
基于负载敏感多路阀的旋压机液压系统设计
2014-04-13 09:15朱兴龙
机械设计与制造工程 2014年6期
伍 毅,朱兴龙
(扬州大学机械工程学院,江苏扬州 225127)
旋压是用于成型薄壁空心回转体零件的一种无切削加工成形技术,它借助旋轮等工具作进给运动,通过毛坯旋转与旋压切向力联合作用使毛坯或者金属板料产生连续的局部塑性变形,从而获得所需的空心回转体零件。
文献[1]阐述了钣制皮带轮旋压机的结构组成及工作原理,采用液压PC自动控制,实现了钣制皮带轮旋压机的各项基本功能,但液压系统存在着调速性能差、能量损耗大等问题。文献[2]设计了一种高效新型的双泵(变量泵+定量泵)加差动连接回路的组合液压系统,实现了设备的调速功能,但该系统不同速度转换时会产生很大的液压冲击力,易导致液压元件损坏,缩短旋压机的使用寿命。文献[3]通过了解煤矿井下钻机常用液压系统和普通多路阀的缺陷,将负载敏感多路阀用于钻机上,具有调速性能优良、能量损失少及效率高等优点。文献[4]在负载敏感控制系统中提出了一种新的负载敏感阀设计方案,并对负载敏感阀进行了参数计算、结构设计和性能分析,通过仿真研究表明该负载敏感多路阀具有结构设计合理、工作可靠稳定、动态响应快等优点。文献[5]对负载敏感多路阀进行了设计研究,对其主体换向阀的泄漏量及压力损耗等性能进行了分析并进行了优化,设计出了三重U型叠加阀口和双圆孔型结构型补偿阀,提高了负载敏感多路阀系统的完全补偿特性。文献[6]通过负载传感技术在LTL60摊铺机上的应用,实现了各执行元件回路互不影响,节约了安装空间和制造成本,流量控制精度得到提高,减少了能量损耗,提高了工作效率。
本文通过对GSC3012A数控钣制皮带轮旋压机液压系统存在的压力损失大、元件分散、液压冲击大、管路连接复杂、噪声大、油温高、易泄漏等主要问题进行分析,设计了一套运用负载敏感多路阀的控制系统,满足了该旋压机旋压的工艺要求,解决了元件分散问题,降低了系统油温和噪声,能量损失大大减少,生产效率得以提高。
1 钣制皮带轮旋压机工作原理
1.1 结构组成
钣制皮带轮旋压机主机架采用三梁四柱式结构,如图1所示,主要由主传动系统、旋轮、辅助系统、液压系统及PLC控制系统等组成。3个旋压轮,左右各安装1个,后方安装1个。主轴位于下平台中间,其中心孔内设置偏心机构,偏心轴端可安装内支撑轮。在上活动横梁中间设置上顶轴,它与主轴通过转动轴和离合器实现同步回转。主轴旋转采用变频控制,离合器置于转动轴输入端;上顶轴通过光栅尺来调节行程,保证合模夹紧;3个旋轮同样采用光栅尺来控制行程,提高了系统的控制精度。变量泵向液压系统输入一定流量和压力的液压油,通过负载敏感多路阀进行控制,使各执行元件完成相应的动作要求。根据液压系统控制的要求设计电控系统,电控系统采用可编程控制器(PLC)作为中心控制器件,对PLC 控制系统进行设计,采用变频电机调速解决液压散热问题。
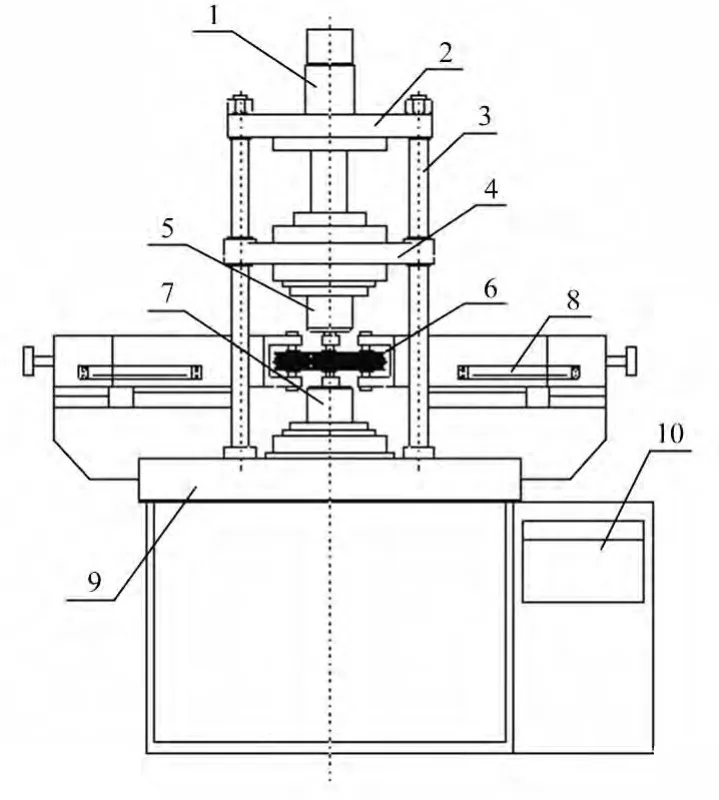
图1 钣制皮带轮旋压机
1.2 工作原理
将需要加工的金属钣坯装入旋压机主轴7上的旋压模的芯模上,通过夹紧缸1无杆腔进油、有杆腔回油,推动上顶轴5快进,工进合模定位锁紧毛坯,然后启动马达,使工件坯料和芯模一起随主轴7和上顶轴5高速同步旋转。第一旋压轮在液压缸驱动下实现快进、工进、延时和快退,其工作循环图如图2所示。旋压轮6的旋转依靠液压缸加载的压力作用在毛坯上产生的摩擦力矩,实现相同线速度自转,此时旋压轮按照工艺要求进行工进,达到光栅尺8所设定的位移值时停止进给,然后延时2s,旋压轮退回原位。第二旋压轮和第三旋压轮按照类似第一旋压轮的工作循环图工作,直至完成零件的成型。

图2 旋压轮加工工艺流程图
在旋压过程中,主轴旋转采用变频控制,旋转速度和转动方向可以根据工艺需要自行设定;毛坯在旋轮扭矩和切向旋压力的协调作用下,最终旋制出所需要的产品。上顶轴和3个旋轮的进给均采用闭环控制,位置检测采用位移光栅尺,分辨率可达到0.01mm。
2 旋压机液压系统设计
2.1 钣制皮带轮旋压的循环动作
钣制皮带轮旋压的循环动作为:将毛坯送入模具→夹紧缸快进合模→夹紧缸工进合模并增压→定位锁紧毛坯→马达启动,主轴带动坯料旋转→工作缸1快进→工作缸1工进→工作缸1延时→工作缸1快退;同时工作缸2快进→工作缸2工进→工作缸2延时→工作缸2快退;同时工作缸3快进→工作缸3工进→工作缸3延时→工作缸3快退→马达停止,主轴和上顶轴停止旋转→夹紧缸快退→夹紧缸减速→夹紧缸回位同时顶出缸快进→顶出缸快退,加工件顶出。
根据生产所使用的钣制皮带轮,确定旋压机各液压缸的基本参数见表1。

表1 液压缸基本参数
2.2 钣制皮带轮旋压机液压系统设计
依据表1的液压缸基本参数,由

式中:q为液压缸的供油流量,L/min;D为油缸内径,mm;v为最大运动速度,mm/min。

式中:p为最大压力,MPa;F为最大工作载荷,kN。可得夹紧缸、工作缸和顶出缸的最大压力、最大流量和最小流量,因此可确定旋压机液压系统中各液压缸的主要技术参数,见表2。

表2 液压缸主要技术参数
根据液压缸主要技术参数,确定了负载敏感比例多路阀在出厂前每个阀口的最大流量,通过改变阀芯位移来控制各液压缸流量的大小,这样当负载敏感多路阀在流量未饱和时,可以实现夹紧缸、顶出缸及3个工作缸以不同的压力、速度独立工作,并且各回路互不影响。
为实现本文油缸换向冲击小、速度可调的目的,解决液压系统明显存在的上述主要问题,采用德国哈威公司生产的PSV型负载敏感比例多路换向阀将各基本回路有机地组合起来,并且根据旋压工艺流程,确定旋压机液压系统设计方案,如图3所示。图3中,Ⅰ为夹紧缸回路;Ⅱ为顶出缸回路;Ⅲ为第一旋压轮回路;Ⅳ为第二旋压轮回路;Ⅴ为第三旋压轮回路。

图3 旋压机液压原理图
旋压机液压系统中夹紧缸回路、顶出缸回路、第一旋压轮回路、第二旋压轮回路、第三旋压轮回路均采用负载敏感多路阀,旋转马达回路使用独立单元回路。为了更好地说明旋压机液压原理图,现以夹紧缸回路为例进行说明(其他回路原理与夹紧缸回路类似)。夹紧缸回路液压原理图如图4所示。

图4 夹紧缸回路液压原理图
通过夹紧缸1实现工件夹紧;进油口P设置二位二通电磁单向阀4,达到相应的行程设定值时可实现保压;出油口T通过调速阀2和二位二通电磁阀3的配合,实现旋压机夹紧缸1快进、工进和快退(快或慢),满足了液压系统自动工作循环的要求,提高了速度换接的稳定性,其结构简单,工作可靠,效率高。
旋压机液压系统中夹紧缸、顶出缸和3个工作缸均为单活塞双作用液压缸,其工作状态由YA1~YA22V 22个电磁铁来控制。本文以夹紧缸回路 (其他回路电磁铁得失电情况与夹紧缸回路类似)与旋转马达回路为例进行说明。按下启动按钮SB1,电磁铁YA1得电,变量泵输出的液压油经多路阀左位和二位二通单向阀进入夹紧缸无杆腔,有杆腔油流回油箱,实现夹紧缸快进;当夹紧缸行程至光栅尺设定位l1时,电磁铁YA15得电,无杆腔油只通过调速阀流回油箱,实现夹紧缸工进;当夹紧缸行程至光栅尺设定位l2时,电磁铁YA1失电,同时电磁铁YA16得电,二位二通电磁单向阀4自保;延时2s(可选)后,电磁铁YA2得电,同时YA15和YA16失电,实现夹紧缸快退 (快);当夹紧缸快退至光栅尺设定位l3时,电磁铁YA15得电,实现夹紧缸快退(慢),直至回到原位。电磁铁YA11和YA13得电,旋转马达正转;电磁铁YA12和YA13得电,旋转马达反转。若YA13失电,则系统卸荷;若YA13和YA14得电,则旋压马达出口加载了背压。其电磁铁得失电动作情况见表3。

表3 电磁铁动作顺序表
系统由1台变量泵供油,该泵的流量调节器能从LS口获得负载反馈,进而自动调节输出流量,使之与负载所需流量匹配,减少系统流量损失和达到节能的效果;安装在供油通路上的减压阀向负载敏感多路阀提供内部控制油,用来控制多路阀主阀芯的位置。每组负载敏感多路阀都集成一个定差减压阀和一个梭阀,定差减压阀控制多路阀进出油口压差并使其保持恒定;梭阀位于各个LS通路和主LS通路之间的连接处,负载敏感多路阀进口压力由梭阀汇集到主LS通路,将最高压力信号反馈给泵的流量调节器,来调节变量泵输出流量。比如当夹紧缸回路负载变大时,梭阀LS将堵住其他回路,这样顶出缸回路和旋压轮回路将得不到压力补偿,而只有夹紧缸回路得到压力补偿,从而实现夹紧缸、顶出缸及3个工作缸以不同的压力、速度独立工作,并且各回路互不影响。溢流阀在系统中作安全阀用,在系统正常工作时,溢流阀处于关闭状态,只有在泵出口压力大于或者等于减压阀调定压力时才开启溢流,对系统起过载保护作用。
3 结束语
本文对旋压机的具体特点以及要解决的主要问题进行了分析,设计了一种基于负载敏感多路阀的液压系统,实现了设备的无级变速,满足了皮带轮旋压机旋压的工艺要求,解决了元件分散等问题,减少了局部能量损耗,降低了系统噪声和油温,提高了工作效率和可靠性。
[1] 徐守昌,刘士钊,王继珍,等.钣制皮带轮旋压机的液压PC控制[J].机床与液压,1998(3):29-30.
[2] 王镇江.高速旋压机液压系统设计[J].机床与液压,2010(10):69-70.
[3] 陈松林.负载敏感多路阀在远距离控制钻机上的应用[J].煤矿机械,2010,31(04):191 -193.
[4] 刘榛,卢堃,陆初觉.负载敏感变量泵中负载敏感阀的设计与分析[J].兰州理工大学学报,2005,3(6):55 -58.
[5] 孙伟.负载敏感多路阀设计及仿真研究[D].湘潭:湘潭大学,2013.
[6] 郝向东.负载传感技术在LTL60摊铺机上的应用[J].建筑机械,2008,9(17):89 -90.
猜你喜欢
机械制造(2022年6期)2022-09-01
工程与试验(2022年2期)2022-08-08
商品与质量(2020年53期)2020-11-27
制造技术与机床(2019年6期)2019-06-25
新商务周刊(2018年12期)2018-12-08
精密制造与自动化(2018年1期)2018-04-12
浙江大学学报(工学版)(2016年9期)2016-06-05
制造技术与机床(2015年10期)2015-04-09
河南科技(2015年3期)2015-02-27
长沙大学学报(2015年5期)2015-01-04
