台阶缝筛管加工技术研究
2014-07-01 23:36陈静高福万杨贺来李庆辉钱轶秋杨中力
机械工程师 2014年5期
陈静, 高福万, 杨贺来, 李庆辉, 钱轶秋, 杨中力
(1.天津中杰科技发展有限公司,天津300011;2.天津中德职业技术学院,天津300350)
台阶缝筛管加工技术研究
陈静1, 高福万1, 杨贺来1, 李庆辉1, 钱轶秋2, 杨中力2
(1.天津中杰科技发展有限公司,天津300011;2.天津中德职业技术学院,天津300350)
为克服矩形缝和梯形缝筛管存在的缺陷,提出了台阶缝筛管及新的加工方法——塑性成型加工方法,制造出数控多刀铣床和挤缝机,通过加工试验,摸索出了一套切实有效的工艺参数,加工出了合格的台阶缝筛管产品。
台阶缝;塑性加工方法;挤缝机
0 引言
割缝筛管是石油钻井过程中采油防砂用的工具,割缝筛管以其刚性好、抗刮磨、缝隙均匀、采收率高、比其他方式防砂效果好等优点被广泛应用[1]。目前,国内外实际使用的割缝筛管端剖面缝型结构有矩形缝和梯形缝。矩形缝结构简单,管壁强度高,耐砂砾冲蚀磨损,保持缝隙宽度不变。但采油效率低,工程可靠性差,易造成砂粒堵塞、塌井等严重事故[3]。梯形缝端剖面结构呈扩散状,不易产生砂堵,“过滤自洁”性比矩形缝好,可使采油量有较大的提高。不过,梯形缝外缝断面与管子外圆形成锋利的刃口,易受流砂磨蚀,使外缝缝隙变宽,影响滤砂精度。
为了吸收矩形缝管壁强度高和梯形缝“过滤自洁”的优点,克服各自的缺陷,特发明出新缝型—台阶缝。“台阶缝”断面结构呈“外窄矩形→过渡梯形→内宽矩形”复合形状,其断面示意图如图1所示。

图1 台阶缝筛管端剖面结构图
1 台阶缝筛管加工方法及装备
先用自制的多刀铣床加工出宽矩形缝(图2(a));再用自制的挤缝机床及带双坡度的挤压刀具,顺缝将缝的内侧挤出坡口,用带双凸起的挤刀,骑在缝的两侧挤压出“犁沟”(图2(b)、图2(c));最后将“犁沟”滚压平,形成外窄内宽的台阶缝[4-6](图2(d))。

图2 台阶缝加工步骤
2 工艺参数对加工质量的影响
2.1 切削用量对刀具寿命的影响
因为用薄型高速钢锯片铣刀割缝,主要失效形式为铣刀磨损和破碎。为了提高铣刀寿命、降低加工成本,分别用厚度为0.3 mm、0.5 mm、0.75 mm和1.0 mm的铣刀,在牌号N80、壁厚9.17 mm的石油套管上进行割缝试验,得到如图3所示的优化参数。
针对完井防砂对不同缝宽的要求,分别选用齿数Z= 36、72和96的铣刀进行割缝试验,得到如图4所示的优化参数。

图3 不同厚度铣刀的转速和进给速度关系
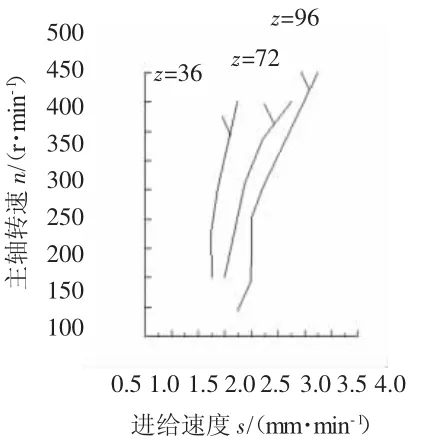
图4 不同齿数铣刀的转速与进给速度的关系
2.2 装配精度对割缝质量的影响
80把铣刀一字排开,由20个主轴箱驱动(每个主轴箱驱动4把铣刀),同时对一根套管进行割缝。铣刀的位置精度直接影响割缝筛管的质量。图5(a)表示由于装配精度不高,会造成在套管同一母线上,相邻最远的两条缝1和缝2有位置偏差。

图5 铣刀位置误差及精度调整
图5(b)表明有两种解决方法:1)每组只是刀具位置出现偏差时,可以修磨固定刀具的夹板厚度,保证同组内4把刀具位置的直线性;2)在各组刀具保证位置精度的前提下,向前或向后移动刀具所在减速箱体的位置,可以调整全部刀具位置的直线性。
2.3 支撑精度对滚压质量的影响
石油套管是毛坯管,外圆的形状精度直接影响挤、滚压缝的宽度。图6(a)是管件外圆理想状态,圆度没有缺陷。3个万向压球的圆心在同一个直径上;图6(b)表示管件外圆有凹进缺陷(K指处),此时上压点向下移动2.9 mm,3个压球的圆心不在同一个圆上。

图6
解决方法是:下面120°分列的两个压球应设为液压或机械弹性支承,以随动补偿圆度形状误差。
3 台阶缝筛管的质量检测
经天津市计量检测科学研究院对台阶缝样管进行检测,得到以下结论:外矩形缝径向变形深度≥0.468 mm;钝面变形深度≥1.781 mm;过渡梯形锥度为34°38′46"。
4 结论
1)刀具铣削和塑性成型加工台阶缝筛管,加工效率高,加工成本低,表面质量好,没有激光割缝高耗电、高耗气、容易造成割缝表面烧蚀、破损及对管体热影响的缺点。
2)塑性成型可加工出任意外缝宽度的台阶缝筛管,外缝宽度可以≥0.10 mm。
3)台阶缝石油筛管可使采油量有较大的提高,同时延长了筛管的使用寿命,减少了修井,降低了维修成本,是替代传统矩形缝筛管的高端产品。
[1] 苏曼G O,埃利斯R C,斯奈德R E.防砂手册[M].北京:石油工业出版社,1988:92-95.
[2] 万仁溥,罗英俊.采油技术手册[M].北京:石油工业出版社,1991:56-59.
[3] 万仁溥.现代完井工程[M].北京:石油工业出版社,2000:54-59.
[4] 陈静,杨锐.阶梯缝筛管多刀加工机床:中国,CN201120021215.3[P].2011-01-24.
[5] 陈静,杨锐.数控缝筛管多刀加工铣床:中国,CN201120021222.3[P].2011-01-24.
[6] 李庆辉,陈静,高福万.台阶缝筛管挤缝机:中国,CN2013200086126. 6[P].2013-02-26.
(编辑立 明)
Study on Processing Technology of Ladder Slotted Liners
CHEN Jing1, GAO Fuwan1, YANG Helai1, LI Qinghui1, QIAN Yiqiu2, YANG Zhongli2
(1.Tianjin Zhongjie Technology Development Co.,Ltd,Tianjin 300011,China;2.Tianjin Sino-German Vocational Technical College,Tianjin 300350,China)
A new method for resolving the defect of straight slot and the keystone slot-the plastic processing method is discussed,and the digitally controlled milling and extrusion machine is manufactured.Through the cutting experiment, useful technique factors have been concluded,so the qualified sample of ladder slotted liners can be processed.
ladder slotted liners;plastic processing methods;extrusion machine
TE 934
B
1002-2333(2014)05-0249-02
天津市应用基础与前沿技术研究计划项目(自然科学基金重点项目)(12JCZDJC34800)
陈静(1987—),女,助理工程师,主要研究方向为光机电一体化。
2014-03-05
猜你喜欢
中国石油大学学报(自然科学版)(2021年2期)2021-05-25
华人时刊(2020年13期)2020-09-25
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
美与时代·美术学刊(2018年8期)2018-11-23
制造技术与机床(2017年3期)2017-06-23
石油工业技术监督(2016年5期)2016-06-22
东南大学学报(医学版)(2015年1期)2015-03-22
中国煤层气(2014年3期)2014-08-07
断块油气田(2014年6期)2014-03-11