3MZ3220B超精机自动循环中常见故障及改进
2014-07-22 00:42杨君峰杜广超贺湘瑾
轴承 2014年1期
杨君峰 ,杜广超,贺湘瑾
(1.洛阳LYC轴承有限公司,河南 洛阳 471003; 2.61413部队43分队 湖北 襄阳 441052)
1 存在的问题
3MZ3220B轴承外圈超精机主要用于外径130~200 mm、宽度22~42 mm深沟球轴承和角接触球轴承外圈沟道的超精加工,主要为降低表面粗糙度,改善沟道圆度、波纹度,以满足低噪声、高精度轴承的生产需求。机床的(全自动)加工步骤为:工件旋转→上料→压轮压紧工件→摆架箱进入加工位置→油石压紧工件沟道→(摆头摆动)沟道超精→油石上抬→摆架箱退回→压轮退回→下料。如此反复,实现工件沟道的超精。但由于原机床电气和结构部分有不合理之处,加工过程中常会出现端面支承损伤、电动机和变频器故障率高、油石断裂等现象,急需找到行之有效的解决办法。
2 故障分析及改进措施
2.1 端面支承合金环损伤
超精过程中时有工件轴前端面支承的合金环被撞断的现象。观察发现,设备加工轻型产品(工件厚度小)时,压轮设计的行程较大,且压轮装置无前限位功能。当自动加工中压轮压紧工件和端面支承时,工件与端面支承为面接触,端面支承不易损伤;当出现无工件的情况时,压轮会直接压到端面支承上,因压轮自动调整回转余量,使压轮与端面支承接触往往为一端的线接触,且压力较大,导致端面支承上脆性合金环断裂、破碎。另外,无工件时,机床会自动空循环,造成能源的浪费。
为解决上述问题,增加了无料电气保护装置,在进料槽中安装接近开关,并入PLC(图1)并更改程序。当料槽有料时,接近开关感应并发送信号至PLC,PLC控制程序往下运行;当料槽无料时,接近开关未感应不发送信号,自动循环不启动,直到料槽有料后才能继续循环动作。改进后,无料时能够很好地保护端面支承不被后续动作损伤,并有效控制了无料时的机床空循环,节省了等待过程的能源消耗。
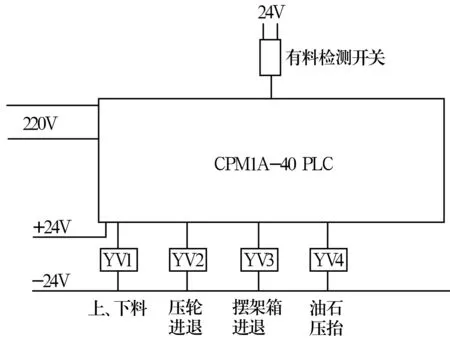
图1 增加有料检测后电器原理图
2.2 电动机、控制变频器故障率高
原机床设计为开机后工件轴一直旋转,若调整不当容易造成压轮压紧时工件的压偏或飞出,而且影响电动机、变频器的使用寿命。
因此,对自动加工电动机控制方法进行改进,将原工件轴一直旋转改为当压轮压紧工件后工件轴开始旋转;当超精结束后摆架箱退回原位时工件停止旋转,如此循环反复(图2)。在压轮下座处安装一个接近开关并调整好位置,当压轮压紧工件时,压轮上座和接近开关感应,通过感应开关控制中间继电器,接通变频器以控制工件轴旋转;当超精结束后压轮座退回,此时接近开关控制中间继电器断开,继电器控制变频器中断,工件轴停止旋转。改造后设备自动加工正常,安全性提高,电动机、变频器使用寿命延长。
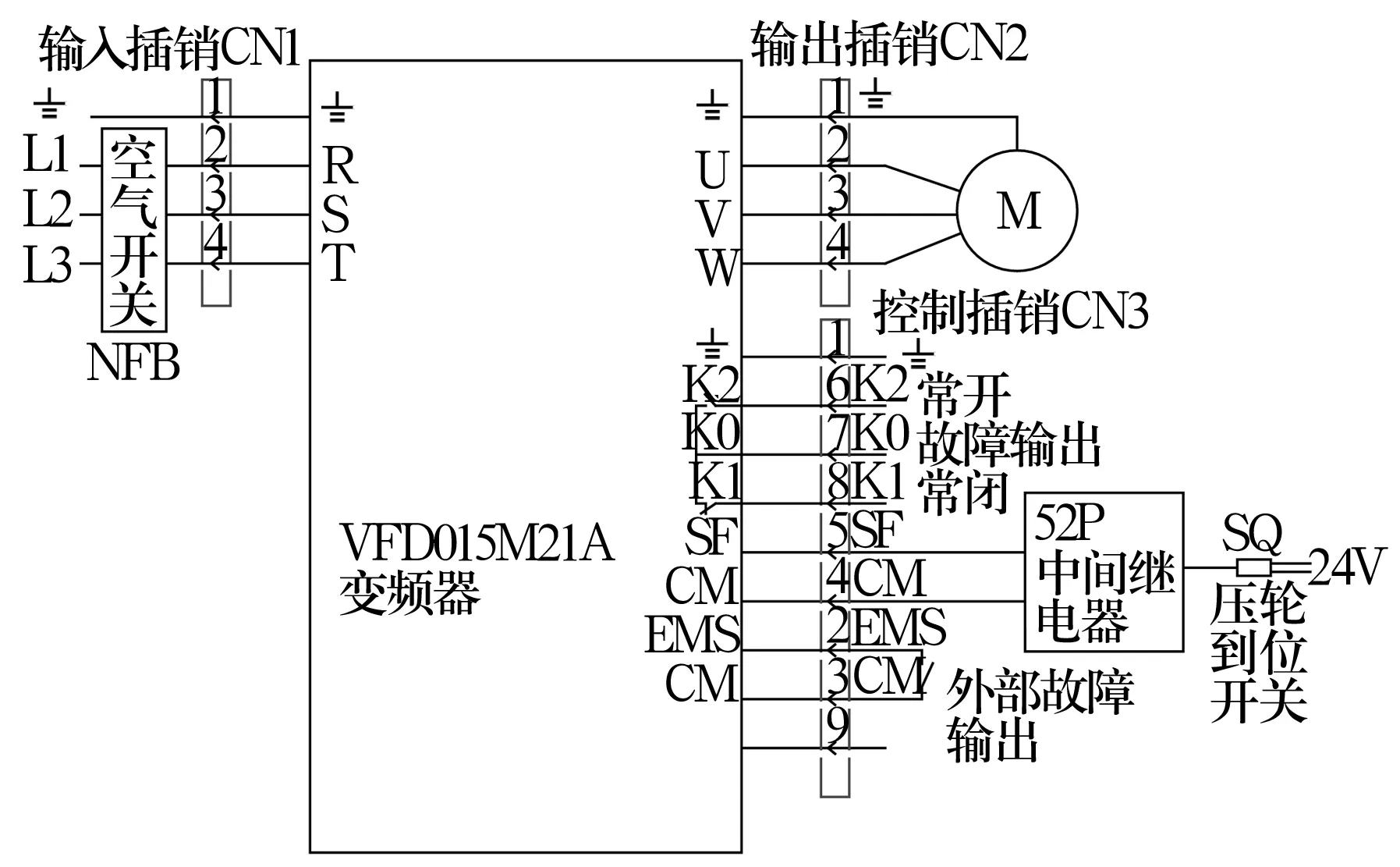
图2 改进后电动机控制原理图
2.3 油石断裂
原机床油石压抬部分采用液压杠杆原理控制油石的压紧和抬起,杠杆部分经常严重磨损;油石抬起和摆架箱退回基本同步,液压经分流造成油石抬起较摆架箱退回动作稍慢,容易产生干涉,使油石还未完全脱离工件沟道而被摆架箱退回动作拉断。
改进后将油石压抬改为气动控制,利用气缸带动小导轨副控制油石的压抬,使油石压抬动作与摆架箱退回动作分别为气压、液压控制,互不干涉;在程序上增加延时功能,确保油石抬起2 s后控制器再控制摆架箱退回。改造后彻底解决了原杠杆部分容易磨损的故障,有效避免了发生油石断裂的问题。
3 结束语
通过对机床增加电气保护装置、改进电动机控制方法和对局部不合理结构进行改进,有效降低了机床故障率,节约了成本。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年3期)2020-11-06
甘肃科技(2020年15期)2020-10-09
轴承(2019年7期)2019-07-23
轴承(2019年1期)2019-07-22
测控技术(2018年5期)2018-12-09
电子制作(2017年7期)2017-06-05
制造技术与机床(2015年10期)2015-04-09