
玻璃切割机液压系统设计及系统性能仿真分析
2014-04-13 09:15王立杰邬逵清
机械设计与制造工程 2014年6期
王立杰,陈 飞,王 伟,邬逵清
(1.南京林业大学机械电子工程学院,江苏南京 210037)
(2.江阴长龄液压机具厂,江苏江阴 214422)
玻璃切割机主要应用于光学仪器生产中,它加工的主要对象是硬度较高的脆性光学玻璃材料,用于将大块的光学玻璃材料锯切成一定形状和尺寸的光学零件毛坯。玻璃切割机的进给运动采用液压传动,因为液压传动不仅传动平稳,也便于与电气控制、微机控制等新技术相结合,实现玻璃切割机的自动化[1]。切割机在使用过程中常发生系统爬行、运动不稳定的现象,本文将利用AMESIM软件对切割机液压传动系统进行仿真分析,以便优化系统参数,使系统能更好地满足使用要求。
1 液压系统的设计要求
金刚石锯片上下移动,其完成的动作循环为快下—慢下—快退;工作台左右移动,其完成的动作循环为快进—稍退—工进—快退。
锯片直径为φ300mm,切割玻璃的体积(长×宽×高)为300mm×250mm×150mm,锯片轴转速为200 r/min,工作台最大行程为300mm,锯片轴最大行程为200mm,设备的最大负载为2 500N,锯片和工作台快进、快退速度为30×10-3m/s,工进速度可调,调节范围为5.7~1 800mm/min。
2 液压传动系统组成及工作原理
根据设计要求拟定的液压系统原理如图1所示,液压泵3经粗滤油器从油箱吸油,液压油经精滤油器6进入系统,当电磁铁5DT得电,液压油经三位四通电磁换向阀10左位、单向阀13、二位四通电磁换向阀16右位,进入工作台液压缸17的右腔,活塞杆带动工作台快进,同时液压缸左腔的油液经换向阀16右位、换向阀10左位、节流阀5,流回油箱。

图1 液压系统原理图
工作台快进结束时4DT得电,液压油经换向阀8右位、单向阀12、换向阀15左位,进入锯片液压缸上腔,使锯片快速下降,同时液压缸下腔的油液经换向阀15左位、换向阀8右位、节流阀2,流回油箱。
锯片液压缸快速下降结束时,1DT、3DT得电,液压油经换向阀8左位、换向阀15右位,进入锯片液压缸的上腔;同时液压缸的下腔的油液经换向阀15右位、调速阀11、换向阀8左位、节流阀2,流回油箱。由于锯片液压缸下腔的回油路上有调速阀11的节流作用,使锯片慢速下降进行玻璃切割。
锯片液压缸慢速下降结束时,1DT、3DT失电,换向阀8切换到中间位置,锯片处于停止状态。与此同时,2DT、5DT得电,液压油经换向阀10左位、单向阀13、换向阀16左位,进入工作台液压缸左腔;液压缸右腔的液压油经换向阀16左位、换向阀10左位、节流阀5,流回油箱,使工作台快退让刀。
让刀结束时,6DT、2DT得电,液压油经换向阀10右位、换向阀16左位,进入工作台液压缸右腔;液压缸左腔的油液经换向阀16左位、调速阀14、换向阀10右位、节流阀5,流回油箱。由于回油路上有调速阀14的节流作用,工作台慢速向左运动切割玻璃。
当工作台慢速进给终止,6DT失电,换向阀10切换至中间位置,工作台处于停止状态。1DT、4DT得电,液压油经换向阀8右位、单向阀12、换向阀15右位,进入锯片液压缸下腔,使锯片快速上升,锯片液压缸上腔油液经换向阀15右位、换向阀8右位、节流阀2,流回油箱。当锯片快速退回终止,1DT、4DT失电,换向阀8处于中间位置,锯片液压缸下腔保持一定的油压,此时锯片处于最高位置。
电磁铁2DT、5DT得电,使工作台快速向右退回。当快速退回终止,2DT、5DT失电,至此机床液压系统自动完成一个循环。
3 液压缸的主要参数及结构
3.1 液压缸主要参数的确定
根据分析,设备的最大负载为2 500N,其中包括切削负载、摩擦负载,按机床类初选液压缸的工作压力 P1=2.0MPa[2],计算活塞直径:

式中:F为液压系统的最大负载;P1为液压缸工作压力;P2为液压缸回油压力;D为活塞直径;d为活塞杆直径。
按工作压力选取d/D=0.45,由于采用回油节流调速,回油腔有背压,取P2=0.6MPa,则

参照国家标准取活塞直径D=50mm,活塞杆直径d=22mm,这里尽管选取的活塞直径小于计算值,考虑系统压力本身不高,活塞直径缩小对压力影响不大,同时活塞直径缩小还可以减小液压缸体积,降低制造成本。根据选定的活塞直径、活塞杆直径,计算得液压缸最大工作压力 Pmax=2.179MPa。
3.2 液压缸结构的确定
锯片液压缸与工作台液压缸结构相同,均采用双杆式活塞缸,采用缸体固定式安装方式。考虑排气要求设置排气阀13,活塞与活塞杆采用分体式,通过圆锥销10连接,简单可靠,避免了螺纹连接所导致的轴向尺寸过大。由于系统压力较低,活塞与缸体间采用O形密封圈密封。液压缸的具体结构如图2所示。
4 液压系统主要元件选择
液压缸在整个工作循环中最大工作压力为2.179MPa,由于进油路上无调速阀、管路比较简单、流速不大,取压力损失为 0.3MPa[3],所以液压泵的工作压力Pp应为2.479MPa。根据使用要求,快进速度设为30×10-3m/s,故液压缸快进所需流量q1为2.85L/min。为满足快进要求,泵提供的流量[4]qp≥1.1 ×2.85=3.135L/min。
根据液压泵的工作压力和通过各阀的实际流量选用液压元件,液压元件的具体型号及生产厂家见表1。
5 液压系统数学模型
根据玻璃切割机液压传动系统原理图,得到液压传动系统简化原理,如图3所示,据此建立系统动态数学模型,分析研究影响系统动态品质的因素。
液压缸受力平衡方程:


图2 液压缸的结构图
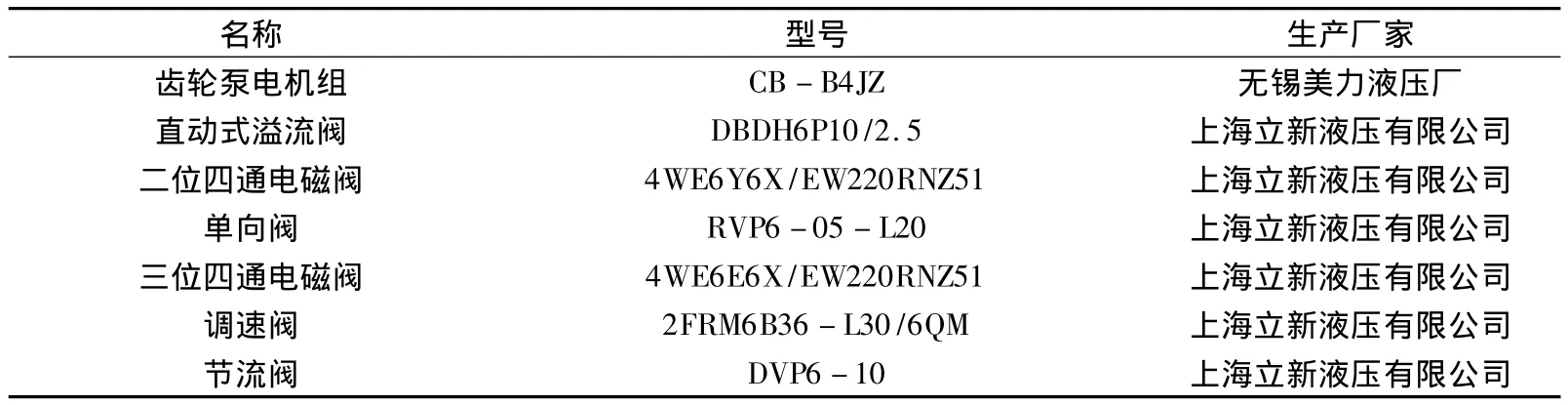
表1 液压元件选型表

图3 液压系统简化原理图
式中:p1,p2分别为液压缸进油腔、回油腔压力;A为活塞的有效面积;F1为工作载荷;m为活塞及运动部件质量;c为粘性摩擦阻尼系数;v为运动速度。
回路的流量方程:

式中:V1为回路高压腔总容积;Ey为液压油的有效体积弹性系数;λc为液压缸的泄漏系数;Av为活塞运动所需流量。
通过调速阀的流量:

式中:K为与节流阀节流口形状和液体粘性等有关的系数;Δp2为节流阀的进出口压力差;a为节流阀开口过流面积。
由于 Δp2=p2,所以 Q1=Q2=Ka(p2)1/2。
6 液压系统性能仿真分析
6.1 液压系统仿真模型建立及参数设置
为了探讨系统工作各阶段压力、速度、流量变化,根据液压系统原理,在 AMESim草图模式(Sketch mode)下,运用液压元件设计库和机械库,构建液压传动系统的仿真模型[5],如图4所示。
以工作台液压缸的运动为例,不计液压泵、液压缸泄漏损失,根据计算结果设置仿真参数[6-7],见表2。
6.2 液压系统仿真结果及分析
将系统快进、稍退让刀、无切削负载工进、有切削负载工进、快退时间都设置为0.5s,液压系统压力、速度仿真结果如图5所示。
由图5(a)可知,液压缸快进时压力0.14s后达到稳定,有切削负载工进时压力0.10s后达到稳定,快退时压力0.14s后达到稳定。由图5(b)可知,液压缸快进时速度0.10s后达到稳定,有切削负载工进时速度0.14s后达到稳定,快退时速度0.12s后达到稳定。

图4 液压传动系统的仿真模型

表2 系统主要元件仿真参数设置
7 结束语
本文不仅根据玻璃切割机的使用要求,从满足负载、速度要求的角度,对液压传动系统进行了设计,而且利用AMESim软件对系统进行了仿真分析,仿真结果表明,玻璃切割机液压系统工作各阶段压力、速度响应迅速,调整时间短,工进开始时速度波动幅度较大,但很快趋于稳定,与实际运行结果吻合,该液压系统性能满足使用要求。研究结果还为玻璃加工设备的研发提供了参考。

图5 系统仿真结果
[1] 李晨,王莉,罗学科.数控玻璃切割机原片初始位姿确定方法研究[J].机床与液压,2011,39(1):20 -22.
[2] 左健民.液压与气压传动[M].北京:机械工业出版社,2003.
[3] 章宏甲,黄宜.液压传动[M].北京:机械工业出版社,1995.
[4] 费烨,陈涛,姜学寿.大吨位水平定向钻机液压系统设计[J].液压与气动,2011(2):70-71.
[5] 付永领,齐海涛.LMS Imagine.Lab AMESim系统建模和仿真[M].北京:北京航空航天大学出版社,2011.
[6] 谭宗染,戴浩林,汪云峰.基于AMESim的深度模拟器液压系统设计与仿真[J].机床与液压,2009,37(2):151 -152.
[7] 张宪宇,陈小虎,何庆飞,等.基于AMESim液压元件设计库的液压系统建模与仿真研究[J].机床与液压,2012,40(13):173-174.
猜你喜欢
池州学院学报(2022年3期)2022-08-11
石材(2022年4期)2022-06-15
湖北农机化(2020年4期)2020-07-24
超硬材料工程(2018年6期)2019-01-09
实用心电学杂志(2018年5期)2018-10-24
现代机械(2018年1期)2018-04-17
中国介入影像与治疗学(2017年1期)2017-02-21
重型机械(2016年1期)2016-03-01
焊接(2015年12期)2015-07-18
石家庄理工职业学院学术研究(2014年4期)2014-04-27
