,经成型制成陶瓷胎体之后,不经施釉便进行素烧,烧制温度为950-1180℃,经素烧后的陶瓷胎体吸水率控制在16-28%;②将陶瓷胎体置放在空气温度为10-40℃的环境下,置放0.5小时以上,将陶瓷胎体挂在带电的金属钩上通电,电流为85-90毫安;③用枪将经导电处理的粉末涂料喷向带电的陶瓷胎体,粉末涂料均匀地吸附在陶瓷胎体表面;④将吸附有粉末涂料的陶瓷胎体吊放于窑炉内加热10-40分钟,温度控制在150-180℃;⑤将加热后的陶瓷胎体出炉自然冷却,制得产品。

图1 工艺流程
3.原材料利用率
静电粉末喷涂技术,选用合适的粉末回收装置,静电粉末通过回收再用,原材料利用率可高达99%以上(图2)。
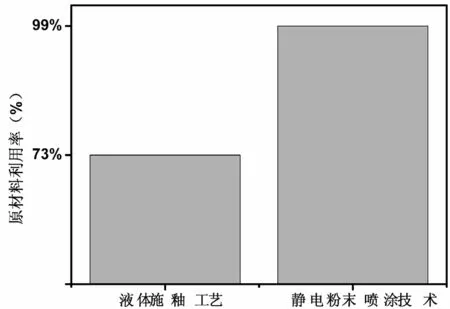
图2 不同工艺原材料利用率
4.釉料烧结温度
静电喷涂技术中,釉料烧结温度低。这是由于坯体具有较大的比表面积,对粉末产生较强附着。另外细微的粉末具有较大的表面能,有利于降低烧结温度(表2)。
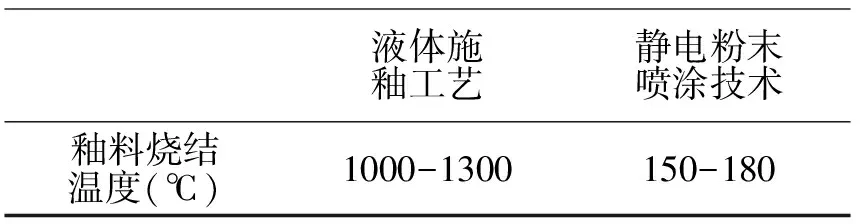
表2 釉料烧结温度比较
5.良品率
与液体施釉工艺相比,采用静电粉末喷涂技术,粉末均匀吸附在坯体的表面。干粉釉面经烤烧,熔融固化后,形成稳定平整光亮的永久性的装饰釉面,烧成产品规整度好,质量稳定、良品率高(图3)。

图3 不同工艺产品的良品率
6.经济效益
我们以某一个产品进行比较分析,即以一吨瓷泥能生产出900只18"中温色釉陶瓷古凳,运用粉末喷涂技术与运用传统施釉技术的经济效益比较,详见下表(表3)。

表3 经济效益比较
从上表分析,每消耗一吨瓷泥,采用粉末喷涂技术,可以节约生产成本9252元,减少产生陶瓷废品117只。由此可以推断如果在全市全省或全国范围内运用此技术来生产同类陶瓷所产生的经济效益是如此惊人。所以,研究推广静电粉末喷涂技术的意义重大。
三、结论
与液体施釉工艺相比,粉末静电喷涂新工艺具有绿色环保,能耗低,经济效益高的优点。其发展前景相当可观。
[1]吕鹏程,静电粉末喷涂工艺实施,电镀与涂饰,1989,2,36-39.
[2]成先之,张国钧.静电粉末喷涂综述,工程建设与设计,1982,3,7-13.
[3]过孝瑚,齐家珍.浅评粉末静电喷涂的工艺性,电工技术杂志,1991,2,41-48.
[4]刘宏,胡彩玲,刘碧雄.铝型材粉末涂料静电喷涂固化工艺过程的分析,涂料工业,2014,3,64-67.
猜你喜欢
轮胎工业(2022年7期)2022-11-25
佛山陶瓷(2022年3期)2022-04-03
陶瓷学报(2021年4期)2021-10-14
佛山陶瓷(2021年1期)2021-03-02
机械工程与自动化(2020年3期)2020-06-22
轮胎工业(2020年11期)2020-03-01
佛山陶瓷(2019年9期)2019-12-02
青年生活(2019年6期)2019-09-10
佛山陶瓷(2018年6期)2018-09-14
佛山陶瓷(2017年8期)2017-09-06