新型无源输油管道清管器的可行性研究
2014-07-01 23:36徐引涛李垚蒋永亮徐小兵张善彪张慢来
机械工程师 2014年5期
徐引涛, 李垚, 蒋永亮, 徐小兵, 张善彪, 张慢来
(长江大学,湖北荆州434023)
新型无源输油管道清管器的可行性研究
徐引涛, 李垚, 蒋永亮, 徐小兵, 张善彪, 张慢来
(长江大学,湖北荆州434023)
采用机械除蜡装置进行输油管道清管时,由于管道的弯曲、扭曲及蜡层较厚等原因,发生清管器的卡堵是一种普遍现象。文中提出了一种新型的防卡堵装置设计方案,包括尺寸、滚刀、流道、皮碗及排屑的设计,对高效清理作了验证,并进行了清管器可行性的理论分析。新型无源输油管道清管器能够满足防卡堵和高效清理的要求。
清管器;卡堵;高效清理;可行性
0 引言
在实际工业生产中,输油管道常由于管道结蜡使得管道有效横截面积减小,管道沿程阻力增大,严重时还会造成凝管事故,以致原油泄漏,给企业带来巨大的经济损失,同时还会给输油管线周边环境带来污染[1]。为此,各国石油企业都投入了大量的资金来研发清管器。
由于管道铺设环境非常复杂,在我国广泛采用的是机械除蜡方式[2]。但由于现有的清管器不能够离线工作,而且工作效率低,清管器发生卡堵的事故时有发生[3]。本文提出了一种新型的无源输油管道清管器,它不仅能够克服以往清管器的缺点,而且还可以离线工作,大大提高了清管效率,能给企业带来巨大的经济效益。
1 结构设计
利用原油提供动力带动叶轮旋转从而带动滚刀旋转将管壁上附着的蜡旋切下来,切下的蜡屑在压差作用下被原油带出清管器。清管器结构如图1所示。

图1 清管器结构图
2 防卡堵设计
2.1 清管器长度与管道内径之比
清管器通过垂直弯道的过程如图2,由于清管器太短则容易在弯头处翻转,太长则不能通过弯头,为此选清管器长度是管道内径的1.2倍。硅胶导向碗具有良好的变形能力,故不考虑其厚度,去除导向碗后清管器长度约为原长的5/6。设管道内径为D,则清管器总长为1.2D,去除导向碗后长为D,由

图2 清管器通过垂直弯道示意图

则清管器中间截面(包含滚刀)最大外径为0.9365D。而清管器大齿圈直径约为管道内径的0.85倍,满足垂直弯管的通过条件,且具有良好的稳定性。
2.2 螺旋滚刀处的柔韧性设计
考虑到清管器通过垂直弯道时滚刀会碰到管壁以及管道变形后滚刀也会碰到管壁,将滚刀以简支梁的方式安装于大齿圈上,如图3。
滚刀与安装槽无缝配合,避免刮削下的蜡屑进入安装槽内卡住滚刀。滚刀能在安装槽内绕销轴转动,当滚刀遇到足够大的径向力时,滚刀向内压缩弹簧,避免滚刀与管壁刚性接触时损害刀刃和管道,当滚刀所受径向力减弱时,滚刀恢复原位。滚刀的柔韧性设计对弹簧的要求较高,并且安装具有一定难度。

图3 滚刀处的设计
2.3 流道的设计
流道与管道的截面直径比1∶4。通过控制叶轮转速能较好地控制清管器的运行速度和滚刀的切削速度。当前方遇到较厚蜡层时,前方硅胶碗向内收缩以便清管器继续前行,但前行速度减慢,此时通过流道的流量增大,叶轮的输出转矩和转速增大,滚刀切削力和切削速度也随之增大,从而将厚蜡层切除下来;当前方蜡层较薄时,清管器所受阻力较小,轴向运行速度相对较大,叶轮转速相对较小,滚刀切削力较小。清管器工作时导向碗变化如图4。
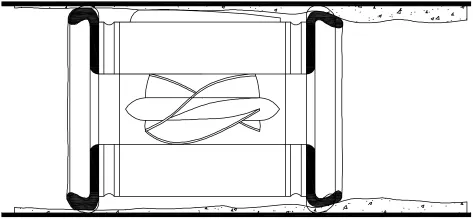
图4 工作时导向碗变化图
清管器轴向运行速度和滚刀切削力的自我调节能防止清管器发生卡堵事故。
2.4 导向碗型设计
当前方遇较厚蜡层时,为使导向碗顺利跨过蜡层,则与蜡层接触面的碗型曲率半径接近蜡块大小,导向碗收缩内侧的碗型曲率较大且此处较薄,便于收缩变形。硅胶具有良好的耐热耐寒耐油性,同时具有很好的耐磨性和柔软性,因此硅胶导向碗能保证清管器与管道良好接触,使清管器轴心始终与管道轴心重合,并且通过能力极强。
2.5 排屑设计
滚刀切削产生的碎屑如果不能及时排除清管器,容易导致滚刀不能旋转,清管器不能正常工作以致发生卡堵事故。
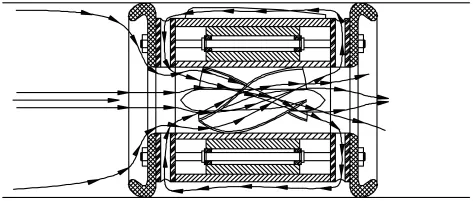
图5 压力排屑过程
如图5,原油流经小截面流道时因收缩现象越过密封板处的排屑孔,左端排屑孔压力较小,通过叶轮流道的原油在压差的推动下从右端排屑孔进入切削管道处,原油把切削下的碎屑从左端排屑孔带出清管器内部,由流道流到清管器前方随原油流走。
3 高效清理
3.1 动力来源
清管器的动力来源于原油自身的流动,既避免了因离线清管带来的巨额经济损失,又保障了动力的充足。待清理蜡层较厚时前进速度减慢、动力加强;蜡层较薄时前进速度加快,节约清理时间。
3.2 除蜡方式
螺旋滚刀切削时预留4 mm厚的保护蜡层,滚刀螺旋角30°,4个合金钢滚刀从小刃到大刃层层切削,可将管壁上的蜡层一层一层切削下来。与钢丝刷和刮刀等清洗工具相比,滚刀不损害管壁且效率较高。
3.3 叶轮的效率
清管器的动力来源是管道内输送的流体,叶轮的设计能从流体中获得足够的能量且以最大效率传递给滚刀实现切削过程。
4 可行性分析
选取内径为365 mm的管道为计算对象,计算时暂不考虑原油黏滞系数,取较大安全系数。清管器流道截面直径90 mm,滚刀厚度2 mm。将管道沉积蜡切出后通过实验得出:沉积蜡的剪切极限应力为[σ]=275 Pa。选用安全系数为2,则需要清除掉管道中沉积蜡需要的最小应力为550 Pa。
4.1 除蜡阻力矩
螺旋滚刀轴向长度L=180 mm,其中150 mm圆锥段用于切削,刃口半径差Δd=15 mm,滚刀螺旋角β=30°。则刀刃长度沉积蜡剪切极限σ=550Pa,假设每次除蜡厚度s=10 mm,除蜡所需扭矩

式中,Z为滚刀数,D′为刀刃中径。得出M1=0.667 8 N·m。取安全系数20,则M1=13.356 N·m。
4.2 叶轮输出转矩
根据轴流式叶轮圆柱层间无关性假设,用r和r+dr两个同心圆柱切割轴流式叶轮,将截取厚度为dr的圆柱层展开,得到一个平面直列叶栅。
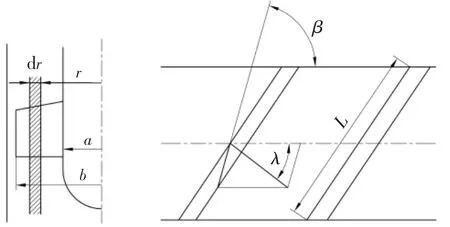
图6 平面直列叶栅
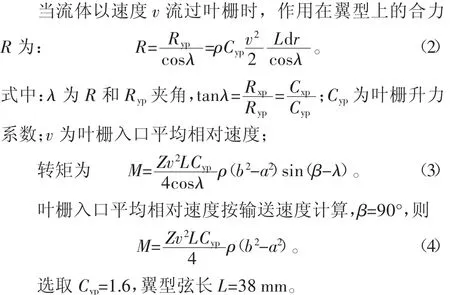
取v0=1.7 m/s,得流道内流体流速vL=27.508 m/s。
代入数据,得转矩M=1.460 N·m。
滚刀上面安装4个刀片,则刮削下沉积蜡的扭矩M1= 0.3613 N·m。叶轮提供的扭矩足够切下沉积蜡。
5 结语
通过对清管器防卡堵和高效清理的分析,清管器不仅可以顺利通过弯管,而且还可以适应复杂管道,除蜡效果和效率也有保证,可行性很高,具有广泛的应用前景。
[1] 盛沙,戴波,谢祖荣,等.超声波智能清管器信号处理技术研究[J].北京石油化工学院学报,2004(3):38-41.
[2] 王霞.大口径高压输气管道清管技术研究[D].北京:中国石油大学,2009.
[3] 刘刚,陈雷,张国忠,等.管道清管器技术发展现状[J].油气储运,2011,30(9):646-653.
[4] 王志方.管内石蜡沉积物的力学响应特性研究[D].青岛:中国石油大学,2008.
(编辑昊 天)
Feasibility Study on a New Pipeline Pig Without Extra Dynamic
XU Yintao,LI Yao,JIANG Yongliang,XU Xiaobing,ZHANG Shanbiao,ZHANG Manlai
(Yangtze University,Jingzhou 434023,China)
Pipeline pig would not get through the pipeline when it is working under the special environment,which includes metabolic pipeline,thicker wax,etc.A new type of pig plugging device is designed,efficient cleaning are guaranteed,the feasibility analysis of wax removal is carried out.The design of new pipeline pig can meet the requirements of keeping working and effective cleaning wax.
pipeline pig;plugging up;effective cleaning;feasibility
TE 973
A
1002-2333(2014)05-0017-03
徐引涛(1990—),男,2010级本科学生,研究方向为过程装备;徐小兵(1962—),男,教授,博士,硕士生导师,从事机械制造技术、电加工技术和模具设计的科研工作。
2014-03-06
全国大学生创新性实验计划项目(201210489319)
猜你喜欢
中国特种设备安全(2022年2期)2022-07-08
油气田地面工程(2021年4期)2021-04-29
制造技术与机床(2019年10期)2019-10-26
中国化工贸易·上旬刊(2018年9期)2018-09-10
中南大学学报(自然科学版)(2016年2期)2017-01-19
中国医学装备(2016年6期)2016-12-01
时代农机(2016年6期)2016-12-01
凿岩机械气动工具(2016年3期)2016-03-01
设备管理与维修(2015年2期)2015-12-25
河南科技(2014年24期)2014-02-27