UG NX5软件在三轴数控铣床中的开发利用
2014-07-01 23:36武皓
机械工程师 2014年5期
武皓
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
UG NX5软件在三轴数控铣床中的开发利用
武皓
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
通用的UG NX5 CAD/CAM软件的功能虽然能满足工作中大部分需求,但是,许多专业问题解决起来比较困难。文中通过UG NX5软件平台,二次开发了利用三轴数控铣床,加工汽轮机叶片叶根、叶冠内背弧圆角等工序程序,与通用的CAD/CAM软件集成,使之成为一个高效、易用的应用系统。
UG NX5 CAD/CAM软件;三轴数控铣床;二次开发
1 零件分析
图1、图2所示为汽轮机动、静叶片,汽道型线为多截面三维扭曲型线。分析该零件的型面结构可以看出:其围带侧较为陡峭,利用三轴数控铣床加工内、背弧型线时,由于立铣加工,围带根部达不到图样R3要求,静叶围带多为多面角锥体,加工难度较大。
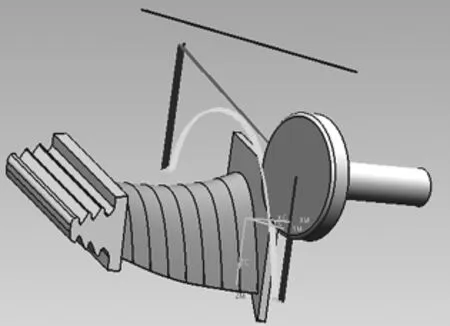
图1 汽轮机动叶片

图2 汽轮机静叶片
UG NX5是目前三轴数控铣床中使用较广泛的集建模与编程于一体的CAD/CAM软件,利用它对汽轮机动、静叶片围带圆角建模,编制加工程序,在三轴数控铣床上利用卧铣方式,选择合适的铣刀,通过对UG NX5软件的二次开发,可实现动、静叶片围带圆角一次加工完成。
2 零件建模
通过UG NX5软件完成零件曲面轮廓造型及加工趋动面(见图1、图2),再将铣刀设置为Y轴放置,刀具采用盘状或三面刃铣刀设置后,完成此程序的编制。
加工坐标原点:Xm为叶冠侧第一截面;Ym为叶冠侧第一截面;Zm为叶冠侧第一截面。
工作坐标系设为绝对坐标WCS。
3 工艺分析
该零件在加工内(背)弧圆角型线前,需进行内(背)弧型线加工,加工后转入三坐标数控铣床精加工圆角型线,采用相应直径的三面刃铣刀或盘铣刀加工。机床主轴转速和机床进给根据工件材料及余量不同而设置,实体工件径向面与Z轴需倾斜相应角度(Y轴方向)。
4 编程操作
1)打开模型并进入加工模块。打开零件模型图,确认工作坐标系,坐标原点与工件汽道型线图坐标原点重合,并设为绝对坐标。
2)进入编程模块。单击菜单:起始→加工,进入加工环境模块后,在加工环境对话框图3中。
指定CAM设置为“mill_contour”,进行加工环境的初始化设置。
3)选择机床。确定工件的加工坐标系MCS。

图3 加工环境对话框

图4 创建操作对话框
4)创建操作。进入新操作的建立(如图4),在创建操作对话框中进行设置。
在选项中选择“mill_contour”类型。子类型选择FIXED_CONTOUR,设定为曲面区域铣加工。
使用几何体:MCS MILL。
使用方法:METHOD。
名称为:FIXED_CONTOU。
确定选项后,开始铣加工操作的参数设置。
5)部件几何体。在FIXED_CONTOUR对话框(如图5)主界面内,进入图形选择。以设定零件几何图形作为加工对象。选择“曲面区域”驱动方式(如图6)。在“驱动几何体”过滤方式下选择“面”(如图6)。

图5 FIXED_CONTOUR对话框
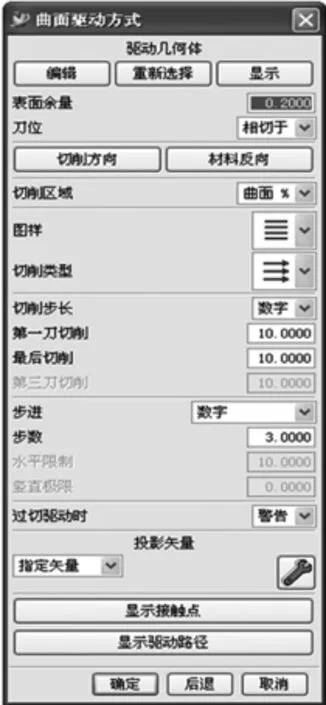
图6 曲面驱动方式
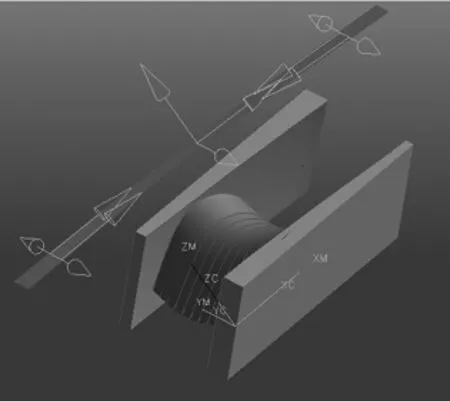
图7 切削方向
在驱动面上选择“切削方向”(如图7)。返回到“曲面驱动方式”对话框,进行各项参数设置:表面余量选择、刀具选择“相切于”、切削区域选择“曲面”、图样选择“平行线……”、切削类型选择“Zig”、切削步长选择公差、步数选择、过切驱动选择、投影矢量选择。
6)选择刀具。在IXED_CONTOU对话框中,选择“新的刀具”,类型选择:mill_contour;子类型选择:T_CUTTER,进入铣刀建立对话框:milling Too1-T cutter……设置刀具形式及参数:设置直径、下半径、刀具号、刀柄L、刃口长度FL、刀夹直径SD等,其他选项则依照内定值设定。
7)选择刀轴。在“刀轴”下拉选项中,选择“指定矢量”(图5),I设置为0,J设置为1,K设置为0,点击确定。
8)选择切削、非切削。切削:设置“切削参数”:斜向上角度选择90°,斜向下角度选择90°。
非切削:设置“切削参数”(图8):选择“进刀”、“退刀”“逼近”、“离开”,设置矢量、距离。
9)生成。所有设置完成后,点击生成图标→生成刀具轨迹→确认(如图1、图2)。
5 后置处理
在生成刀具轨迹→确认后,点击“操作导航器”,打开程序→后处理,自动生成程序文件。
6 结语
通过UG NX5软件在三轴数控铣床中的开发利用,可解决普通铣床加工耗时费力、余量不均匀,抛光修磨难度较大的问题,一次完成了内(背)弧圆角型面的加工。加工后可获得型面的最佳状态,即加工质量稳定、加工面平滑,工艺流程合理,生产组织方便,消除了时间、精力、资源上的浪费,确保了产品质量,提高功效近2倍。

图8 非切削移动
[1] 黄宜松.UG NX 5数控加工入门与实例进阶[M].北京:清华大学出版社,2010.
[2] 王卫兵.UG NX数控编程实用教程[M].北京:清华大学出版社,2010.
[3] 高长银.数控编程100例[M].北京:机械工业出版社,2011.
(编辑启 迪)
TP 391.7
A
1002-2333(2014)05-0205-02
武皓(1970—),男,工程师,叶片分厂厂长,研究方向为叶片加工技术。
2014-02-21
猜你喜欢
电子技术与软件工程(2021年8期)2021-06-16
装备制造技术(2020年1期)2020-12-25
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17