清管扫线意外爆管原因分析
2014-06-08 01:39戚国顺
石油化工建设 2014年2期
戚国顺
江苏石油勘探局油田建设处 江苏江都 225261
清管扫线意外爆管原因分析
戚国顺
江苏石油勘探局油田建设处 江苏江都 225261
油气管线通球清管扫线过程中,清管球选配不当,有可能发生清管球被卡阻现象,解卡操作不及时,就有可能发生爆管事故。本文对清管扫线弯管意外爆管事故发生的原因进行了分析,同时对清管球选配、通球扫线操作和热弯管制造提出一些建议。
清管扫线 清管球选配 弯管爆管 热弯管缺陷
某油区新敷设一条长14km的原油管线,设计压力4MPa,采用20钢Φ159×6mm无缝钢管,管线经过密集村庄、道路及河流沟渠。该管线特点为:跨越多,采用90°弯管多。该管线安装完成后,建设方交由一家防腐公司进行管道内防腐施工。在内防腐前的清管施工作业时,发生了爆管事故。笔者进行实地观察,了解了相关情况。取样做了管材化学成分、硬度和金相试验分析,分析了爆管事故发生的原因。
1 爆管事故发生过程
据施工单位介绍,全线分段进行内防腐前清管扫线施工,该段管线长约2km,压风机送风推动钢丝清管球进行管内壁清扫,该段管线已进行几次通球清管,施工较为顺利。正常情况下压风机压力0.2MPa,清管球移动速度约0.9m/s。当进行再一次清管时,压风机压力缓慢上升到0.5MPa时,突然压力降到0,这表明管线已破裂。沿管线检查,找到爆管部位在一个小跨越下端竖直安装的90°弯管处。爆口长约700mm,呈撕裂状,同时爆裂成一些碎片(碎片开挖时没有能收集起来)。观察爆口形貌既有脆性开裂的特征,又有塑性开裂的特征(见图1);钢丝清管球发生变形,中轴前端弯曲,前片压板下半部向后弯曲近30°(见图2)。
在现场看到爆管处清管球移动方向的反方向约30m处,有一个水平安装的90°弯管。
至此可以推断爆管发生的过程:
当清管球移动至前一个90°弯管时被卡阻,推球压力升高到0.5MPa,随着推球压力不断升高,被卡阻的清管球开始移动,通过弯管段后进入到30m直管段,由于直管段对清管球的摩阻小,在0.5MPa推球压力作用下,重约1.35kg的清管球就像炮膛内的“炮弹头”,瞬间被加速达到一个很高的速度,冲向下一个90°弯管。高速运动的清管球,猛烈撞击下一个弯管的外弧面,发生这次爆管事故。

图1 弯管爆裂后的形貌

图2 弯管爆裂后清管球的形貌
初步判断这一次爆管事故发生的原因如下:
(1)清管球选配不当;
(2)清管扫线操作不当,发现推球压力异常升高时,没有引起足够重视,没有采取有效的处置措施;
(3)弯管的热煨弯制作过程造成局部硬度(强度)的升高,以及存在热煨过程形成的内应力,也是形成脆性爆管形貌的一个因素。
2 化学成分、硬度、金相分析
(1)在爆裂弯管上取样进行材质化学成分分析:其C、S、Si、Mn、P等元素含量符合GB/T 8163-2008《输送流体用无缝钢管》20钢规定要求。
(2)在爆口弯管上未经弯管加热的直管段和弯管外弧面爆裂区域分别取样,进行硬度和金相检验。检验结果如表1:

表1 硬度和金相检验结果
表1中的试验结果表明:
硬度的提高及金相组织的微小变化,表明该弯管未经退火热处理。
3 爆管事故发生的原因
3.1 清管球选配不当
规范规定:清管球应适用于管线弯管的曲率半径。
通常清管球前、后片间距以等于钢制弯管内径为宜,不得大于1.1倍。本案中已超过1.2倍,易被卡堵。
3.2 清管扫线操作不当
推球压力升高,表明已发生球被卡堵,没有及时采取措施解卡。如泄压,反向打压,退出清管球等。
3.3 钢管热弯制留下的缺陷
钢管热弯制留下的硬度升高、金相组织变化和存在内应力等缺陷,表明该弯管未经退火热处理,是导致爆口呈脆性开裂的主要原因。
依据SY/T5257-2004《油气输送用钢制弯管》规定的“L415或X 60以上钢级和处于酸性环境的弯管应进行热处理”。显然20钢达不到上述钢级指标,也不是在酸性环境下工作,可以不进行热处理。但标准的后一规定是:“其他钢级或钢号的弯管由制造商与购方商定弯管在弯制后是否需要进行热处理”(笔者认为:无论该热弯管经不经过退火热处理,对原油管道正常运行并无大碍)。
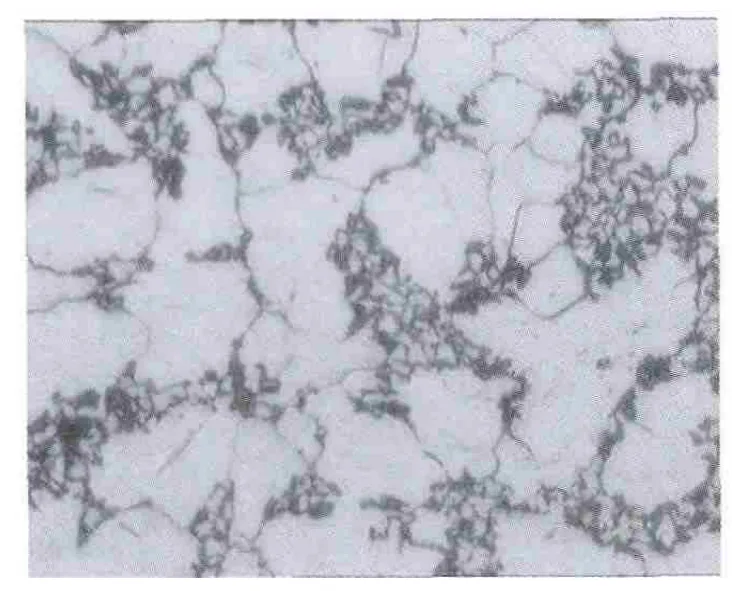
图3 爆口处金相组织400×
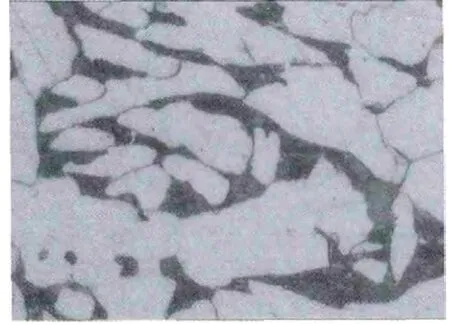
图4 未经弯制加热处金相组织400×
4 总结
这一次清管扫线热弯管爆裂事故,因清管球而起,本不该发生的情况发生了,从中得到的一些教训如下:
(1)清管扫线球的选配或自行设计、制作,都必须遵守规范规定。
(2)通球清管扫线,不是一件小事。操作不当会发生“意外”,需要控制的是:压风机排量与清管球移动速度的匹配;管线的组成结构(如大角度弯管);管线随地形的走向(上下坡、垂直上下等);同时还要能熟练掌握发生异常情况时的应急处置方法。
(3)弯管的制造质量应引起重视,弯管的外形以及内在质量都应严格控制,热弯管的椭圆度是影响清管球顺利通过的主要因素之一。
(4)采用未经退火热处理20钢热弯管的管道工程,虽然对正常油气输送没有影响,但在通球清管扫线作业过程中,应避免清管球与热弯管发生撞击。
TE88
B
1672-9323(2014)02-0095-02
2013-12-19)
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
湖北电力(2021年6期)2021-03-24
中国海上油气(2020年5期)2020-10-20
理化检验(物理分册)(2020年1期)2020-02-07
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
石油石化节能(2019年3期)2019-04-03
科教导刊·电子版(2018年6期)2018-06-06
焊接(2016年2期)2016-02-27
中国特种设备安全(2014年2期)2014-09-04