
一种小型滚针圆度测量仪
2014-07-22 05:28李利歌李副来熊子健李国斌马德锋
轴承 2014年7期
李利歌,李副来,熊子健,李国斌,马德锋
(洛阳轴研科技股份有限公司,河南 洛阳 471039)
圆度仪是测量轴、孔或类似零件的圆度、表面波纹度和同轴度的重要仪器。随着机械工业的发展,圆度仪的应用越来越广泛,如轴承生产企业要求在每台加工滚针的机床边放置小型圆度仪,用于测量滚针圆度,以确定机床的调节是否满足要求,故需要大量价格低廉且操作方便的小型圆度仪。
目前我国使用的圆度仪存在以下问题:(1)体积大,操作复杂,除了机械主体外还有计算机,不利于生产现场的使用,仅适合放置于检查间进行抽检;(2)电气部分采用计算机进行数据采集处理,成本较高。因此,设计了一种小型滚针圆度测量仪。
1 原理
将被测工件放在与精密主轴轴线相垂直的工作台上,传感器测头不转,调整工件的中心,使其与旋转的精密主轴中心重合并随之旋转,调整传感器测头接触工件,传感器在测量平面内测量工件的半径变化[1]。圆度仪机械部分结构原理如图1所示。
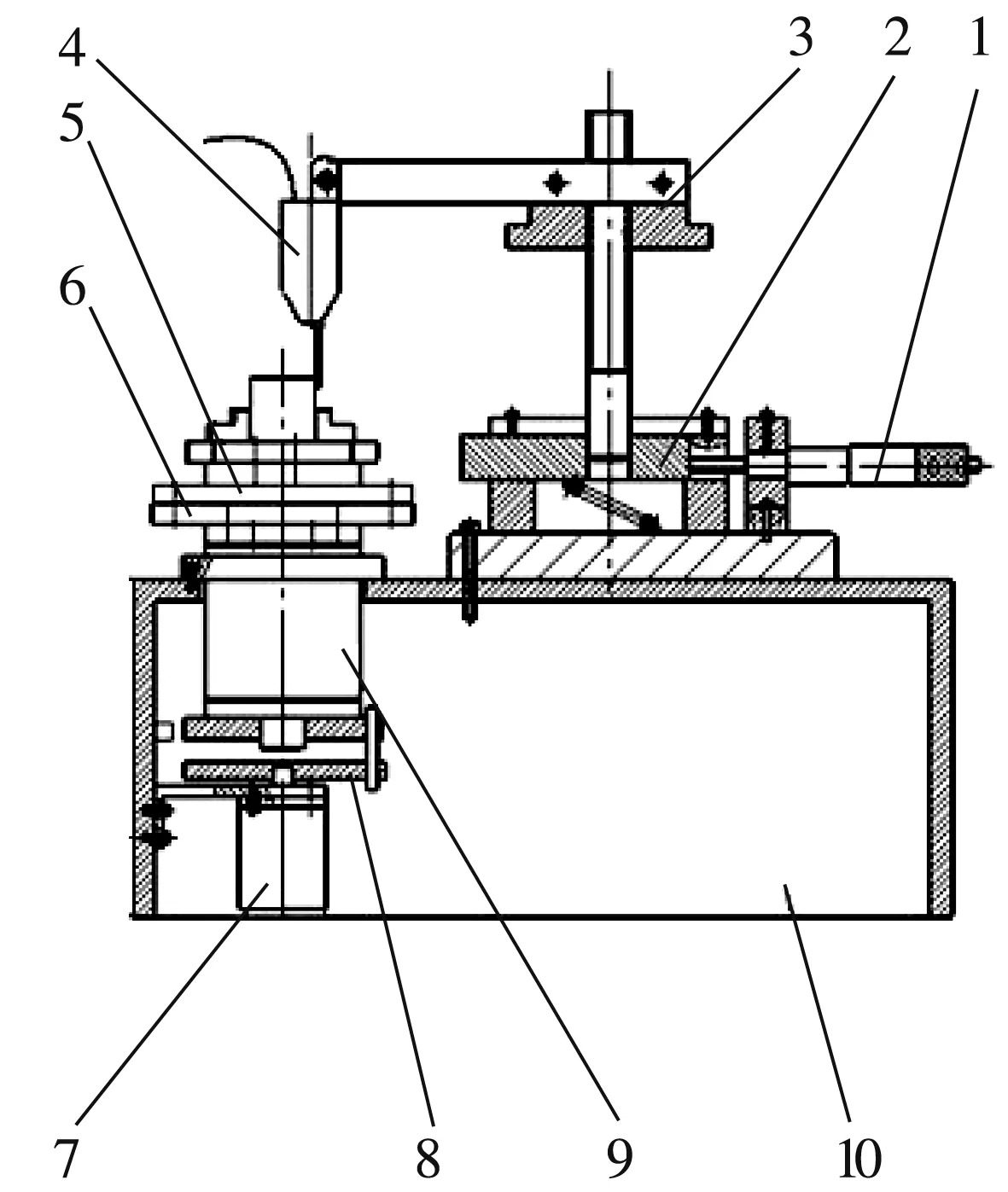
1—精密驱动器;2—x轴精密导轨;3—y轴组件;4—传感器;5—高精度夹盘;6—工作盘;7—电动机;8—联轴节;9—空气轴;10—机座图1 圆度仪机械部分结构原理
圆度仪电气系统原理如图2所示。采用基于单片机的数字信号处理技术,系统将传感器测量的工件轮廓变化信号经放大、检波、滤波后传送到单片机,以单片机为核心进行模数转换,根据圆度评定方法及相应的滤波算法得出偏心量和几个波段的圆度值,并将数据传送到电箱的液晶显示器上。该设计采用AD698芯片处理电感传感器输出的信号,再将此信号送入c8051f单片机内部集成的模数转换器,单片机根据圆度评定算法进行计算,并将结果显示于液晶屏上,最终结果通过仪器上的RS232或RS232转RS485串口传输到上位机,而且可根据需要实现SPC功能。
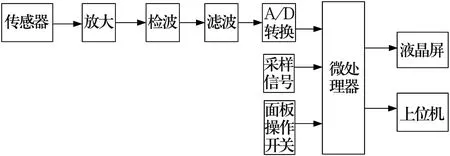
图2 圆度仪电气系统原理
采用最小二乘圆法进行圆度评定,原理如图3所示。
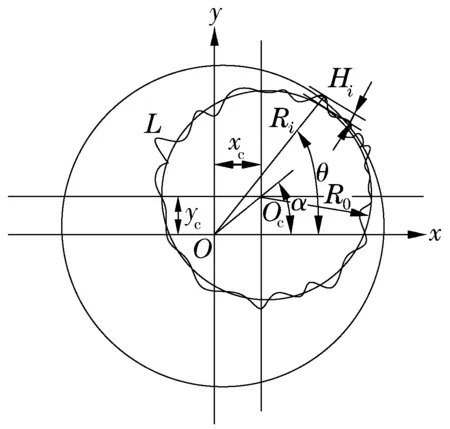
图3 最小二乘圆法原理
L曲线为测量零件的实际轮廓,其平均圆中心为Οc(xc,yc),平均圆半径为R0,基准回转轴线中心为O,Oc与O间的距离为偏心量e,对于L上的任一点P有
Ri=ecos(θi-α)+{(R0+Hi)2-[e·
sin(θi-α)]2}1/2,
式中:Ri为P点到基准回转轴线中心的距离;θi为P点的极角(以测量起点作为极坐标相对零点);α为平均圆中心相对基准回转轴线中心的偏心角(以测量起点作为极坐标相对零点);Hi为P点在R方向上相对平均圆(最小二乘圆)的偏差。
测量时,e<<(R0+Hi),则{(R0+Hi)2-[esin(θi-α)]2}1/2≈R0+Hi,所以Ri≈e·
cos(θi-α)+R0+Hi,则Hi=Ri-R0-e·
cos(θi-α)。
2 系统设计及操作方法
圆度仪电气部分硬件主要包含电感传感器、信号调理电路、信号采集及数据处理的微处理器、信号接口电路。传感器采用差动电感式旁向传感器[3]。信号调理电路采用专用的差动电感器集成芯片,将所需的电路功能集中在1块芯片上,只要增加几个外接无源元件来设置频率和增益,就能将机械位置信号转换成单极性或双极性输出的高精度直流电压信号。信号采集及数据处理的微处理器采用c8051f系列单片机,使用其芯片中集成的16位A/D,该系统扩展了64K数据存储空间,采用C语言编程,程序流程如图4所示。根据Hall采样信号定时采集信号并进行A/D转换,根据轴承零件的圆度和表面波纹度误差测量及评定方法,该圆度仪滤波档分为2~9,10~30,31~512和2~512 upr,采用2阶Butterworth数字滤波器,滤波器通频带衰减3 dB[4]。信号接口电路主要用于将测量后的数据传送给计算机和液晶显示器,用c8051f系列单片机芯片中集成的UART串行端口与显示屏及上位机进行串口通信,采用MAX232芯片实现电平转换,根据此芯片应用接法接入合适电阻与电容即可。显示器采用TFT真彩屏,集成了控制电路及显示电路。
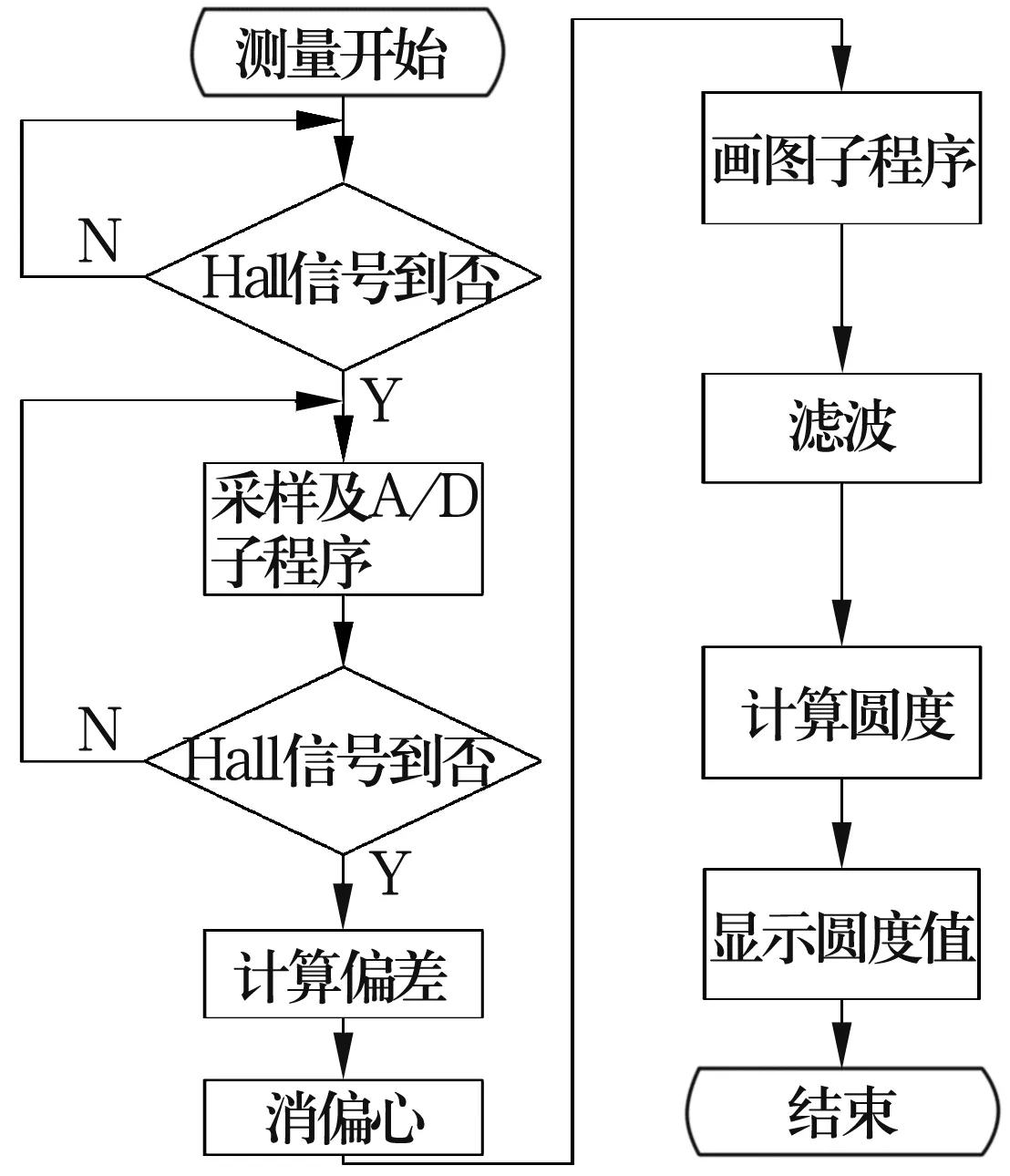
图4 程序流程
测量工件时的调整步骤为:(1)逆时针转动精密卡盘,放入工件后再顺时针旋转,保证卡盘卡正、紧固工件;(2)转动水平方向(y方向)千分筒,目测传感器测头过工件中心,再转动水平方向(x方向)千分筒,同时观察显示屏中的测值,该测值为当前传感器的值,不是圆度测量结果,测值10~30 μm为最佳测量状态。同时可根据工件长度调整垂直方向(z方向)千分筒,选择合适的测量高度,调整结束后方可测量。
圆度仪外观如图5所示。面板上的“开关”键是仪器电源总开关;“电动机”键是在“调试”键按下的情况下控制电动机启停,此键只在调试同心度阶段使用;“调试”键未按下的情况下(即调试结束后)在工件装卡完后按下“测量”键进行测量,其中电动机启停由程序自动控制;“调试”键仅需在仪器调试同心度阶段按下。开机屏幕显示欢迎界面,2 s后自动跳转到测量结果界面(即在未按下“测量”键之前)并显示当前传感器的数据,测量完成后可显示偏心量、4个波段的圆度值、轮廓的图形及当前传感器的数据。

图5 圆度仪外观
3 应用结果及分析
圆度仪的主轴转速为9 r/min,使机械主轴不转动,并将传感器触头置于机械壳体上某点测量,仅分析电气装置的精度,20次重复测量全波段,结果显示:16次为0.03 μm,3次为0.02 μm,1次为0.04 μm,可满足精度要求。
打开圆度仪的气源,调节压力至0.45 MPa以上,测量标准玻璃半球,主轴精度为0.05 μm,20次重复测量全波段,结果显示:13次为0.08 μm,4次为0.09 μm,2次为0.07 μm,1次为0.10 μm,可满足精度要求。
将圆度仪用于测量圆度标称值为0.98 μm的滚针,该圆度仪主轴精度为0.05 μm,圆度测量结果见表1。由表1可知,圆度与其标称值误差在0.05 μm内。
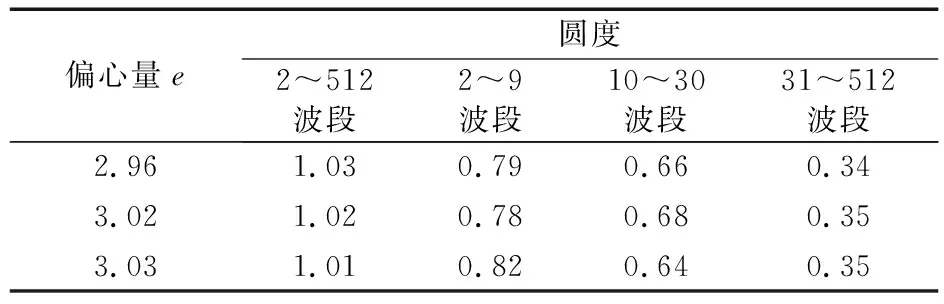
表1 圆度测量结果 μm
4 结束语
该圆度仪不但体积小、成本低、操作简单,而且测量精度高、抗干扰性强、可靠性高,可广泛用于轴、孔或类似零件的生产现场或实验室等。
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年7期)2019-07-22
现代机械(2018年1期)2018-04-17
机械设计与制造(2018年2期)2018-03-05
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
电子测试(2015年18期)2016-01-14
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
电机与控制应用(2015年3期)2015-03-01
