液压驱动面条挤压机的设计
2014-05-02 14:47上官红喜
食品与机械 2014年1期
上官红喜
SHANGGUAN Hong-xi
(临汾职业技术学院机电系,山西 临汾 041000)
(Department of Mechanical and Electrical Engineering,Linfen Vocational and Technical College,Linfen,Shanxi 041000,China)
面条是中国老百姓非常喜欢吃的一种食品,在饭店或食堂中有些面条是靠挤压机挤压出来的,比如说山西曲沃的饸饹面,面条挤压机大部分都是靠电机通过皮带带动螺旋机构挤压出来的。如图1所示,这种传统的面条挤压机主要由驱动装置、机体、螺旋机构三部分构成,需靠操作人员往挤压机的进料口输送和好的面团,通过螺旋机构的挤压,由排料口挤出。这种面条挤压机的优点在于省力,缺点在于每次添加面团的量都比较小,操作非常不方便,而且非常危险。经常发生由于操作人员不小心手被卷进挤压机的案例。
另外一种挤压机如图2所示,由手柄、活塞杆、活塞、缸体、固定铰支座等几部分构成。当操作人员把手柄抬起后,依靠人工往缸体中添加面团,靠人力下压手柄,活塞把面条从下面的挤压孔中挤出。这种挤压机优点在于比较安全,缺点在于比较费力、每次添加面团的量也比较小。

图1 传统的面条挤压机Figure 1 Traditional noodle extruding machine
液压传动具有能够实现无极调速,调速方便,而且调速范围大;工作平稳,能快速启动、制动和频繁换向;调节控制简单,操作方便、省力;与电气控制结合、更易实现自动控制和过载保护,能自行润滑,使用寿命较长;液压元件已实现了系列化、标准化、通用化,故安装、调试和使用都比较方便等优点[1]。作者把液压技术应用于挤压机上,设计了一种液压驱动的面条挤压机,这种挤压机具有操作方便,一次添加面团的量大,能够大大减轻操作人员的劳动强度,而且安全可靠。
1 液压面条挤压机的总体设计方案
这种液压面条挤压机由机械机构和液压系统两部分构成,机械机构用来完成面条的挤压作业,液压系统用来为机械机构提供挤压所需的动力,两者共同作用来完成挤压机的功能。
2 液压面条挤压机的机械结构
液压面条挤压机的机械结构如图3[2]所示,其机械机构主要是由模具、机架、固定杆、液压缸和收油盘等几部分构成的。液压缸和机架固定在一起,活塞杆上有一个小活塞,和模具配合来完成挤压作业,固定杆的作用在于使小活塞便于和下面的模具对中,收油盘的作用是防止液压油泄漏溢出到面条中,模具下面的挤压孔可以是各种形状的,可以根据消费者的需求进行更换,以便挤出形状各异的面条。

图3 液压面条挤压机的结构示意图Figure 3 Hydraulic noodle extruding machine structure schematic diagram
该液压面条挤压机的工作过程:当操作人员在模具中填加面团后,换向阀的工作位置在上位“下压”的工作位置时,液压缸的活塞在液压力的作用下下行,当液压缸活塞杆上的小活塞和模具中的面团接触后,面条便从模具下面的挤压孔中挤出;换向阀工作位置在下位“退回”的位置时,液压缸的活塞在液压力的作用下退回到液压缸最里面的位置;换向阀工作位置在中间的“停止”位置时,液压缸的活塞便停止不动,停止挤压作业。
3 液压系统及工作原理
该液压面条挤压机的液压系统如图4所示。其工作原理:当手动换向阀处于上位(下压位置)时,电机通过皮带带动液压油泵,输出的压力油经单向阀、节流阀、换向阀进入液压缸的无杆腔,有杆腔的油液经手动换向阀流入油箱;当手动换向阀处于下位(退回位置)时,电机带动液压油泵,输出压力油经单向阀、节流阀、换向阀进入液压缸的有杆腔,无杆腔的油液经手动换向阀流入油箱;当手动换向阀处于中间位置(停止位置)时,液压缸停止不动,同时电机带动液压油泵,输出的压力油经单向阀、节流阀、手动换向阀卸荷,这时可以降低液压泵的功率,以达到降低功率、节能的要求,延长泵的使用寿命。溢流阀可以调节液压系统的压力,以便根据面团的软硬挤出硬度不同的面条,节流阀可以调节液压缸的运动速度。

图4 液压驱动的面条挤压机的液压系统Figure 4 Hydraulic system of hydraulic driven noodle extruding
4 液压系统主要元件的设计计算
4.1 初步估算系统工作压力
液压缸的有效工作压力可以根据表1[3]确定。

表1 液压缸牵引力与工作压力之间的关系Table 1 Hydraulic cylinder and the relationship between traction force and working pressure
由于面团是比较软的,据表1,选择液压缸的工作压力为1 MPa,牵引力为1 k N。
4.2 活塞的直径计算
该液压缸按照推力要求来计算缸筒内径。要求活塞无杆腔的推力为F时,其直径:

式中:
D—— 活塞直径,mm;
F—— 无杆腔的推力,N;
ηcm—— 机械效率,取0.95;
P—— 液压缸的工作压力,Pa;
ψ—— 液压缸的负载率取0.6。
代入数据得

液压缸的内径,活塞的外径要取标准值还要有其它零件的相互配合,如密封圈等,而这些零件已经标准化,有专门的生产厂家,故活塞和液压缸的内径也应标准化,以便选用标准件。
查液压缸缸筒内径尺寸系列表[4],选择50 mm。
4.3 活塞杆直径的确定
活塞杆直径根据受力情况和液压缸的结构形式来确定,主要考虑受压。
受压时:P≤5 MPa

式中:
d—— 活塞杆的直径,mm;
D——活塞的直径,mm;
该液压缸的工作压力为P=1 MPa,所以选择d=0.5 D,d =23.6 mm。
查液压缸活塞尺寸系列表[4],选择25 mm。
4.4 液压缸壁厚的确定
液压缸壁厚根据结构和工艺要求等确定,一般按照薄壁筒计算,壁厚由式(3)确定:

式中:
δ—— 缸体壁厚,mm;
D——液压缸的内径,m;
Py—— 液压缸的最高工作压力,Py= (1.2~1.3)P,Pa;
[δ]—— 钢材的许用强度,Pa。
钢材[δ]=100 MPa,代入数据:

考虑到液压缸的加工要求,将其壁厚适当加大,据此选择武汉油缸厂生产的单活塞杆SD基本型液压缸,其缸径尺寸为50 mm,B型杆[4]。
4.5 液压缸的流量
按式(4)计算:

式中:
Q—— 液压缸的流量,m L/s;
A—— 活塞的有效工作面积,m2;
ηcV——液压缸的容积效率,采用弹性密封圈时ηcV=1;
V—— 液压缸的最大运动速度,取0.2 m/s。
4.6 液压泵的额定流量
按式(5)计算:

式中:
qp—— 泵的额定流量,m L/s;
K——系统泄漏系数,一般取K =1.1~1.3;
Qma—— 液压缸实际需要的最大流量,m L/s;
代入数据:
qp≥1.1×393=432 m L/s
对于工作过程始终用节流调速的系统,在确定泵的流量时,应再加上溢流阀的最小溢流量,一般取480 m L/s。
4.7 泵的最高工作压力
泵的工作压力应该根据液压缸的工作压力来确定,即:

式中:
PP—— 泵的最高工作压力,MPa;
Pmax—— 执行元件的最高工作压力,MPa;
∑ΔP——进油路和回油路总的压力损失,可以取0.2~0.5 MPa。
代入数据:
PP≥1+0.5=1.5 MPa
据此查齿轮泵的技术规格表,选择CB-B20齿轮泵。其规格见表2[4]。
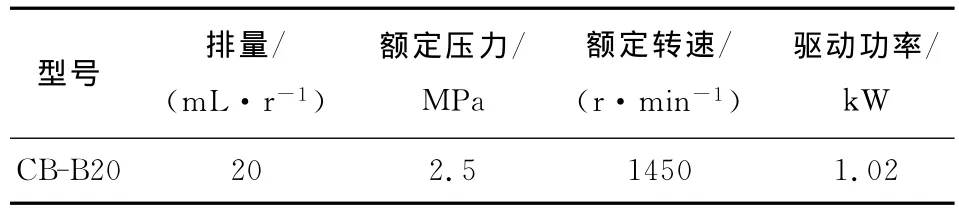
表2 CB-B20齿轮泵的技术规格Table 2 Technical specifications CB-B20 gear pump
4.8 驱动液压泵的功率
驱动液压泵的功率按式(7)计算。

式中:
P——驱动液压泵的功率,W;
PP—— 液压泵的最高工作压力,Pa;
qp—— 液压泵的额定流量,m3/s;
ηP—— 液压泵的效率,对于齿轮泵,效率在0.6~0.8,这里取0.6。
代入数据:

4.9 电机的功率
电机的功率可以从《电工手册》[5]中查得,加上损耗选择1.5 k W。查电机型号采用Y90L-4,其规格见表3。

表3 Y90L-4电机的技术规格Table 3 Technical specification of Y90L-4 motor
4.10 油箱有效容量的计算
油箱的有效容量按式(8)计算

式中:
V—— 油箱的有效容量,m L;
a——经验系数,对于低压系统一般取2~4,这里取4;
qp—— 液压泵的流量,m L/min;
代入数据:
V=4×480×60=115 200 m L
4.11 液压控制元件和辅助元件的选择
液压系统图中元件2、3、7、9的型号规格前文已确定,据工作压力,通过液压控制阀,辅助元件的最大流量,选择的液压控制阀和辅助元件规格型号见表4[6]。

表4 液压控制阀和辅助元件规格型号Table 4 Hydraulic control valve and auxiliary components specifications
4.12 管件尺寸
管件的尺寸由选定的液压元件油口尺寸确定,选择采用钢丝缠绕胶管。胶管尺寸选择4SP-10-70[6]。
4.13 液压油的选择
液压油选用L-HM32[4],此种液压油具有良好的抗磨性、润滑性、防锈抗氧性等。
5 液压驱动面条挤压机的技术特点
(1)该液压驱动的面条挤压机结构简单、加工效率高、操作方便、安全可靠,随着模具下端的挤出孔形状不同,可以挤出形状各异的面条。
(2)该液压驱动的面条挤压机采用手动换向阀来控制液压缸的运动,采用了液压技术,压力可以通过溢流阀来调节,以便挤出软硬不同的面条。挤压速度可以通过节流阀来进行调节,容易实现过载保护。
6 结论
液压面条挤压机已经设计完成,并已完成制造,经试验,能满足使用要求。针对现行使用的面条挤压机的缺点,确定了液压面条挤压机的总体设计方案,并对液压系统的5个组成部分进行了设计计算,并选择确定。本试验的设计与现行使用的面条挤压机进行比较,虽然一次投资较大,但是大大提高了挤压机的安全性能和加工效率,具有比较高的竞争优势,本研究的论述对于面条挤压机的改造和设计有一定的借鉴作用。
1 兰建设.液压与气压传动[M].北京:高等教育出版社,2002.
2 张利平.现代液压技术应用220例[M].北京:化学工业出版社,2009.
3 姜佩东.液压与气动技术[M].北京:高等教育出版社,2000.
4 李壮云.液压、气动与液力工程手册[M].北京:电子工业出版社,2008.
5 吕如良.电工手册[M].上海:上海科学技术出版社,1973.
6 王守成,段俊勇.液压元件及选用[M].北京:化学工业出版社,2007.
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
一重技术(2021年5期)2022-01-18
现代制造技术与装备(2021年9期)2021-04-03
通信电源技术(2018年5期)2018-08-23
电子制作(2016年19期)2016-08-24
石油化工建设(2015年6期)2015-12-01
液压与气动(2015年6期)2015-04-16
中国修船(2014年5期)2014-12-18
筑路机械与施工机械化(2014年2期)2014-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01