高刚薄壁注塑料 HPP1850 的开发生产
2014-04-13 02:33齐越飞刘淑娟史宾菊鞠万庆
当代化工 2014年7期
齐越飞,刘淑娟,史宾菊,鞠万庆
(中国石油抚顺石化公司乙烯化工厂,辽宁 抚顺 113004)
高刚薄壁注塑料 HPP1850 的开发生产
齐越飞,刘淑娟,史宾菊,鞠万庆
(中国石油抚顺石化公司乙烯化工厂,辽宁 抚顺 113004)
利用中国石油石化院自主研发的 PSP-01 聚丙烯催化剂在抚顺石化公司乙烯化工厂 90 kt/a 聚丙烯装置上进行高刚薄壁注塑料 HPP1850 的开发生产,共计生产合格产品约 650 t,本文对生产过程进行了全面系统的总结,用以指导今后的生产。
PSP-01 催化剂;高刚薄壁注塑料;聚丙烯
抚顺石化公司乙烯化工厂聚丙烯装置采用Basell公司 Spheripol-1 工艺技术。聚合反应系统采用的是二环一气,即反应系统由二台串联的环管反应器和一台气相流化床反应器组成。原设计生产能力为 60 kt/a,1992 年正式投料开车。产品为均聚物、无规共聚物 [乙烯含量为 3%~5%] 和抗冲共聚物[乙烯含量为 6%~12%] 三大类共 51 个牌号(均聚物 29 种、无规共聚物 6 种和抗冲共聚物 16 种)。2001年进行扩能改造,生产能力提高至 90 kt/a【1,2】。
中国石油石化院研发的 PSP-01 球型聚丙烯催化剂,与装置使用的聚合催化剂为同一类型催化剂体系【3】。通过对 PSP-01 催化剂的三次工业化应用,对 PSP-01 催化剂有了一定的了解,同时也积累了丰富的操作经验。
高刚薄壁注塑料主要应用于 DVD 包装盒、快餐饭盒等,目前国内的市场容量约 40 万 t/a,主要国产牌号为 H9018(兰港石化)、K1840/K1860(燕山石化)、1450T(台塑宁波),大量产品主要依赖进口。这些产品的熔体流动速率为 45~60 g/10min,弯曲模量大于 1 600 MPa,生产控制主要采取氢调法加增刚成核剂实现,操作难度增加,同时由于使用成核剂使得产品的成本略有上升,但是产品的市场售价高于普通产品,两项相抵后薄壁注塑专用料每吨可增加效益 200 元左右。鉴于这种情况,乙烯厂聚丙烯车间与中国石油石化院及抚顺公司研究院进行合作,通过技术攻关,完成了高刚薄壁注塑专用料HPP1850 的生产。
1 HPP1850 产品指标的确定
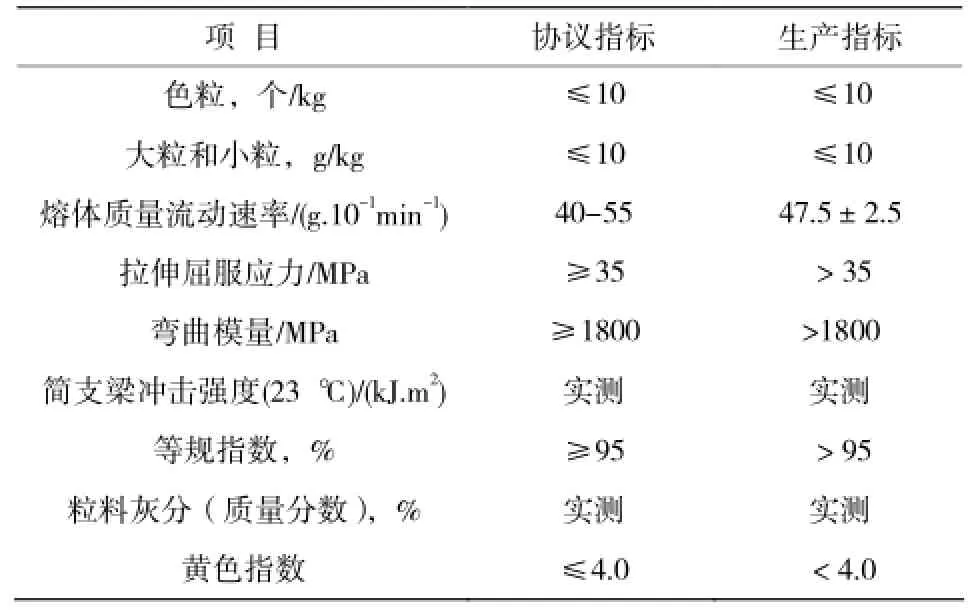
表 1 HPP1850 产品指标Table 1 Specification of grade HPP1850
根据中国石油石化院对高刚薄壁注塑产品的研究成果,结合市场调研中产品使用用户的意见和建议,以兰港石化的 H9018 为对标产品,制定了此次生产的具体指标,其中熔体流动速率和弯曲模量作为关键指标进行控制,熔体流动速率指标控制在40~55 g/10 min,弯曲模量要求大于 1 800 MPa。具体指标如表1。
2 生产用原料及三剂
聚合级丙烯及氢气:烯烃厂乙烯装置
主催化剂:PSP-01 中国石油石化研究院
三乙基铝:营口向阳公司
给电子体:天津京凯化工公司
挤压造粒添加剂配方如表2。
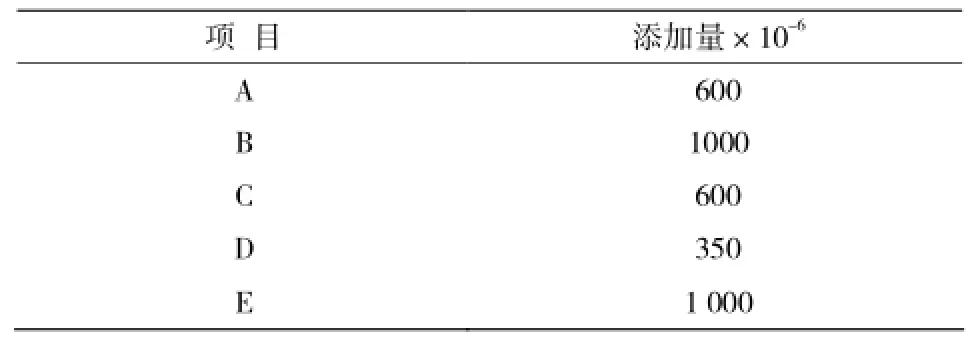
表 2 添加剂配方Table 2 The additive formula

表 3 生产运行参数Table 3 Operation parameters
3 生产操作及产品成本情况
从 4 月 25 日到 4 月 28 日共计生产 3 d,根据界区原料丙烯罐存情况,生产负荷控制在 8~10 t/h 之间。4 月 23 日配制 PSP-01 催化剂,4 月 24 日投用PSP-01 催化剂清洗系统,同时转产 Z30S-3 产品,4月 25 日 10:00 造粒产品熔体流动速率达到 40 g/10min 以上,开始投用 HPP1850 添加剂清洗系统,10:30 切至合格料仓,开始生产 HPP1850 产品,4月 28 日 9:00 开始转产 Z30S 产品,挤压造粒单元生产 HPP1850 产品 73.83 h,共计生产 HPP1850 合格颗粒产品 649.425 t,平均产量为 8.8 t/h,产生过渡料 30.35 t。
3.1 主要操作参数
生产期间对反应器、挤压机等主要设备的运行参数进行了优化调整,具体数据如表3。
3.2 产品质量
所生产的 4 批 HPP1850 产品,质量全部达到协议指标,具体的产品指标如表4。
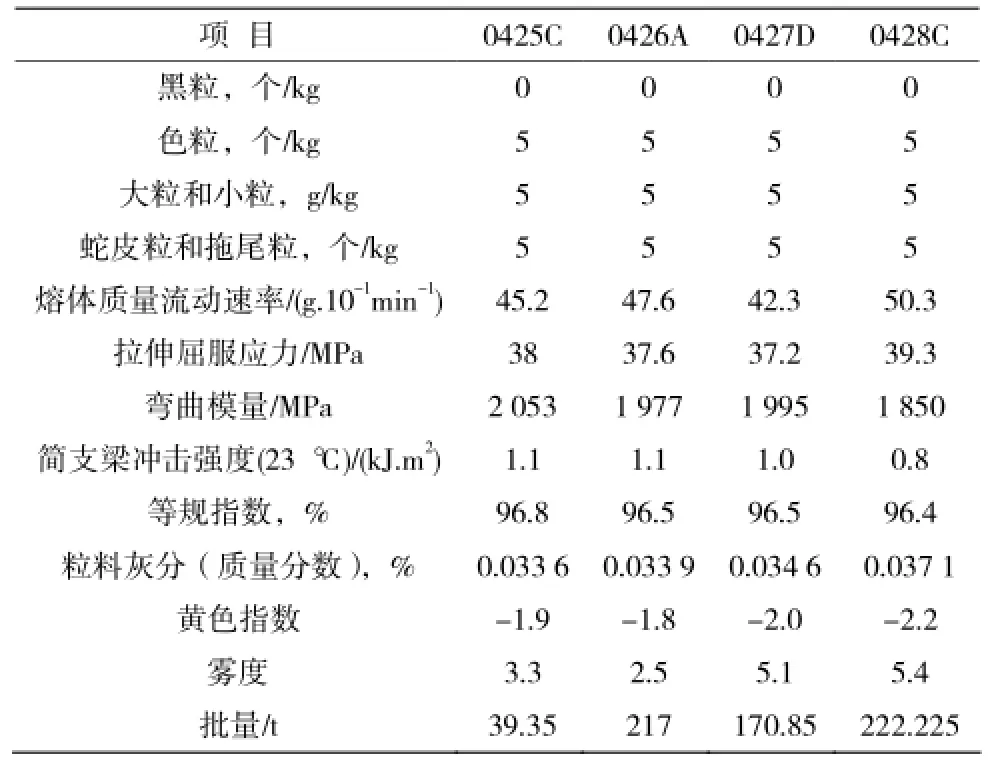
表 4 产品性能指标Table 4 Specification of grade HPP1850
3.3 产品中控指标
3.3.1 产品 MFR
根据产品的协议指标,确定了中控产品的MFR指标控制在(47.5±2.5)/10 min,中控指标为每小时分析1次,具体数据如图1。

图 1 产品熔体流动速率Fig.1 MFR of products
从图中可以看出在转产的初期粉料和粒料的MFR 都在 45~50 g/10 min 之间,反应活性下降后粉料和粒料的 MFR 都有不同程度的降低,大约降低了5个单位,经过及时调整加之反应活性的好转,粉料和粒料的 MFR 都有大幅上升,粉料最高达到 64g/10 min,粒料最高达到 60 g/10 min,通过进一步调整,产品的 MFR 回到了正常控制值 45~50 g/10 min之间。
3.3.2 粉料筛分
从表5中可以看出,粉料粒径分布较好,主要集中在 20、30 目,占到 90%以上。
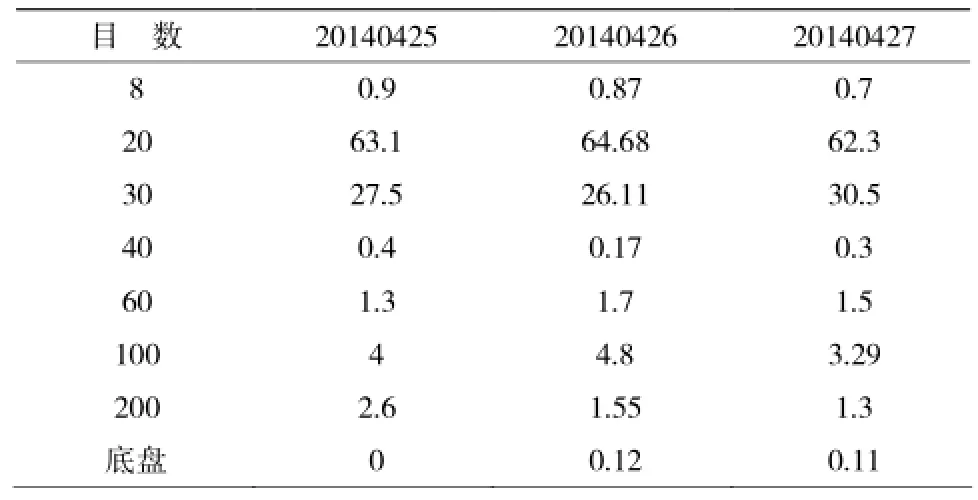
表 5 HPP1850 粉料筛分Table 5 Particle size distribution of HPP1850 powders
3.4 产品单耗、能耗和剂耗
3.4.1 单耗
生产 HPP1850 期间的单耗约为 1 004 kg/t PP,丙烯按 8 313 元/t计算,折合成本 8 346 元/t。氢气单耗为 0.55 kg/t PP,氢气按 12 411 元/t计算,折合成本 6.8 元/t。原料丙烯和氢气折合成本 8 353 元/t。
3.4.2 能耗
生产 HPP1850 期间的能耗为 143.9 kgoe/t PP,折合每吨产品成本约为 450 元。
3.4.3 剂耗
生产期间主催化剂活性最高达到 3.0 万,最低只有 2.0 万,平均 2.5 万,主催化剂平均单耗约为0.04 kg/t PP;助催化剂 A 加入比例在 0.15~0.20 之间进行调整,单耗在 0.21~0.27 kg/t PP,平均单耗为0.24 kg/t PP;给电子体加入量在 1.60 kg/h,单耗在0.1 kg/t PP;造粒添加剂按配方加入;三剂消耗折合成本为 376.44 元/t。
3.5 产品成本
装置可控产品成本包括:产品单耗、能耗、三剂化学品及包装物费用【4】。通过上面分析计算,产品单耗成本 8 353 元;能耗成本 450 元;剂耗成本376.44 元;目前装置产品用 25 kg 的编织袋包装,每吨产品需要 40个包装袋,每个2元,吨产品成本80 元。装置产品可控成本为:8353 + 450 + 376.44 + 80 = 9 259 元
3.6 HPP1850 与其他产品成本比较
通过 HPP1850 与 T30S、T38FE、Z30S 等产品从单耗、能耗、三剂化学品及包装物等消耗上对比,每吨 HPP1850 产品比其他产品成本增加约 240 元。
4 结论及再次生产建议
(1)生产期间聚合粉料 MFR 达到或超过 60 g/10min,而轴流泵功率没有波动,说明 PSP-01 催化剂的氢调好,操作控制平稳,为以后开发生产高MFR 高抗冲产品提供了基础,积累了经验。
(2)此次生产对反应器温度进行了调整,操作温度为 68 ℃,虽然催化剂的活性和产品的等规度受到一定的影响,但是反应系统运行平稳,地沟排水中细粉量明显减少。下次生产时在反应器降温的同时,适当提高反应器的压力,尽量提高反应器的氢气加入量,以提高产品的MFR。
(3)生产期间原料丙烯波动较大,对生产操作和产品质量影响较大,同时使得主催化剂、三乙基铝的消耗偏高。再次生产时需要提供合格丙烯原料,能够使生产操作平稳、提高产品质量、降低各种消耗。
(4)由于加氢量大,一环管的氢气质流计超程,无法准确计量,同时氢气在线分析表的最大量程为5 000×10-6当氢气浓度超过 5 000×10-6后也无法准确计量。需要更换氢气质流计及在线分析仪表。
(5)生产过程中为了确保产品质量均一,可以根据产品主要指标的差距及时切换料仓,同时可以设置一系列产品,减少过渡料,需要至少6个料仓,目前装置造粒系统只有4个料仓,可以考虑新增2个料仓。
(6)目前装置使用的氢气为乙烯裂解装置的副产氢气,纯度偏低,一般在 95%~97%之间,如果能够提供 99.5%以上的氢气,产品质量和性能会有较大提高,同时可以适当延长装置连续生产高 MFR产品的时间。
(7)造粒单元的挤压机筒体加热板有故障,同时筒体温度、压力等部分仪表显示不准;添加剂系统存在问题,运行不稳定,这些都影响生产控制,建议进行投资整改和完善。
(8)产品的弯曲模量比控制指标要求高较多,再次生产时建议成核剂的加入量降低 10%~20%,同时试用其他厂家的成核剂,以拓宽成核剂的渠道,同时为选择成本低、效果好的成核剂提供依据。
[1] 聚丙烯装置工艺设计包[R]. 抚顺乙烯化工厂,1990.
[2] 聚丙烯装置操作规程[S].抚顺石化公司,2013.
[3] 鞠万庆,等 .PSP-01 在环管工艺聚丙烯装置的应用[C].全国连续法聚丙烯生产技术交流会论文集,2013.
[4] 王光华.化工技术经济学[M].北京:科学出版社,2007.
[5] 洪定一.聚丙烯-原理、工艺与技术[M].北京:中国石化出版社,2002.
Development and Production of high rigidity and thin-wall injection plastic HPP1850
QI Yue-fei,LIU Shu-juan,SHI Bin-jv,JV Wan-qing
(PetroChina Fushun Petrochemical Company Ethylene Chemical Plant , Liaoning Fushun 113004,China)
By using PSP-01 polypropylene catalyst developed by PetroChina petrochemical institute,high rigidity and thin-wall injection plastic HPP1850 was produced in 90 kt/a polypropylene unit of Fushun Petrochemical Company Ethylene Plant, total qualified products were about 650 tons. In this paper, the production process was comprehensively summarized, which could provide the guidance for the production in future.
PSP - 01 catalyst; High rigidity and thin-wall injection plastic; Polypropylene
TQ 325
: A文献标识码: 1671-0460(2014)07-1274-03
2014-05-13
齐越飞(1974-),男,辽宁抚顺人,会计师,1996 年毕业于辽宁大学会计学专业,研究方向:专用料成本研究。E-mail:qiyf@petrochina.com.cn。
鞠万庆(1973-),男,工程师,硕士,研究方向:聚丙烯生产技术。E-mail:juwqyxsc@petrochina.com.cn。
猜你喜欢
中国塑料(2023年1期)2023-02-07
化工管理(2022年14期)2022-12-02
企业改革与管理(2021年2期)2021-04-02
汽车工程(2021年12期)2021-03-08
世界有色金属(2019年18期)2019-12-26
模具制造(2019年7期)2019-09-25
四川建筑(2019年6期)2019-07-20
佛山陶瓷(2017年7期)2017-09-06
凿岩机械气动工具(2015年3期)2015-11-11
橡胶工业(2015年10期)2015-02-24