托盘式钢卷运输系统的应用
2014-04-02 03:54郭平,石磊
机械研究与应用 2014年1期
郭 平,石 磊
(1.中冶南方工程技术有限公司,湖北武汉 430223;2.中石油西南管道公司兰州输油气分公司,甘肃兰州 730000)
1 引言
相对于传统的步进梁和快速运送链方式,托盘式钢卷运输系统具有重量轻、运行平稳、设备维护方便、节能环保等诸多优势[1],在国内外得到越来越多的应用。目前,国内已有多条新建热连轧项目中采用了托盘式钢卷运输系统,取得了比较好的应用效果。这些项目中,卷取机出口无一例外采用双排辊道加横移装置解决运输线与卷取机的节奏匹配问题,占地空间较大。
目前,国内还有很多热连轧生产线为20世纪七八十年代引进的生产线和后来引进的国外淘汰的二手设备,钢卷运输系统比较落后,甚至还有部分立式钢卷运输系统,面临着运输线改造升级的问题。由于受到空间的限制,现有的托盘式运输系统不能直接应用到一些老旧运输线的改造项目中。
2 托盘-辊式运输系统的组成
托盘式运输系统主要由钢卷托盘和运输辊道组成。在运输线衔接位置设置有提升装置、旋转装置、横移装置等设备实现托盘的换向及回流。
2.1 辊道的布置方式
根据运输辊道的不同布置方式,可分为双层式运输方式和双排式运输方式[2]。
如图1(a)为双层式运输辊道,分为上下两层布置,上层辊道为重载辊道,用于运输载有钢卷的托盘;下层辊道为轻载辊道,用于运输卸完钢卷后的空托盘。
双排式运输方式辊道如图1(b)所示,为单层布置,一侧为重载辊道,用于运输承载托盘;另一侧为轻载辊道,用于运输空托盘。这两种布置形式各有优缺点。其中双层辊道占地面积较小,但基础比较深,下层辊道检修相对困难一些;双排辊道占地面积较大,基础比较浅。设备维护更方便。
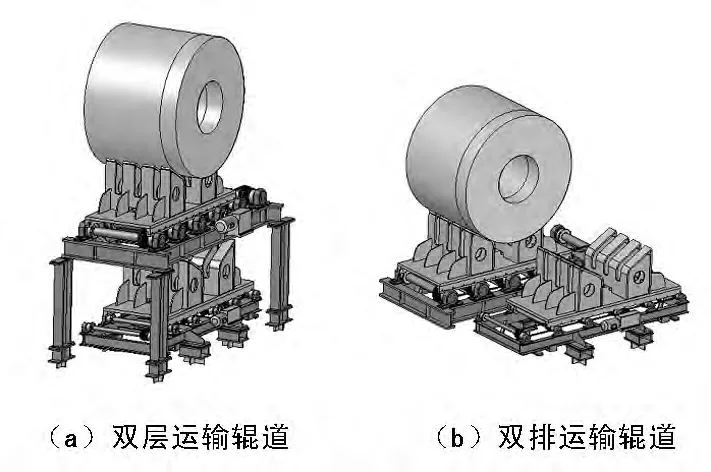
图1 双层与双排运输辊道的对比
2.2 托盘的接卷方式[3]
托盘式钢卷运输系统中,钢卷托盘在辊道上不断的循环运行,空鞍座在卷取机出口处接受由运卷车输送过来的钢卷,根据生产要求将钢卷运输到各个目的地,在目的地卸完卷后的空托盘则向相反的方向运行直至卷取机前等待下一次接卷。其中在卷取机出口处,目前的设计方式都采用了双排的布置方式,即空托盘首先沿着外侧的辊道返回,通过横移装置移送到内侧辊道上接卷。如图2所示。
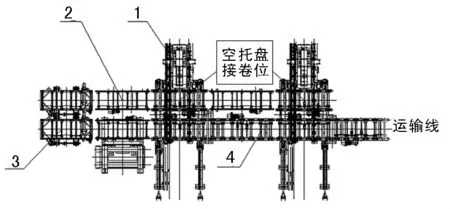
图2 卷取机出口辊道布置图
3 托盘式运输系统的应用
以国内某热连轧厂为例,原运输系统为立卷运输方式,设备运行节奏慢,故障率高,严重制约轧线设备能力的发挥。现需要对其进行升级改造,要求尽量减少基础改动量。同时要求保留原成品库的步进梁和运输链设备。
由于原步进梁基础比较深,宽度比较窄,如果采用双层辊式运输系统则正好与原旧设备基础比较吻合,将为项目的后期实施带来很大的方便。但其轧制中心线运输线的距离仅7.5 m,而通常的辊式运输线距轧制中心线距离均在10 m左右,空间太小,根本无法布置下双排的辊道。经多次方案优化,在卷取机出口采用了单排辊道的布置形式。与原步进梁和运输链衔接的地方采用了旋转升降辊道和横移小车。改造后的运输线布置如图3所示。

图3 托盘-辊式钢卷运输系统
该运输线全线采用双层运输辊道,上层辊道运输带钢卷的托盘,下层辊道反向运输空托盘,在运输线交汇的地方设置有旋转辊道、横移小车、提升装置、旋转提升辊道等辅助设备[4]。其工艺流程为:卷取机完成钢卷卷取后,由卸卷小车将钢卷运送到打捆位进行打捆;打完捆的钢卷由运卷小车运输到上层辊道的空托盘上,此过程中需要上层辊道的升降和下层辊道横移配合动作完成;载有钢卷的托盘按作业流程向不同的成品库运输;运输过程中,沿途钢卷被检查、打捆、称重和喷号;在旋转辊道上,托盘被改变运输方向;在提升辊道上和旋转提升辊道上,托盘被提升或下降到不同的运输标高,并实现托盘的旋转来配合步进梁的动作;卸完钢卷后的空托盘随提升辊道下降,进入双层辊道的下层辊道,返回地下卷取机处;下层的空托盘在卷取机前由提升装置提升到上层辊道,等待下一次接卷。
3.1 卷取机出口辊道
由于空间限制,在卷取机出口采用了单排双层辊道的布置形式。如图4所示。运卷车标高低于上层运输辊道的标高,空托盘接卷时需要下降600 mm的高度来适应运卷车的高度。同时,下层空托盘的运输辊道需要横移一定距离以避开运卷小车。上层辊道由液压缸驱动升降,下层辊道由齿轮电机驱动横移。整个接卷的过程相对复杂一些,各个设备的动作顺序有比较严格的连锁关系。

图4 卷取机出口辊道
3.2 旋转辊道
旋转辊道由双层辊道和旋转框架组成,如图5所示。布置在运输线的T形交汇处,可实现正反90°旋转,改变钢卷的运输方向。同时,下层返回的空托盘也在此改变方向。双层辊道和底座通过回转支撑连接,由齿轮电机驱动。
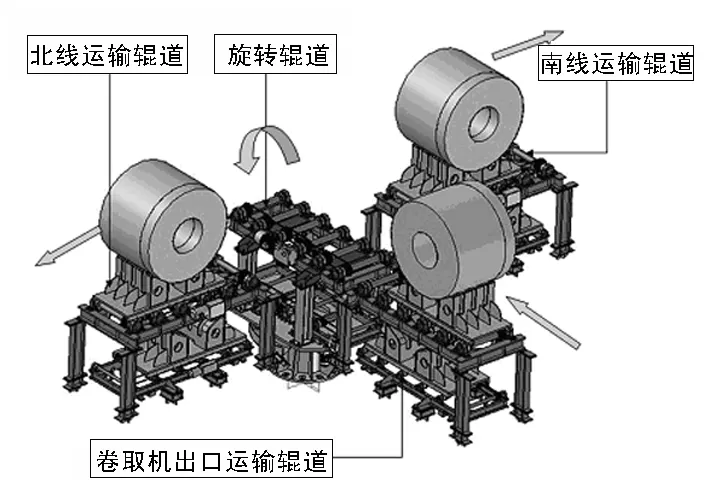
图5 旋转辊道
3.3 横移小车
横移小车由小车本体和平台组成,如图6所示。布置在运输线与运输链的交汇处。小车由齿轮马达驱动,在平台上行走。同时,小车带有液压缸驱动升降的C型钩。可将钢卷从托盘上提起,横移至运输链处并将钢卷平稳的放在运输链上。卸完钢卷的空托盘则由托盘升降装置下降至下层辊道,沿下层辊道返回。
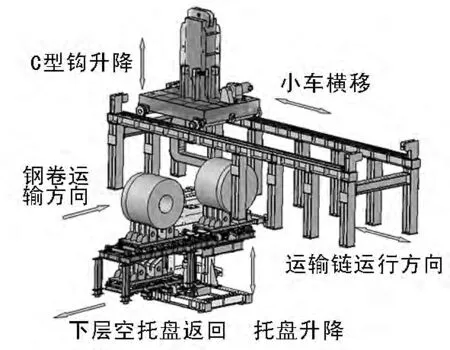
图6 横移小车
3.4 旋转升降辊道
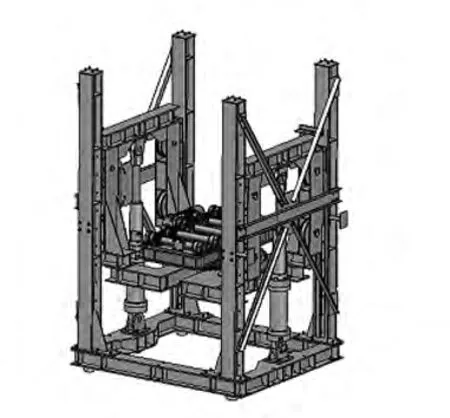
图7 旋转升降辊道
旋转升降辊道由单层辊道、升降装置及旋转装置组成,如图7所示。布置在托盘式运输线与步进梁的交接处,通过鞍座旋转90°实现钢卷的方向与步进梁物流方向一致,同时提升装置将钢卷提升到步进梁的设备标高处,并将卸卷后的空鞍座下降至双层辊道的下辊面标高处。该辊道升降由液压缸驱动,辊道的旋转通过齿轮马达驱动。
4 结语
将托盘式钢卷运输系统成功应用到老旧运输线的升级改造中。由于受到各种限制因素,对目前成熟应用的辊式运输系统进行了创新,解决了如何在狭小的空间内布置辊式运输线的难题。并结合现场的实际情况开发了旋转辊道、横移小车、旋转升降辊道等设备。
该项目投产后设备运行稳定可靠,故障率低,取得了预期的效果。目前国内仍有很多需要升级改造的钢卷运输系统,本项目的实施具有非常好的借鉴意义。
[1] 段春燕.新型钢卷运输系统简介[J].重工与起重技术,2010(3):10-13.
[2] 韦富强.首钢京唐公司热轧钢卷运输系统研究[J].轧钢,2007(24):36-40.
[3] 韦富强,李春生,何其佳.新型热轧钢卷运输系统研究[J].首钢科技,2007(5):12-17.
[4] 梁海涛,王爱军,张赵宾.托盘循环式钢卷运输系统设备技术[J].冶金设备,2006(5):68-70.
猜你喜欢
中国储运(2022年11期)2022-11-30
冶金设备(2021年2期)2021-07-21
设备管理与维修(2021年1期)2021-03-05
物流技术与应用(2020年4期)2020-05-06
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
测控技术(2018年9期)2018-11-25
设备管理与维修(2016年7期)2016-04-23
陶瓷学报(2015年4期)2015-12-17
新疆钢铁(2015年3期)2015-11-08