抗挤毁套管通径工艺研究
2014-05-12 01:15尹锡泉栗红民高瑞全
天津冶金 2014年2期
尹锡泉,栗红民,高瑞全,姚 勇
(天津钢管集团有限公司,天津300301)
抗挤毁套管通径工艺研究
尹锡泉,栗红民,高瑞全,姚 勇
(天津钢管集团有限公司,天津300301)
研究了抗挤毁特殊通径套管的特性,论述了管坯加热、工艺参数调整和生产过程控制对套管性能的影响。分析了抗挤毁特殊通径要求的套管的生产情况,并对生产过程中出现的重点、难点进行了攻关。试验数据表明:采用大外径和提高壁厚精度的方法,结合生产过程控制,套管的性能完全达到了客户要求。
管坯;加热;工艺;控制;特殊通径
1 引言
随着石油开采力度的不断加大,其开采难度也不断增加,比如深井开采、硫化氢腐蚀环境开采等,这就要求套管在特殊地质环境条件下,必须具备相应的特殊使用性能。经过多年的努力,我公司在高强度抗硫化氢腐蚀套管方面已经形成了具有自主知识产权的系列产品,如TP100TS/TSS、TP110TS/ TSS等,以其优良的抗腐蚀和抗挤毁性能等深受用户欢迎。
如供中石化西南的 ø193.68 mm×12.7 mm TP110TSS套管一直以来使用良好,深受用户青睐。但是随着油田开采条件的变化,客户在原来基础上提出了新的要求,不仅要求特殊通径(通径规尺寸由标准的165.0 mm改为166.0 mm,还要求超高抗挤毁值(抗挤毁值由12 151 psi大幅提高到13 086 psi以上,1 psi=6.895 kPa)。一般来讲,为了保证通径顺利通过,管体壁厚应该偏薄控制;而提高抗挤毁值就要壁厚偏厚控制。这两个指标相互制约,所以要保证这两项都达到要求,既对钢管的尺寸精度提出了更高的要求,并且要求生产工艺参数控制、过程控制更要精益求精,只有这样才能保证生产出来的钢管满足客户要求。
2 产品规格
2.1 管坯规格
ø270 mm×3 140 mm;ø270 mm×3 170 mm。
2.2 钢种及产品规格
钢种:27CrMo27s;产品规格:ø193.68 mm×12.7 mm;
交货长度:10 500~11 300 mm。
3 主要技术指标
3.1 化学成分(见表1)
3.2 性能指标(见表2)
3.3 尺寸要求(见表3)
4 生产工艺控制
4.1 环形炉加热
采用的钢种为27CrMo27s,由于此类钢种Cr、Mo含量较高,其热加工性能比普通钢种相比差的多,为了给连轧工序创造好的轧制条件,减少钢管内壁拉凹缺陷,避免钢管壁厚不均导致性能降低,首先对环形炉加热制度进行了调整。为了保证坯料加热温度的均匀性,要求操作人员在升降温时保持平稳缓慢,最大升降温幅度不超过20℃,加热五区温度控制在(1 280±10)℃;同时生产节奏保持稳定,保证连续轧制。经过几次生产,最后确定的环形炉加热温度见表4。

表1 化学成分/%

表2 热处理后机械性能

表3 尺寸公差

表4 环形炉加热温度/℃
4.2 穿孔区域调整
设备及工具方面:首先利用检修时间对穿孔中心线进行了测量,使轧制中心线和穿孔机中心线保持一致,使管坯在穿孔过程中保持受力均匀,减少毛管尺寸对壁厚影响。由于穿孔孔型由两个轧辊、两个导板和顶头共同构成,为了保证毛管壁厚的均匀性,相应就要求轧制工具的精度,以穿孔小车的中心及穿孔前导嘴的中心为端点拉轧制线,采用内卡,钢板尺等测量工具对穿孔机的辊距、导距进行测量控制,要求辊距控制在(236±1)mm,导距控制在(266±1)mm,最终毛管壁厚控制在24.0~26.0 mm,毛管外径控制在306.0~308 mm。同时对顶头使用也作出规定:使用229 mm顶头,两个顶头筐都能使用的情况下,每轧制60支更换顶头筐,对顶头进行离线检查,发现出伤马上剔除。顶杆直度和导套的上线检验:对于顶杆前端件直度偏差超过0.5 mm/m的顶杆进行下线矫直;对实际内径超出导套标准内径4%的导套,及时进行更换。
工艺方面:规范穿孔机参数调整,根据穿孔辊及穿孔导板磨损情况,制定穿孔主机调整参数规范。顶前压下率控制在3%,根据穿孔辊的磨损程度,相应的进行孔型椭圆度(保证孔型椭圆度为1.13~1.17)及顶前压下率的调整。降低穿孔咬入速度,利用穿孔主电机的升速比设置,解决咬钢与轧制过程中速度变化的矛盾。既可以满足低速咬钢,也可以满足高速轧制,保证了咬钢的稳定性。
4.3 连轧区域控制
PQF机组三辊孔型设计以及配套的HCCS(液压压下控制系统)等系统为轧制高端产品,保证钢管均匀变形提供了可能。为了能发挥出机组优势,扎实做好各项准备工作。首先是利用检修时间,对每个机架的液压压下装置进行了重新测量,对照实际测量结果和仪器显示的数值进行修改,按轧制表要求重新标定,避免设备误差造成的钢管壁厚波动。其次工具作业区对连轧机架的加工装配标准从严要求,保证单辊上线CHOCK值偏差:1~4架偏差值控制在±0.3 mm,5、6架偏差值控制在±0.2 mm;单辊上线辊缝偏差1~4架控制在±0.3 mm,5、6架偏差值控制在±0.2 mm,三辊辊缝偏差1~4架控制在≤0.4 mm,5、6架控制在≤0.2 mm。再次由于芯棒参与轧制变形,所以对芯棒的要求更为严格:使用轧制支数较少的、表面没有伤的芯棒,另外芯棒的石墨润滑有专人盯,避免芯棒原因造成钢管内表面伤。最后由于此类钢种在生产时容易出现拉凹缺陷,影响钢管壁厚,特意对芯棒和毛管的间隙做了调整,控制在≥12 mm。
4.4 定径区域
穿孔、连轧机组在控制好壁厚的同时,定径机组必须控制好钢管外径。由于钢管要求特殊通径(通径规尺寸由标准的165.0 mm改为166.0 mm),比标准尺寸增加了1 mm。为了保证通径规顺利通过,至少要做到两方面:一是外径尺寸必须偏大控制;二是椭圆度要好,外径上下限偏差必须控制在1 mm以内。为此,在总结生产经验的基础上对定径的精轧机架重新进行了设计和加工,主要是修改了定径精轧机架,在保证外径尺寸符合要求的基础上,着重提高外径椭圆度。
5 实际的试验结果
针对该合同分别进行了3次试制,测量的实际结果如下:
第一次试制的两炉分别采用不同的工艺标准,其中015728炉采用名义壁厚控制,外径中值控制;015729炉采用大外径轧制,目标壁厚 1.02 t,015728炉压溃值:12 028 psi(1 psi=6.895 kPa);015729炉压溃值:11 952 psi;测量的结果见表5、表6。

表5 钢管尺寸测量值

表6 钢管尺寸测量值
第二次试制壁厚按1.03 t控制,214027炉压溃值:13 860 psi结果见表7。
第三次试制壁厚按1.02 t控制,016394炉压溃值:13 392 psi,结果见表8。
6 结论
(1)第一次生产的015728炉壁厚最薄点11.86 mm,平均壁厚12.4 mm,壁厚不均度8.45%,影响了钢管的压溃性能。
(2)015729炉平均壁厚提高到了12.8 mm,但是壁厚不均度10.7%,影响了钢管的压溃性能。
(3)在第2次和第三次生产的时候着力提高了钢管壁厚精度,外径椭圆度也有了明显提高,压溃值达到客户要求。
(4)可以看出,通过3次试制,采用大外径和提高壁厚精度的方法,结合生产过程控制,压溃值完全达到了客户要求,214027炉压溃值达到13 860 psi。
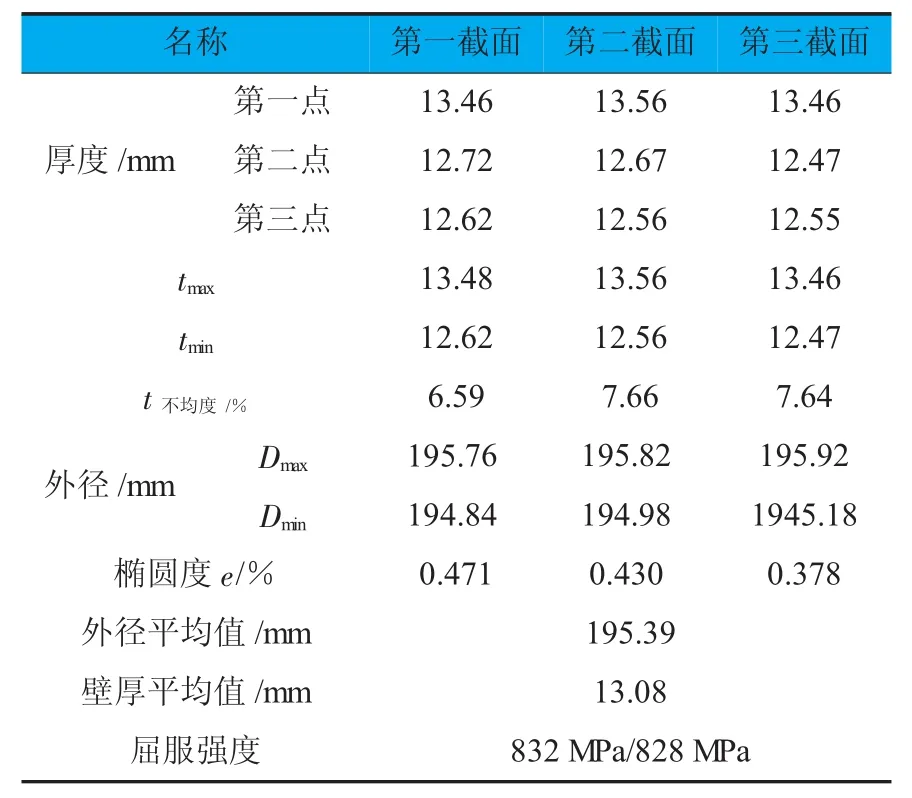
表7 钢管尺寸测量值

表8 钢管尺寸测量值
[1]翁宇庆.轧钢新技术3000问管材分册[M].北京:中国科学技术出版社,2005.
[2]李长穆.现代钢管生产[M].北京:冶金工业出版社,1984.
Study on Drift Process of Anti-collapse Oil Casing
YIN Xi-quan,LI Hong-min,GAO Rui-quan and Yao Yong
(Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
The authors study the characteristics of anti-collapse oil casing with special drift diameter, describe the influence of billet heating,process parameter adjustment and process control on the properties of oil casing,analyze the production of oil casing with anti-collapse and special drift diameter requirements and tackle with major and difficult problems in production.Test data showed the properties of the above oil casing met the requirement by the customer when the method of big outer diameter and improved wall thickness was adopted in combination with production process control.
billet;heating;process;control;special drift diameter
10.3969/j.issn.1006-110X.2014.02.007
2013-09-15
2013-10-12
尹锡泉(1969—),男,本科,生产厂长,主要从事钢管生产及相关工艺的研究工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19
黑龙江气象(2021年2期)2021-11-05
天津冶金(2021年4期)2021-08-18
重型机械(2020年4期)2020-06-29
数学学习与研究(2019年20期)2019-11-30
中国金属通报(2019年5期)2019-07-11
课程教育研究(2018年4期)2018-03-16
有色金属材料与工程(2017年3期)2017-07-15
山东工业技术(2014年12期)2014-05-03
现代农业科技(2009年19期)2009-03-20