定位包覆竹节纱控制工艺的设计
2014-06-27 06:18李文雅任学勤
西安工程大学学报 2014年6期
李文雅,任学勤,师 琅
(1.西安工程大学 纺织与材料学院,陕西 西安 710048;2.西安工程大学 科技处,陕西 西安 710048)
0 引 言
在花式纱线中,竹节纱是常见的纱线品种.目前市场上的竹节纱纱线捻度在竹节段、基纱上分布不均匀[1-2].基纱部分捻度较大,竹节部分捻度较小,基纱和竹节的过渡部分存在捻度传递的现象,捻度处于二者之间[3-4].这类竹节纱在后期的织造过程中竹节部分强度不高,容易发生断裂[5-6].由于捻度固着较少,竹节段容易有较多纤维头端外露,导致纱线整体耐磨性降低,抗起毛起球性差,给生产和使用者造成很多不必要的麻烦.文献[7-8]分别研究了空心锭纺纱机生产包覆纱及包覆工艺,但目前将空心锭纺纱和竹节纱结合的研究不多.本文将空心锭包缠纱与竹节纱相结合,以空心锭纺纱机为纺纱设备,控制空心锭包绕捻度,对竹节纱进行定位包覆,设计开发出在没有检测装置的情况下具有特殊捻度包绕效果的定位包覆竹节纱.
1 实 验
1.1 设计方案
用空心锭花式捻线机生产竹节纱,并将定位包覆效果附加其上.纱线整体呈粗段、细段无规律交替分布,粗节处空心锭包绕捻度多,细节处包绕捻度较少,且粗段包绕捻度不会向细段发生转移,包绕捻度只定位包覆在纱线粗段,不影响细段纱线效果.开发设计实例是以空心锭包绕捻度紧密分布在粗段的两个头端.纱线设计效果示意图如图1所示,图1中A表示纱线粗段端头部分;B表示纱线粗段中间部分.从图1可以看出,纱线的细段分为L2和L4长度不同的两段,粗段L1和L3从长度到包覆捻度包绕效果是完全不同的两段.粗段两端被空心锭包绕捻度紧密定位包缠,即粗段的纤维端头被紧密包缠并完全包覆.

图1 纱线设计效果示意图
此款定位包覆竹节纱款式新颖,在设计开发时的难点及关键技术在于空心锭纺纱机的控制.控制系统需要实现的功能是在没有检测装置的情况下,能够精准控制空心锭纺纱机各运转部件的协调配合运动,实现准确定位包覆.
1.2 控制系统改造
1.2.1 控制要求 (1) 包缠位置任意变化.此款竹节纱的定位包覆位置可以根据效果需要设计出不同的位置分布效果.例如,在生产竹节纱时,将空心锭包绕捻度定位包覆在粗段部分的头端、中间段或尾端,从而实现全包缠、半包缠和间隔包缠等效果.(2) 包缠捻度任意变化.生产此款竹节纱时,要能够调节粗细段空心锭包绕捻度的数量,特别是对粗段包绕捻度数量的分布变化、稀密程度的控制调节.(3) 在粗细段长度均无规律变化的情况下,定位包覆效果只作用于粗段空心锭包绕捻度的定位位置、捻度数量,包缠效果只作用于纱线粗段,不能影响细段效果,且要准确实现工艺设计效果和纱线粗段的“一一对应”.
1.2.2 改造方案 在没有检测装置的情况下,要实现以上控制要求,且做到纱线粗段和捻度分布效果的“一一”对应关系,控制系统内部采取了延迟控制的特殊控制方法.即控制器内部根据所设计的工艺将输入的数据转化运行,使得粗、细段和空心锭的包绕之间存在一个时间上的滞后,实现定位包覆效果.

表1 纱线设计工艺
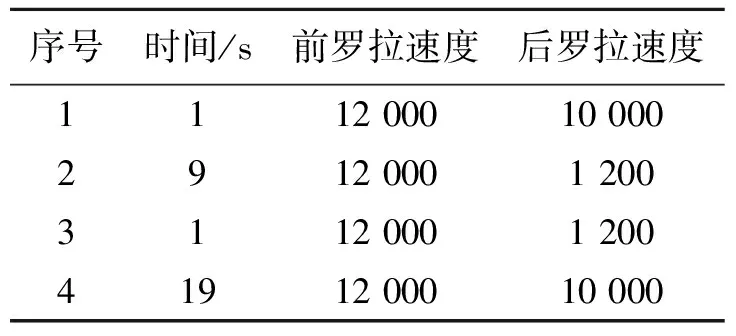
表2 延迟时间下的实际运行工艺
纺纱时,空心锭纺纱机固定后,前罗拉输出位置到空心锭上方的距离固定,将这段距离称为延迟距离.延迟距离和速度已知就可以推算出延迟时间,根据时间再控制各个运转部件以一定的速度运转一定时间,实现纱线粗段和捻度分布效果的“一一对应”关系,不会影响到细段的效果.设计纺纱工艺见表1.若要要求后罗拉比前罗拉晚1s运行,则转化数据见表2.从表2可以看出,根据要求的延迟时间,对数据在时间上进行拆分.第一段数据中的1s,后罗拉比前罗拉晚1s运行.第二段数据中的9s,是为了满足前罗拉的运行时间.对前罗拉来讲,第一段中的1s和第二段中的9s加起来正好是表1中前罗拉第一段数据10s时间.第三段中的1s是为了满足后罗拉的运行时间,第二段中9s和第三段的1s加起来,刚好满足表1中后罗拉的第一段数据10s的时间.第四段数据中的19s是为了满足前后罗拉在表1中的第二段数据20s的运行时间.
在纺纱实验中,经过测速表实际测得,表1,2中工艺数据和实际转速的对应比例关系为200∶1.即表1,2中前、后罗拉速度(12 000,10 000,1 200)分别为控制软件上前后罗拉输入数据,分别对应前后罗拉实际转速为60r/min,50r/min,6r/min.文中控制器工艺设计的数据考虑了设备传动比,并用实测方法得到.
1.3 材料
纺纱实验设计的是白底黑条纹的纱线效果,纱线主要由芯纱、饰纱、固纱组成,实验选择原料时,芯纱为75D白色锦纶丝,作为身骨提供纱线强力.饰纱为0.8G的100%腈纶粗纱,固纱原料选择的是70D/36F黑色锦纶丝.这样,外包的黑色固纱最终会间断包覆在纱线外层,纱线整体呈现出白底黑花效果.
1.4 纺纱工艺
工艺设计时,空心锭数据为4 000,所采用的延迟距离为2 784 000.白底黑条纹产品纺纱设计工艺见表3.从表3可以看出,纱线整体存在7种变化,主要是细段长度变化.共有12段数据,其中6段数据为1个数据单元,以数据中的第一个数据单元(第1~6段数据)为例说明工艺设计.
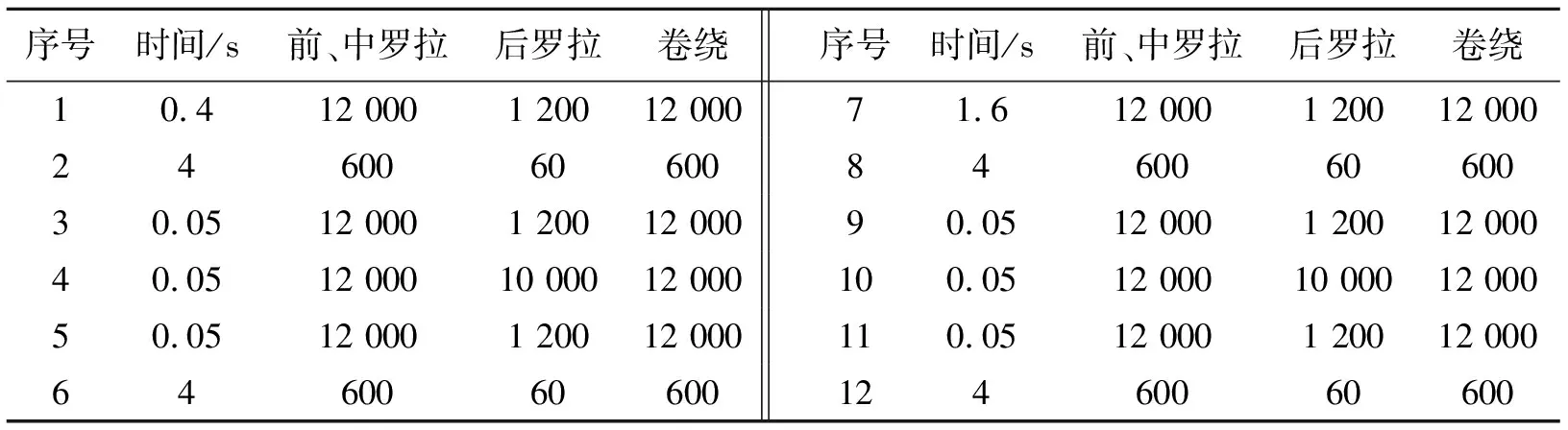
表3 白底黑条纹产品纺纱设计工艺
第1段数据是细段工艺,第2段数据和第6段数据是对粗段头端、尾端进行包缠的工艺,这两段数据中前罗拉输出速度明显降低,即芯纱和饰纱通过空心锭的速度减慢,而空心锭速度保持不变,则空心锭包绕捻度就会集中分布在头端和尾端位置,突出包缠效果.第三、第四、第五 3段数据是粗段由两端逐渐过渡到正常粗度的工艺,粗段中间部分快速通过空心锭,捻度相比于头端和尾端位置明显降低,捻度分布稀松.将设计工艺输入控制系统后,在纺纱运行时,工艺需要经过延迟距离的转化,生成纱线的实际纺纱工艺见表4.

表4 白底黑条纹产品纱线纺制工艺
表4中所示工艺数据在整个纺纱过程中是看不到的,工艺数据是将设计工艺按照所设计的控制理论和控制算法推算出来的,表4列出的只是为了更好地说明定位包覆的技术实现,各个数据单元进一步验证了纱线的无规律变化效果.整个数据中纱线粗细段间隔出现,且细段数据不断变化,长度随意变化.细段长度影响着粗段的间隔效果,进而决定最终的纱线规律、花型外观.加入长度变化,就有了两个粗段之间的间隔变化,这样纱线花型效果在服装或面料上不会形成重叠或重复现象,更符合花式纱线无规律、千变万化的结构特点.

图2 纱线效果图
2 结果与讨论
将纺好的纱线缠绕在白色纱板上,可以看出纱线的竹节及定位包覆效果,以及最终表现在服装面料上的效果.纱线效果如图2所示.从图2可以看出,纱线的粗细段效果分明,空心锭包绕捻度完全按照工艺设计准确包缠在粗段两端,捻度没有在粗细段之间的过渡部分发生传递.粗、细段捻度分布分明,细段完全没有受到粗段捻度包缠效果的影响,空心锭包绕捻度完全按照控制要求准确分布在粗段头端和尾端位置,紧密包缠,分布长度长,而粗段中间部分空心锭包缠捻度较少.纱线效果表明,本实验成功地实现了在没有检测装置的情况下,空心锭包缠捻度与竹节纱的“一一对应”关系.(1) 包绕捻度.粗段捻度整体高于细段,粗段两端捻度又高于中间部位.(2) 纱线结构.细段从纱线两边向粗段过渡,变化到粗段的端头渐粗,然后接着过渡到粗段最中间位置达到最粗.(3) 纱线色彩.细段呈芯纱和固纱的交织色,粗段两端的主体色呈固纱颜色,而粗段中间呈饰纱条的颜色.使用白色粗细节和黑色固结纱制成的新款竹节纱,粗段的捻度分布效果明显不同于传统竹节纱,捻度包缠在粗段两端减少了头端纤维的滑脱、摩擦,克服了普通竹节纱不耐磨,易起毛起球,断裂强度低的缺点.粗段中间未包缠部分和细段部分由于捻度较少,整体呈现粗纱的良好特性,手感舒适柔软.尤其当选用羊毛、马海毛、羊绒等高档原料时,未包缠部分展示了纱线的整体品质和高档品味.
3 结 论
(1) 在没有检测装置的情况下,实现了竹节纱的空心锭定位包覆设计.细段长度任意变化,包缠捻度只定位包覆在竹节粗段,不会影响粗段包缠效果.
(2) 开发出的定位包覆竹节纱,相比于传统竹节纱避免了粗段纤维端头外露,纱线容易起毛起球的问题,纱线耐磨、抗起毛起球性强.纱线手感柔软且不失强力,透气性好,整体品质优良.
参考文献:
[1] 李玲珍,徐伯俊,卢雨正.(竹节纱)纱捻度分布规律的分析[J].上海纺织科技,2007,35(12):53-55.
[2] 张毅强,杨咏梅,魏保平,等.细纱机竹节纱的生产技术探索[J].纺织学院,2001,22(4):30-34.
[3] 卢雨正.竹节纱强力弱环分布影响因素分析[J].棉纺织技术,2012,40(11):12-15.
[4] 卢雨正,高卫东,谢春萍.环锭纺竹节纱捻度分布及其对强力的影响[J].纺织学报,2006,27(7):16-18.
[5] LU Yuzheng,GAO Weidong,WANG Hongbo.A model for the twist distribution in the slub yarn[J].International Journal of Clothing Science and Technology,2007,19(1):36-42.
[6] GRABOWSKA K E.Characteristics of slub fancy yarn[J].Fibers and Textile in Eastern Europe,2001,9(1):28-30.
[7] 任学勤.提高包芯纱包覆效果的实践[J].北京纺织,2000,21(4):33-34.
[8] 李鑫,李杰新,谭丛德,等.空心锭纺包缠纱工艺研究[J].上海纺织科技,2000,28(5):20-22.
[10] 张洪宾,孙广辉,邢明杰.包覆纺纱工艺技术的研究[J].山东纺织科技,2012,53(4):1-3.
猜你喜欢
棉纺织技术(2022年12期)2022-12-13
国际纺织导报(2022年4期)2022-11-04
棉纺织技术(2021年5期)2021-07-16
纺织科学研究(2021年6期)2021-07-15
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
纺织服装流行趋势展望(2020年3期)2020-02-01
棉纺织技术(2019年10期)2019-12-30
数学大王·趣味逻辑(2019年10期)2019-11-06
广州文艺(2017年8期)2017-09-13