
纤维滤棒成型机组布带纠偏装置的改进
2014-04-02 03:54申伟鹏
机械研究与应用 2014年4期
申伟鹏
(许昌烟草机械有限责任公司,河南许昌 461000)
0 引言
纤维滤棒成型机组是以二醋酸纤维素丝束为原料,集丝束开松、上胶和滤棒成型为一体的烟用滤棒生产设备。它由纤维开松上胶机和纤维滤棒成型机两部分组成[1],纤维开松上胶机从丝束包中提取丝束,将丝束开松、拉伸和消除卷曲,均匀喷洒上增塑剂后由输送喷嘴送到滤棒成型机。纤维滤棒成型机把经过开松机处理过的丝束在烟枪部件中用滤棒成形将其包裹成滤条,在切割系统中由刀盘切成一定长度的滤棒,再经过鼓轮传送将其输送到下游设备。
1 工作原理及存在问题
烟枪布带传送装置传送滤棒成形纸和卷起来的丝束使其通过烟枪,并对滤条的形成起辅助作用。如图1所示,烟枪布带传送装置由布带导辊、布带纠偏装置、布带张紧辊、布带轮、张紧气缸、布带等组成。布带是带动滤棒成型纸和丝束,配合烟枪使滤棒卷制成型的传动件。布带是环形纤维织物,布带的宽度取决于滤棒的直径。布带在布带轮带动下,在布带张紧辊、布带压辊、和布带导向辊的约束下,以烟枪底板槽面为导轨,呈环形循环运行[2]。布带运行的平稳性是影响设备正常卷制成型的一个重要因素。
布带通过烟枪时应尽可能对中运行,这样滤棒成型纸在胶水喷嘴处才不会发生摆动,布带中心到机身前侧面尺寸必须保持为80 mm[3]。布带跑偏有诸多原因,如传动导辊之间的轴线不平行、导辊表面不呈圆柱形、导辊两端的直径差异、表面加工缺陷、布带张力不稳定、布带与导辊之间的摩擦力分布不均匀等。
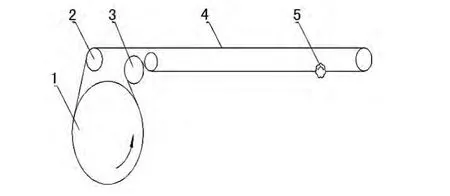
图1 烟枪布带传送示意图
布带纠偏轮对布带运行起导向作用,通过转动调节旋钮来实现布带在烟枪中的正确位置。纠偏轮表面设计有一环形凹槽,凹槽表面抛光并进行碳氮共渗处理来提高耐磨性能,凹槽宽度与布带宽度相当。如图2所示,当布带发生跑偏时,转动调节旋钮1,调节旋钮通过传动销2带动螺纹轴6转动。布带纠偏轮4通过轴承和挡圈安装固定在衬套组件5上,布带纠偏轮以衬套轴线为中心旋转。螺纹轴与衬套组件之间通过细牙螺纹连接,形成一个螺旋副[4]。衬套组件由于烟枪底座7上的导向销3的限制,不能进行旋转运动。所以当螺纹轴转动时,衬套组件只能沿导向销轴向方向前后移动。衬套组件带动布带纠偏轮前后移动,从而调整布带在烟枪中尽可能对中运行。调节旋钮顺时针旋转,调节布带向外。调节旋钮逆时针旋转,调节布带向机身方向。
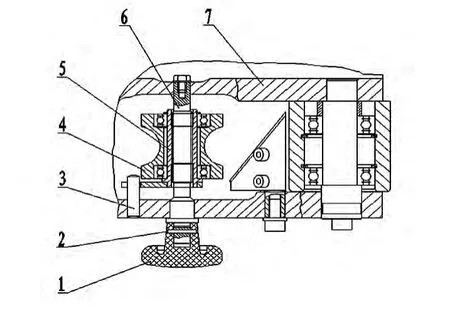
图2 改进前布带纠偏装置示意图
手动纠偏装置结构简单,能满足布带调整的需求,但是这种纠偏机构对操作人员要求有较高的操作技能,并且操作人员要定时关注布带的运行情况,否则布带跑偏就容引起生产的滤棒质量不合格甚至造成生产停机。为减少生产过程中的废品和原辅材料消耗,降低操作工的劳动强度,在手动纠偏基础上,通过控制程序实现从检测到纠偏一系列连续动作的自动处理。
2 改进方法
布带自动纠偏装置首先增设一套检测装置对布带的位置进行实时监控,并增加相应的电动传动装置形成布带纠偏的执行机构,最后再将检测装置和执行机构纳入电控系统进行自动控制。布带自动纠偏装置的工作原理:首先,当布带在传感器下方经过时,传感器检测布带实际边缘信息,并将检测到的信号传送给控制器。控制器判断布带实际位置与无偏移时的基准位置的偏差以确切其偏移方向和偏移量,然后发出相关的纠正信号给执行机构[5]。如图3所示。

图3 改进后的布带纠偏装置原理框图
该系统的传感器用的是超声波传感器[6],它针对透明和不透明的材料均能使用,在工作过程中不受外部光照的影响,对使用环境要求不高,能够适应各种恶劣的环境,精确到0.02mm的精度。在系统运行前定位基准位置,布带如果相对于基准位置发生偏移,便会遮挡住超声波传感器发出的超声波信号,传感器将位置变差信号转换为连续的电压信号,这样既能知道偏移的方向又能精确的测出偏移量的大小,电压信号经过隔离处理后,送入控制器。执行机构采用直流伺服电机,直流伺服电机在控制的精度,速度变换范围,低速性能等很多方面都优于其它电机。控制器采用全数字器件设计,支持开关信号和模拟信号转换,抗现场的静电,电磁干扰能力强,工作稳定。
如图4、图5所示,烟枪布带自动纠偏装置主要由伺服电机、传动轴、螺纹轴、布带纠偏轮、超声波传感器及控制系统等组成。通过超声波传感器对烟枪布带的运行位置进行准确测量。如果烟枪布带的位置和在控制系统中设定的有偏差,则控制系统通过伺服电机对烟枪布带位置进行调整。如果烟枪布带位置超出控制系统中设置误差范围,则通过控制系统发停机信息,设备停机。
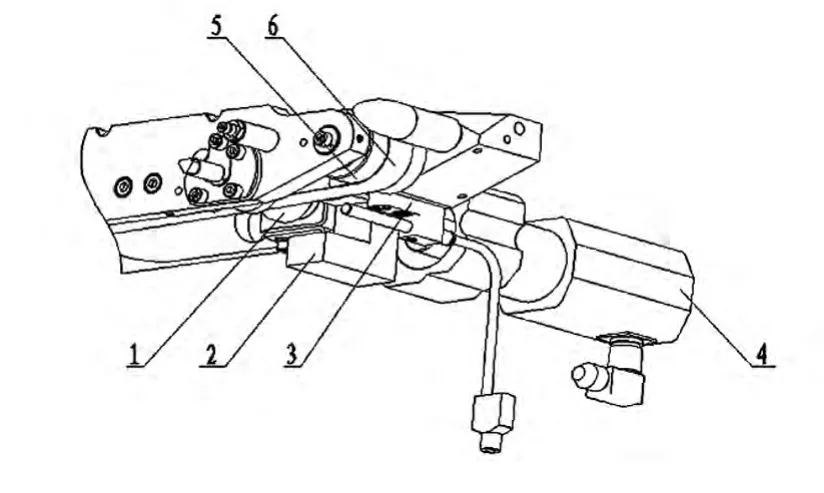
图4 改进后布带纠偏装置示意图
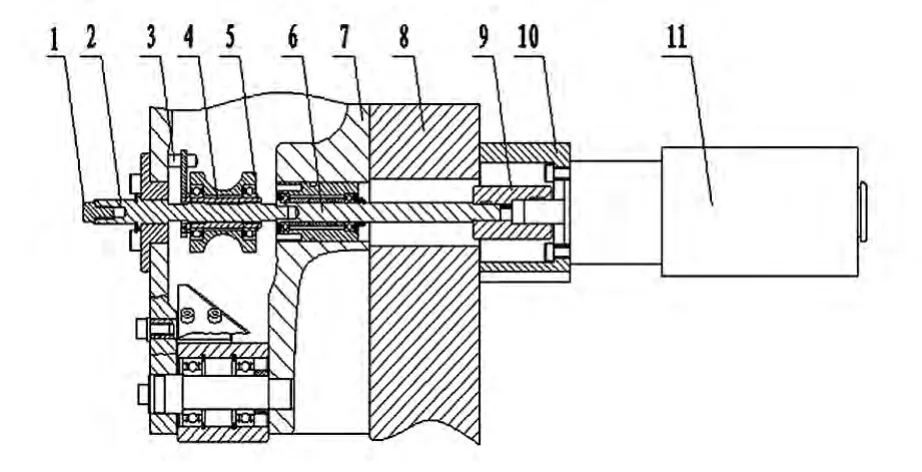
图5 改进后布带纠偏装置传动示意图
3 改进效果
本文设计的布带自动纠偏装置具有检测精度高、控制灵敏度高、抗干扰能力强的特点。该装置在纤维滤棒成型机的实际应用过程中能够实时有效地纠正布带跑偏的现象,保证布带的平稳运转,提高了设备的有效作业率,减轻了操作人员的劳动强度,降低了原辅材料的消耗量。
[1] 国家质量监督检验疫总局.GB/T18771.5-2002烟草术语第五部分:烟草机械[S].2003.
[2] 上海烟草机械有限责任公司.ZL22纤维滤棒成型机组机械操作手册[Z].1989.
[3] 许昌烟草机械有限责任公司.ZL26B纤维滤棒成型机组机械操作手册[Z].2006.
[4] 成大先.机械设计手册[M].第四版.北京:化学工业出版社,2004.
[5] 何林玲,王志辉.纤维缠绕过程中的自动纠偏控制研究[J].机械制造,2010(12):9-12.
[6] 蔡友发,郑惠群.高精度超声波纠偏控制系统的设计[J].工业仪表与自动化装置,2007(5):66-68.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
科技与创新(2020年16期)2020-11-29
科学与财富(2020年2期)2020-04-01
小小说月刊(2019年8期)2019-08-22
金山(2019年7期)2019-07-31
商品与质量(2019年36期)2019-04-15
阅读与作文(小学高年级版)(2016年11期)2016-12-10
湖南工业大学学报(2014年1期)2014-05-06
西北工业大学学报(2014年3期)2014-03-25
中国烟草学报(2012年1期)2012-04-09
