
浅析低压转子裂纹缺陷修复
2014-03-24 07:39
中国新技术新产品 2014年3期
(四川华电内江发电厂,四川 内江 641005)
浅析低压转子裂纹缺陷修复
李 南
(四川华电内江发电厂,四川 内江 641005)
本文分析了低压转子裂纹缺陷的检查方法及结果,对低压转子裂纹修复及改造方案进行了探讨。
低压转子;应力腐蚀裂纹;修复
1 概述
金属部件在应力和特定的腐蚀性介质共同作用下,被腐蚀并导致脆性破裂的现象,被称为应力腐蚀破裂。超临界机组应力腐蚀主要发生在2Cr13钢制低压叶片上,其断口形貌呈颗粒状,微观形态是晶界裂纹,断面上有滑移台阶,并有细小腐蚀坑。该腐蚀的应力是由于汽轮机高速转动产生的离心拉应力和叶片的载荷所致。汽轮机由于在开停机过程中,离心应力会发生变化 ,在极低的应力情况下也可能发生应力腐蚀破坏。
某电厂3号机组为超临界汽轮发电机组,主、再热汽温度537.8℃。在大修检查中发现两个低压转子存在着应力腐蚀裂纹,低压B转子的第2级部分围带,已经外移接触到了静止隔板,给机组的安全运行造成了威胁。
2 检查方法及结果
在3号机组大修中,对低压转子进行了无损探伤检查(NDE),在第2级和第3级叶轮轮缘的楔形榫部位采用超声波(UT)探伤。检查结果多项指标表明两个低压转子存在着应力腐蚀裂纹。虽然探伤范围只限于第2级和第3级,但低压转子各级都存在着不同范围和程度裂纹见图1。另一个较严重的问题是:低压B转子的第2级部分围带,已经外移接触到了静止隔板。
在低压汽轮机中,干-湿相变区域是典型应力腐蚀开裂区域。正常运行中,第2级湿度极小,该级楔形榫的应力腐蚀开裂趋势有限。
同时该厂还采用磁粉探伤(MT)复查裂纹的深度和长度。为证实低压B转子的UT检查结果,拆卸了转子锁口叶片,以确定裂纹的位置和范围。打磨后发现第2级叶轮靠近锁口的中部棱边和顶部棱边裂纹在圆周上成一线分布。
在低压B转子第3级靠近锁口处中部和顶部棱边,对探伤指标第8和第10项的位置进行彻底打磨后,应力腐蚀裂纹清晰可见。
对低压A转子第3级也进行UT探伤,在第3级底部棱边出现的问题最严重。经打磨后MT探伤显示,裂纹最大深度为1.42cm,长6.35cm。
3 修复方案
对两个转子楔形榫的应力腐蚀裂纹,从短期和长期上考虑,修复方案如下:
a.不处理。
b.将锁口叶片直接用销子连结到叶轮上,以减少锁口裂纹区域的荷载。

图1 低压汽轮机转子应力腐蚀裂纹

图2

图3 楔形榫区域的有限元模型图
c.采用钛合金叶片降低载荷。钛合金重量比普通钢轻43%,更换叶片会引起转子的质量不平衡,但却可以减少载荷。
为选择方案,采集了详细的楔形榫的断面几何数据,并构建了第3级楔形榫有限元模型,也是楔形榫裂纹轨迹法向计算应力,见图2。当额定转速1800r/ min时,远离锁口处的应力分布垂直于裂纹平面。该图也可作为叶根有限元模型,类似在顶部,中部和底部棱边位置,叶片到叶轮的负荷转移,但两者之间处于无间隙或微小间隙。由图2可见,裂纹的法向应力与裂纹的深度存在着一定的关系。
在修复中,首先评估了该转子的残余寿命。评估的第一步是估算该级运行工况的温度和湿度。湿度是先决条件,除启、停机变工况情况外,应力腐蚀裂纹不会发生在稳定工况下的过热蒸汽状态。当楔形榫处于满负荷时,运行中的湿度就很容易使其产生应力腐蚀开裂。
然而,与预测的第2级入口处于干饱和蒸汽不同,低压3级并没有在运行期间处于湿态,这正好说明了第2级楔形榫的大量应力腐蚀裂纹和第3级锁口区域的裂纹较轻。采用软件模拟第3级楔形榫上每年1750h的运行时间,估算了三种修复方案的未来故障累计概率。
a.不处理方案。会导致锁口叶片在运行1年后故障概率非常高。
b.将锁口叶片直接用销子连结到叶轮上的方案。可以保证5年以上的运行时间内故障几率低于1%。
c.选择用钛合金叶片代替锁口叶片组的方案。可以保证10年以上故障率低于0.01%。
根据以上故障概率统计分析,决定采用方案3。
4 改造方法
为减少修理费用和修复时间,决定不改动叶轮上的其他叶片。但由于新、旧材质密度不同,较轻的叶片可能在轮盘上产生较大的质量不平衡,从而影响转子的振动。单根转子两个第3级楔形相位差正好180°,转动时会产生不平衡力矩,因此需要进行动平衡处理。而每根转子的两个第3级都改成钛合金叶片,也会使轮盘上总的不平衡量成倍增加。现有可添加平衡质量的平面低压1级和低压4级,不足以加平衡质量。为抵消钛合金叶片的质量减少引起的不平衡,在每轮盘5点和7点位置去掉了两块叶片。去掉了叶片需要对叶片组及围带进行评测,以判断叶片自身频率是否发生了改变。在低压A转子两个轮盘还存在着拉筋的问题,也需要随着叶片一同进行调整。由于去掉的两块叶片不能精确平衡钛合金叶片组的质量减少,因此每个转子在组装前先进行低速动平衡以减少残余不平衡量。两个转子允许的振动值必须保证通过临界转速和正常运行的工作转速。
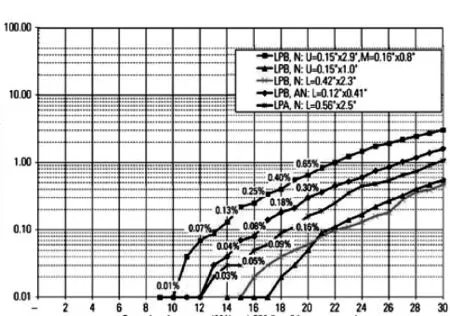
图4
因为根部更高的应力和蒸汽中更高的含水量,第2级比第3级更容易产生腐蚀应力裂纹。第2级叶轮楔形榫裂纹较大,需重新设计叶片,改变叶轮的楔形榫结构,同时采用钛合金叶片以减应力。为控制振动,对第2级叶片重新进行频率测试和优化调频。第2级的修复需要在原轮盘上重新加工楔形榫。首先拆卸下所有的叶片,打磨掉最深裂纹至裂纹根部,堆焊修复裂纹,然后重新加工。在第2级采用了长颈叶片,并在楔形榫径向几何尺寸进行改进,从而减小峰值应力,其目的在于:补偿长叶片改动造成的附加重量;减少几何尺寸结构造成的应力集中。这一改进可以降低峰值应力10%到15%。
转子另一侧也采用与第2级相同长颈叶片设计。为安装长颈叶片,在转子直径方向进行车削,减小转子直径,并加工新的加工楔形榫。同时设计的新叶片的自身频率远离运行转速。因为叶根部位发生了改变,所以需要考虑进行调频。通常在设计过程中,应考虑叶型比例,围带结构,缩放长度,叶片数量等参数。另一个设计的特点是采用上下双层围带链连接,取代了原有围带的双重设计。下部围带在组装时榫头部位留有间隙,上部围带则与楔头的上部紧密连接。这种结构增大了叶片振动阻尼,极大减轻振动,能抑制蒸汽流道激振引起的几种基本类型振动,并提高振动的安全度。
以往经验表明应力腐蚀裂纹通常首先发生锁口位置。为避免修复后应力腐蚀裂纹的再次发生,采用了5块钛合金叶片。由于钛合金叶片密度减少了43%,因而减少了叶轮的离心负荷。最后的修复工作还增加了转子现场低速动平衡,以保证汽轮机启动时平稳。
结语
整个低压转子修复工作历时35天,修复后该汽轮机一次性启动成功,振动值达到优良标准,整个修复效果令人满意。
[1]史美堂.金属材料及热处理[M].上海:上海科学技术出版社,1993.
[2]高压汽轮机检修[M].北京:水利电力出版社,1979.
TK26 < class="emphasis_bold"> 文献标识码:B
B
猜你喜欢
东坡赤壁诗词(2023年2期)2023-05-30
哈尔滨轴承(2020年2期)2020-11-06
考试与评价·高二版(2020年1期)2020-09-10
中国特种设备安全(2019年11期)2020-01-16
阅读与作文(英语高中版)(2019年8期)2019-08-27
中国自行车(2018年8期)2018-09-26
轴承(2018年6期)2018-07-22
四川冶金(2017年6期)2017-09-21
临床医药文献杂志(电子版)(2017年11期)2017-05-17
当代化工研究(2016年9期)2016-03-20
