
外圆磨削过程稳定性预测研究
2014-05-11 02:36钟建琳沈山山
制造业自动化 2014年13期
钟建琳,沈山山,米 洁
(北京信息科技大学 机电学院,北京 100192)
0 引言
磨削过程中的颤振现象严重影响磨削质量和磨削效率,并且会对砂轮和工件都造成严重的影响,使砂轮的寿命明显缩短[1,2]。尤其是在进行外圆磨削时,由于对加工精度要求很高并经常作为技术加工中的最后一道工序,所以,外圆磨削过程应尽量避免颤振的出现[3]。
稳定性叶瓣图可以直观地描述磨削稳定区域与非稳定区域[4,5]。以轴承内套的外圆磨削为研究对象,为避免颤振现象的出现,用稳定性叶瓣图来直观地描述磨削稳定区域与非稳定区域,从而对磨削稳定性做出预测,保证磨削过程中的加工质量和加工效率。
1 极限磨削深度求解
外圆切入磨的砂轮-工件磨削系统动力学模型的运动微分方程可表示为:

式中:m为振动系统等效质量;c为振动系统的等效阻尼;k为振动系统的等效刚度;F(t)为动态磨削力;为t时刻砂轮或工件的振幅。
图1为简化外圆切入磨削系统模型,工件和砂轮的磨削深度分别为hg和hw,其方向相反,以工件的磨削深度方向为正方向,动态磨削力和材料去除率成正比,可以表示为:

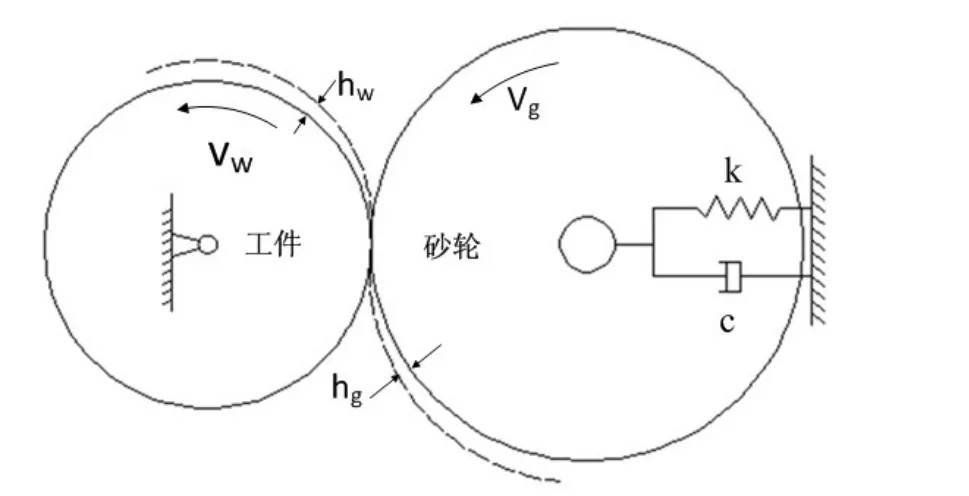
图1 外圆切入磨系统模型
式中:km为砂轮或工件的磨削力系数,h为砂轮或工件的磨削深度,b为磨削接触宽度,y(t)为t时刻砂轮或工件表面的振纹。

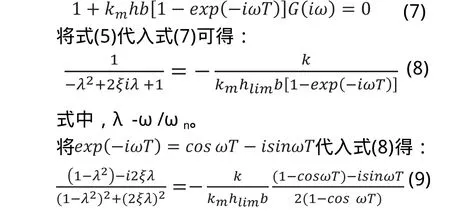
将式(9)左右两侧用幅值用相位表示,式(9)左侧可以表示为:

2 颤振系统模态参数获取
在进行外圆磨削稳定性研究的过程中,对相应的磨床结构进行动态特性测试是极为关键的步骤。因上砂轮和工件是引起磨床系统颤振的薄弱环节,而本文所研究的磨床工作转台具有抗颠覆力好、承载刚性高、主轴支撑直径大、径向和轴向刚度高的特点,因此本文主要研究磨床的立磨头主轴的动态特性。
本次试验在一台精密磨床上进行,实验过程中应用力锤对磨床的立磨头主轴进行力激振,然后应用加速度传感器来采集加速度信号,并通过模态分析软件对信号进行分析计算,从而得到立磨头主轴的振动模态。如图2所示是立磨头主轴的测点布局图。本次分析中采用集总平均法进行模态定阶,采用复模态单自由度法进行模态拟合,采用质量归一法进行振型编辑。计算分析如表1所示。
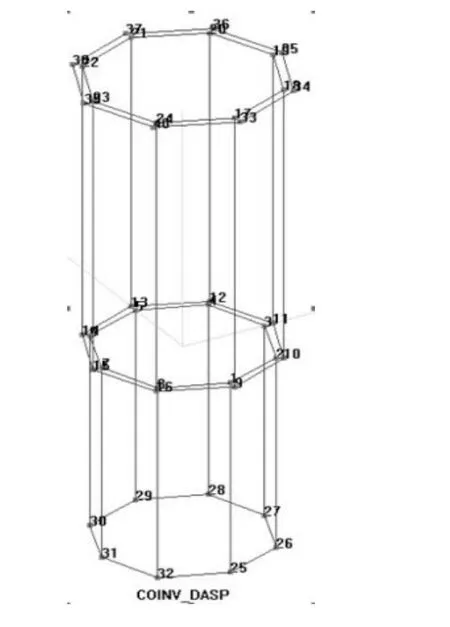
图2 布点图
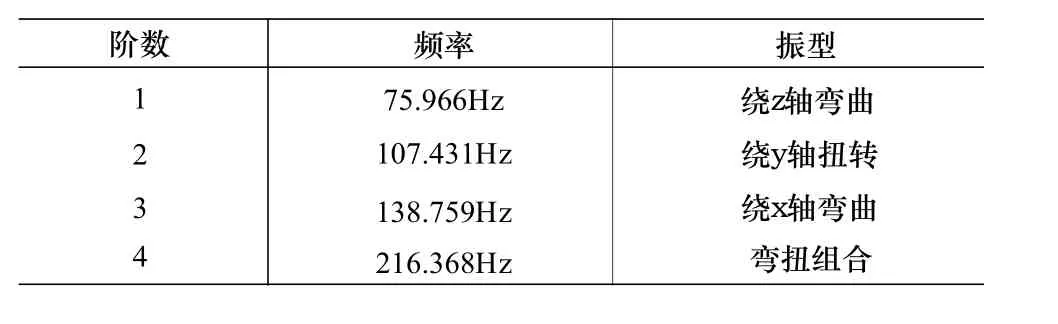
表1 模态频率
3 磨削稳定性预测
3.1 稳定性叶瓣图的绘制
磨削系统的稳定性预测需要建立磨削力模型和结构响应模型,这两个模型组成系统的动态模型,用于进行磨削系统的稳定性分析[6~8]。具体应用中,建立结构响应模型即对砂轮-工件系统设计模态试验,进行动态测试,并根据模态分析得出传递函数。通过磨削力系数辨识、磨削力建模得到磨削系统的磨削力模型。然后根据分析得到的传递函数和磨削力模型进行解析计算,得出稳定性叶瓣图。

表2 稳定图参数
参照模态参数实验得到的实验数据,将稳定性预测所需参数总结如表2所示。再根据式(13)和式(15) ,可以得到该磨削系统的稳定性极限图如图3所示。
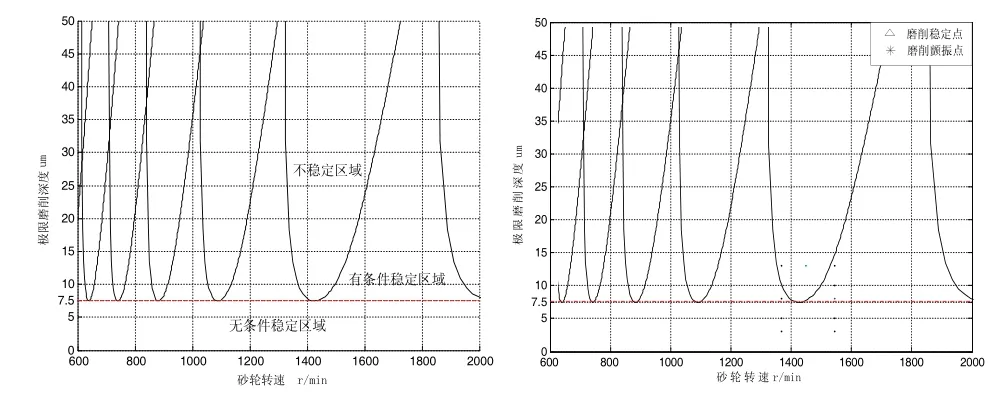
图3 稳定性极限图 图4 实验对比图
3.2 稳定性叶瓣图的磨削验证
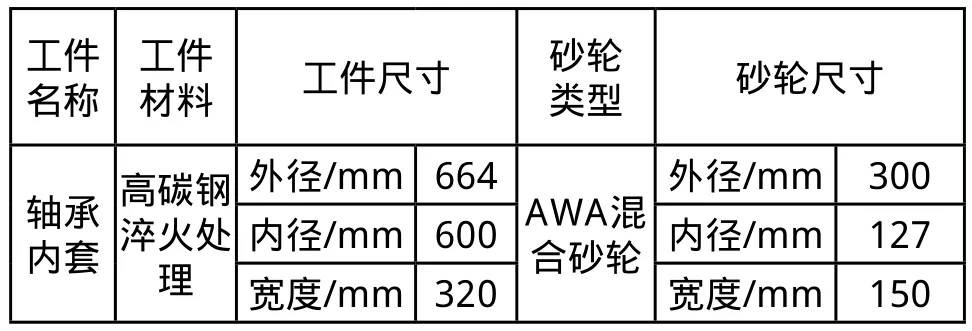
表3 工件及砂轮参数表
为了验证稳定性极限图的正确性,选择在高精密磨床上进行外圆切入磨削实验。工件以及砂轮的具体参数如表3所示。
磨削实验中转台转速设定为7.5r/min,分别选取砂轮转速为1230r/min、1350r/min 、1450r/min、1550r/min、1650r/min、1750r/min进行磨削实验,在转速一定的情况下,不断改变磨削深度值来确定出现颤振的边界值。实验结果如图4所示,磨削实验发生颤振的点和稳定点分别如图4中图标所示,由稳定性极限图的原理可知,处于稳定性极限图上方的区域为不稳定区域,下方为稳定区域,实验中的颤振点基本都在稳定性极限图中叶瓣曲线的上方或附近,即处于不稳定区域中,说明实验结果与稳定性极限图的预测结果相符。
4 结束语
以轴承内套的外圆磨削为研究对象,根据动态磨削系统的动力学方程进行了极限磨削深度的计算推导,并对磨削系统进行了动力学分析,得到振动系统的模态参数,进而利用绘制稳定性叶瓣图的方法来对该磨削系统的稳定性做出了预测。通过磨削实验证明该预测方法有效,与实验数据相符。
[1] 韩正铜,张永忠.抑制磨削颤振的实用方法--工艺条件适配法[J].现代制造工程,2003(5):45-47.
[2] 侯静强,李震杰.浅谈磨削加工中的振动[J].中国科技信息,2008,22:154-157.
[3] 蒋永翔,王太勇.外圆切入磨再生颤振稳定性理论及评价方法[J].天津大学学报,2009,42(4):283-286.
[4] I. Inasakia, B. Karpuschewski. Grinding Chatter- Origin and Suppression[J]. CIRP Annals- Manufacturing Technology,2001,50(2):515-534.
[5] Guillem Quintana,Joaquim Ciurana. A new experimental methodology for identification of stability lobes diagram in milling operations[J].International Journal of Machine Tools and Manufacture,2008,48(15):1637-1645.
[6] 曾文萱,范圣耀,等.切入式无心外圆磨再生型磨削颤振的动态特性分析[J].机械设计与制造,2012,11:161-163.
[7] 江卓达,何永义.磨削颤振特性研究进展[J].制造技术与机床,2012(9):35-42.
[8] 蒋永翔,杜兵,等.基于颤振预报和预测的稳定性控制理论及方法研究[J].工具技术,2012(46)2:12-15.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
科技风(2019年8期)2019-10-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2019年3期)2019-02-27
