天铁高线小规格HRB500E抗震钢筋研发
2014-05-16 06:08郭志强
天津冶金 2014年3期
郭志强,王 震
(1.天津天铁冶金集团技术中心,河北涉县 056404;2.天津天铁冶金集团棒线厂,河北涉县 056404)
天铁高线小规格HRB500E抗震钢筋研发
郭志强1,王 震2
(1.天津天铁冶金集团技术中心,河北涉县 056404;2.天津天铁冶金集团棒线厂,河北涉县 056404)
介绍了天铁集团研发小规格HRB500E抗震钢筋的过程。通过采用V、N微合金化,按照窄成分控制原则设计化学成分,严格控制铸坯内部质量,制定合理的轧钢工艺,强化炼钢、连铸及轧钢工序的过程控制,解决了风冷线上搭接点对小规格盘条造成的性能波动,开发出符合国标要求的HRB500E抗震钢筋,取得了国家质检总局签发的钢筋混凝土用热轧钢筋生产许可证。
抗震钢筋;微合金化;力学性能;研发
1 引言
天铁集团棒线厂于2009年8月5日投产,设计规模 60万 t/年,设计规格 ø6 mm~ø16 mm,生产主要钢种是冷镦钢及热轧带肋钢筋HRB400等。坯料使用天铁炼钢厂提供的合格150mm2方坯。炼钢厂建于1994年,主要装备有3座45 t氧气顶吹转炉,2座45 t LF精炼炉,3座6 m弧方坯连铸机。随着建筑工业的迅速发展,建筑结构的安全性、抗震性问题越发受到重视,而提高建筑安全性和抗震性的关键是提高钢筋的强度和综合性能,采用500MPa级钢筋相比400MPa级钢筋可节约用量10%左右,对发展低碳经济具有积极的推动意义。研制和推广高强抗震钢筋对生命财产安全具有重要的意义,是建筑钢材发展的必然趋势,具有很大的市场潜力。为响应国家产业政策,扩大产品种类,提高市场竞争能力,天铁集团进行了HRB500E抗震钢筋的开发。在市场调查中发现ø12 mm及以上规格的HRB500E抗震钢筋大部分由棒材生产线生产,因此天铁将HRB500E抗震钢筋生产规格定位在ø6 mm~ø10mm的小规格产品。
2 HRB500E抗震钢筋技术要求[1]
2.1 抗震钢筋性能特点
抗震钢筋要求具有良好的综合机械性能:
(1)高的屈服强度,可以减少建筑结构的截面面积,抵御地震破坏力能力较强。
(2)高的强屈比和优良的延伸率指标,可以吸收更多的地震能量。
(3)好的疲劳性能,能抵抗地震时的高应变低周疲劳破坏。
(4)热影响区的韧性更优,焊接性能优良,满足施工需要。
2.2 抗震钢筋标准要求
在 GB1499.2—2007中对高强抗震钢筋HRB500E的技术要求如下:
(1)成分要求。高强抗震钢筋HRB500E化学成分和碳当量(熔炼分析)应符合表1的规定。根据需要,钢中可加入V、Nb、Ti等元素。
(2)力学性能要求。钢筋力学性能特征值应符合表1规定。

表1 GB1499.2—2007中HRB500E化学成分和力学性能要求
(3)冷弯、反弯性能良好。
(4)焊接性能符合相关行业标准的规定。
(5)钢筋金相组织主要是铁素体加珠光体,不得有影响使用性能的其他组织(如基圆上出现回火马氏体组织)存在。
(6)抗震钢筋的特殊要求。抗震钢筋除了必须满足上述要求外,还应满足以下抗震性能指标:①钢筋实测抗拉强度与实测屈服强度之比R0m/R0el不小于1.25;②钢筋实测屈服强度与标准中表2规定的屈服强度之比R0m/R0el不大于1.30;③钢筋的最大力总伸长率Agt不小于9%。
3 HRB500E抗震钢筋生产工艺设计
要实现钢筋性能的严格稳定控制,必须严格控制冶炼、连铸和轧制等整个工艺流程,保证成分稳定性、洁净度、钢坯内部质量和金相组织,同时还应考虑负差率和搭接点对力学性能的影响。根据天铁生产装备情况,设计HRB500E抗震钢筋的生产工艺路线如下:
45 t氧气顶吹转炉→吹氩→150方坯连铸→双蓄热步进梁加热炉→摩根5代高速线材生产线轧制→穿水冷却→吐丝→斯太尔摩风冷线→集卷→检验→打包。
3.1 HRB500E抗震钢筋成分设计
根据抗震钢筋的技术要求,钢筋不仅要有高的强度,同时要有良好的塑性;而且屈服强度设有上限要求,还要有好的强屈比。因此必须采用微合金化路线。
(1)C、Mn、Si元素的确定。C、Si、Mn 元素都可以提高钢的强度,考虑到钢的焊接性能和塑性要求,碳当量不宜太高,应控制在0.53%以下。在影响相同强度性能情况下,Mn元素增加成本要远远高于C元素,因此采用高碳低锰的设计原则。为保证钢筋的性能稳定性,必须实行窄成分控制。
(2)微合金元素的确定。目前国内生产HRB500E抗震钢筋微合金元素主要为Nb、V、Ti。Nb微合金化工艺要求最为苛刻,冶炼工序需要严格控制N含量以增加Nb的固溶强化效果,连铸工序的连铸坯裂纹倾向大,轧钢工序需要根据Nb含量来确定加热工艺和控冷工艺,易导致钢筋性能不稳定,甚至出现冷弯开裂或脆断现象。就本公司炼钢、轧钢的工艺装备水平而言,Nb微合金化工艺很难达到抗震钢筋的性能要求。Ti存在收得率不稳定情况,也很难被采用。V微合金化工艺相对简单,对连铸工艺、钢坯加热和控轧控冷工艺均没有苛刻的要求。氮作为微合金化,可通过优化钒的析出和细化铁素体晶粒,充分发挥细晶强化和沉淀强化两种强化方式的作用,显著改善钢的强韧性配合。采用V-N微合金化技术,可明显减少钒的含量,降低生产成本。不同V微合金化方式对钢筋力学性能影响的回归结果可定性参考表2[2]。
由表2可看出,V微合金化对强度贡献值依次为氮化钒>氮化钒铁>钒铁,同时钒微合金化会降低钢筋强屈比,氮化钒铁>氮化钒>钒铁。因此,选择VN合金来实现HRB500E抗震钢筋的微合金化工艺是最经济合理的。
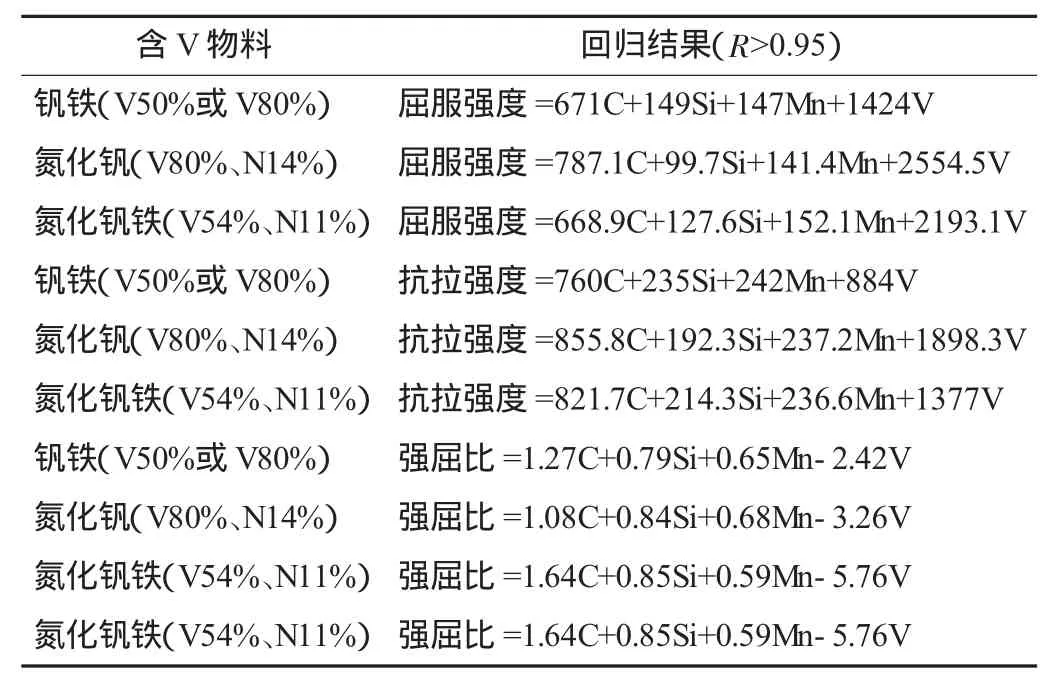
表2 钢筋力学性能与化学成分回归统计结果
(3)钢水中的P、S作为杂质元素,含量高时,钢的脆性增大,根据本公司铁水和冶炼工艺实际情况,要求降低到0.030%以下。
综合以上因素,确定HRB500E抗震钢筋的内控化学成分应符合表3规定。
3.2 炼钢连铸工艺要点
天铁为氧气顶吹转炉,在现有工艺下脱P能力有限,炼钢首先应把好原料质量关,铁水中P含量不能超过100×10-6,废钢P含量不超过35×10-6。转炉钢水的终点碳控制在0.09%以上,出钢过程严格控制下渣。由于采用不过LF精炼炉工艺,氩站必须保证吹氩搅拌时间不小于8 min,保证夹杂物上浮时间。均匀后取样进行成分分析,等成分出钢。连铸要做到全程保护浇注,控制好中间包液面高度和过热度,拉速不宜过高。
3.3 轧钢工艺要点
轧钢工艺是微合金化的一项重要内容,大量实践表明,轧钢工艺对性能的影响比V含量对性能的影响更为明显,体现在对产品的内部组织和V的析出强化影响上,合理的轧钢工艺是保证产品性能的主要因素。
3.3.1 温度制度
对于微合金化钢来说,合理制定加热温度是性能稳定的关键,为保证V、N溶入奥氏体并且均匀化,加热温度必须控制在固溶温度以上,考虑到微合金元素充分固溶需要扩散时间等因素,加热温度要比理论上高一些,相关的资料[3]指出,为了确保V的作用充分发挥,加热一般控制在1 150~1 200℃。但是加热温度的提高,会相应提高吐丝温度,不仅能够导致晶粒尺寸长大,影响产品性能,还可能使线材材表面加重氧化,影响了产品的外观质量。因此,一方面通过控制终轧温度来控制吐丝温度,另一方面对线材适当进行弱水冷。由于小规格线材冷却速度较快,为抑制贝氏体产生,冷却速度控制在10℃/s。这样吐丝温度可控制980℃左右,不会对V的析出造成较大影响。
根据规格不同,制定轧钢过程温控如表4所示。
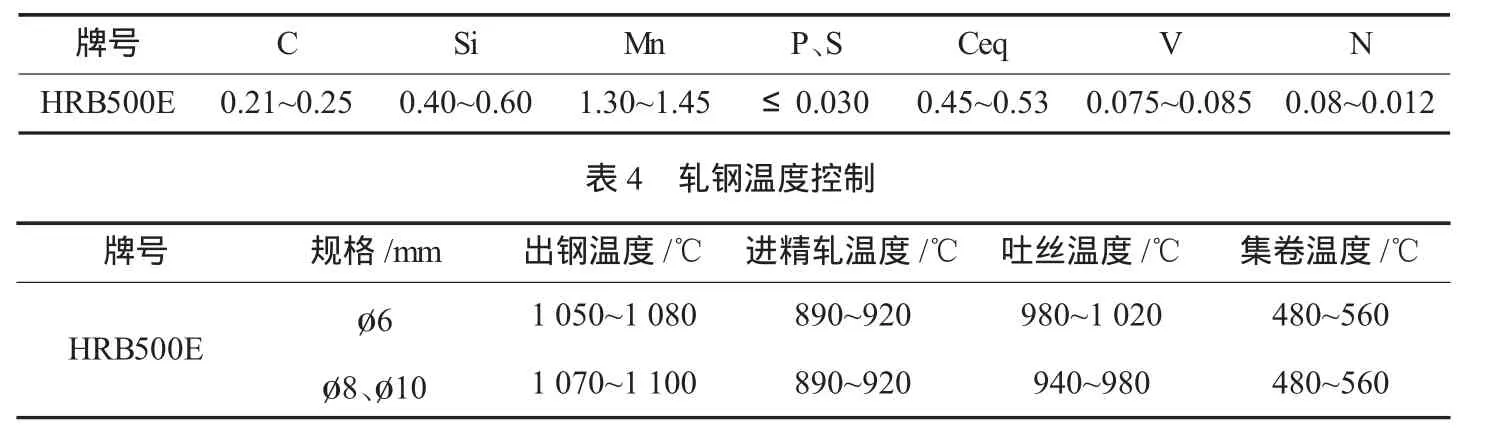
表3 HRB500E抗震钢筋内控化学成分 /%
3.3.2 负公差轧制对力学性能的影响
钢筋负公差轧制是指钢筋按照标准规定的负公差尺寸进行生产,对下游用户、中间商和生产企业都有积极的意义。但是负公差轧制会造成力学性能的变化,GB 1499.2—2007标准中第8.2.2条明确规定“计算钢筋强度用截面面积采用表2所列公称截面面积”。由于带肋钢筋采用负公差轧制,实际截面面积会小于公称截面面积,在钢坯成分和轧制工艺不变的情况下,势必会造成强度指标性能下降,因此带肋钢筋进行负公差轧制必须具有一定的强度过剩值,设计成分和轧钢工艺时必须考虑增加强度指标20~30MPa左右。
3.3.3 搭接点对力学性能影响
通过对盘螺生产情况进行统计,存在力学性能波动大的问题,同卷强度差可达40~60MPa,显然无法满足HRB500E抗震钢筋的生产要求。造成这种现象主要原因,一是钢坯加热温度不均,二是风冷辊道上搭接点与中部的温度差,其中搭接点的影响尤为严重,在同一圈上就可以造成高达60MPa左右的性能差。由于高线吐丝的生产特点,再加上小规格钢筋散热快,目前还没有特别行之有效的方法来解决搭接点造成的性能差。经过多次试验后,优化了风冷辊道速度,采用先慢后快的方式,使钢筋在风冷辊道上尽量被拉开;合理设定风机开启数量、开口度,保温罩开合方式,加灵装置开度等各项参数,确保钢筋均匀冷却,可以减少搭接点的影响。经过不断调整,钢筋的通条性能差成功控制在30MPa以内,满足了抗震钢筋的生产需要。
4 产品实物质量
4.1 产品性能指标(见表5)
由表5可以看出,ø6 mm规格相对ø8 mm和ø10mm规格钢筋性能稳定性要差一些,最大力总伸长率Agt相对国标不小于9%的要求,富余量不是很大,这与小规格盘条轧后温度控制相对困难有关。
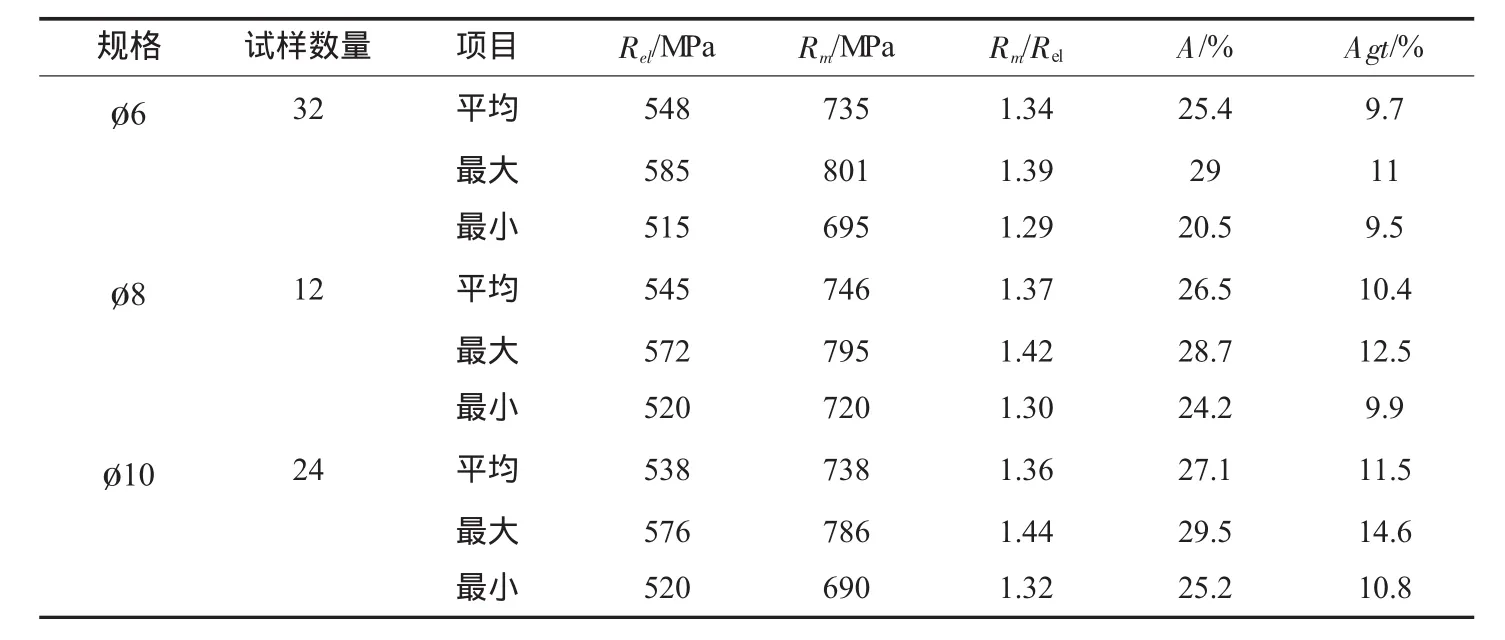
表5 HRB500E抗震钢筋力学性能统计
4.2 内部组织
对HRB500E抗震钢筋内部组织进行检测,全部为铁素体加珠光体(见图1),晶粒度9.5~11级,满足国标GB1499.2-2007要求。
图1 HRB500E抗震钢筋金相组织
4.3 钢筋的焊接性能
对成品钢筋进行焊接型式试验,在不同焊接方法下,试样接头力学性能、拉伸断裂位置、端口特征和弯曲性能等指标全部合格。
5 结论
天铁在现有装备工艺条件下,通过严格控制炼钢、连铸、轧钢等工艺环节,采用VN微合金化、合理的工艺参数,有能力生产出HRB500E抗震钢筋,各项性能指标满足国标GB1499.2—2007的要求,并于2013年11月顺利取得生产许可证。
HRB500E抗震钢筋采用VN微合金化,化学成分设计合理,生产工艺要求相对简单,在保证了产品性能的同时,又兼顾了生产成本,符合大批量生产的要求。
通过HRB500E抗震钢筋,解决了钢筋通条性能差问题,为其他产品开发奠定了基础。
HRB500E抗震钢筋用于建筑工程,不仅可以增加建筑物安全储备,而且可以减少钢材用量,节约资源,缓解环境压力,具有很大的经济效益和社会效益。HRB500E抗震钢筋的成功开发不仅提高了天铁的产品档次和技术含量,更提高了天铁的市场美誉度。
[1]GB1499.2—2007,钢筋混凝土用钢第2部分热轧带肋钢筋[S].
[2] 赵彻,孟宪珩,齐宏智.不同钒微合金化方式对钢筋屈强比的影响[J].中国冶金,2009(7):9-12.
Research and Development of HRB500E Aseismic Reinforcement of Small Size at Tiantie High Speed Wire Rod Mill
GUO Zhi-qiang1and WANG Zhen2
(Technology Center1and Wire and Rod Mill2of Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The process that Tiantie Group developed small size HRB500E aseismic rebar is introduced.After taking measures such as adopting V and Nmicro alloying,designing chemical composition with the principle of narrow composition range control,strictly controlling billet internal quality,formulating reasonable rolling process and enhancing the process control of steel making,casting and rolling,solving the problem of big performance fluctuation of small sized wire rod caused by lapping points on air cooling line,HRB500E aseismic rebar in accordance with national standard was developed and the production permit for hot rolled bar for the reinforcement of concrete issued by AQSIQ acquired.
aseismic rebar;micro alloying;mechanical property;research and development
10.3969/j.issn.1006-110X.2014.03.003
2014-01-15
2014-02-20
郭志强(1978—),男,工程师,主要从事品种研发及轧钢工艺研究工作。
猜你喜欢
辽宁化工(2022年9期)2022-09-29
山东冶金(2022年4期)2022-09-14
机械工程材料(2022年8期)2022-08-29
材料与冶金学报(2022年2期)2022-08-10
山东冶金(2022年3期)2022-07-19
江苏钢铁(2022年9期)2022-07-02
粉末冶金技术(2021年1期)2021-03-29
重型机械(2020年3期)2020-08-24
中国铸造装备与技术(2017年3期)2017-06-21
安徽冶金科技职业学院学报(2015年3期)2015-12-02