
热模锻压力机锻造自动线污染物排放控制浅析
2014-08-29 01:15中国重汽集团济南动力有限公司铸锻中心山东250220杜立东
金属加工(热加工) 2014年7期
中国重汽集团济南动力有限公司铸锻中心 (山东 250220) 杜立东
2013年9月国务院印发了《大气污染防治行动计划》,针对雾霾天气持续多发、范围广、常态化的特点,将加强节能减排综合协调,推广新能源及控制污染物排放等方面上升到国家战略层面。锻造行业作为高耗能、高污染行业,如何做到取得经济效益的同时兼顾承担起社会义务,依法依规控制减少排放污染,是每一个锻造企业面临的问题。锻造企业中尤其是汽车零部件锻造企业,随着国家机械行业的整体发展,锻造技术发展进步,锻造工艺设备由几十年一成不变的空气锤、蒸汽锤向更高效、更节能、振动小的热模锻压力机转变,坯料加热技术也由煤、重油、煤气加热转变成加热效率更高、质量更好、更清洁的中频感应加热。
随着劳动力成本不断增加和机器人自动化控制技术成熟,锻造企业正逐步向专业化、自动化方向发展。我公司在投资建设重型汽车前轴、曲轴、万向节大型锻件热模锻压力机自动锻造生产线过程中,对热模锻压力机自动化锻造生产线的污染排放控制进行了各种探索。
1.热模锻压力机自动线关键技术指标及功能
热模锻压力机锻造自动生产线产品曲轴、前轴工艺流程(见图1)。曲轴、前轴毛坯锻造成形,主要是控制锻造毛坯加热始终锻温度、锻造工艺和锻后控冷速度,有效保证锻件综合力学性能及其加工性能。
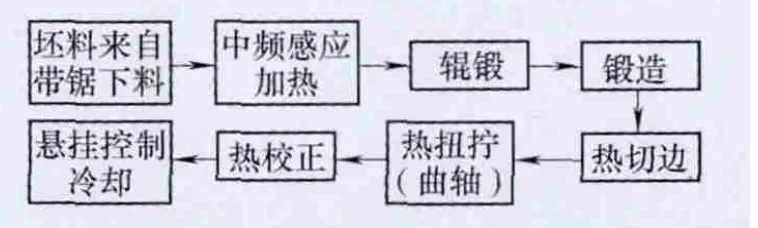
图1
锻造自动生产线污染排放在工艺流程中主要存在4处:热模锻锻造自动生产线污染排放点主要集中在坯料中频感应加热造成的废气;锻造工序产生喷淋润滑雾状石墨粉尘、细微氧化皮粉尘、润滑油脂油烟、热气;悬挂控制冷却产生细微氧化皮粉尘、润滑油脂油烟、热气废气;工艺设备运行噪声和振动的排放,另外存在辅助工序模具清洗及生活产生的废水等环节。
2.排放物处理法律法规依据
(1)污水排放标准 废水排放执行《城镇污水处理厂污染物排放标准》(GB18918—2002)中一级A标准;污水回用执行《城市污水再生利用 城市杂用水水质》GB/T18920—2002。
(2)环境空气质量及污染物排放标准 环境空气质量执行《环境空气质量标准》(GB3095—2012)中二级标准;废气排放执行《大气污染物综合排放标准》(GB16297—1996)中二级标准。
(3)噪声标准 厂界噪声执行《工业企业厂界噪声标准》(GB12348—2008)中Ⅲ类(工业区)标准:昼间65dB(A)、夜间55dB(A),临交通干线一侧执行Ⅳ类(交通干线道路两侧区域)标准:昼间70dB(A)、夜间55dB(A);厂内各类地点执行《工业企业噪声控制设计规范》(GBJ87—1985)中关于“工业企业厂内各类地点噪声标准”的噪声限值。
(4)固体废弃物标准 《一般工业固体废物贮存、处置场污染控制标准》(GB18599—2001)。
3.污水排放处理
(1)主要污染源及污染物 热模锻自动生产线污水主要污染源为车间产生的废清洗液及生活污水。这些污水中存在pH、COD、SS、石油类等污染物超标问题。
(2)污水处理措施 锻造生产线产生的污水直接排入污水处理站进行处理,废清洗液运至污水处理站先进行预处理,然后再与生活污水混合进行生化处理。厂区建有设计处理能力为120m3/h的污水处理站,采用缺氧/好氧脱氮工艺,处理后出水能够达到《城市污水再生利用 城市杂用水水质》(GB/T18920—2002)中冲厕、绿化水质要求,外排水达到《城镇污水处理厂污染物排放标准》(GB18918—2002)一级A标准。
4.废气、粉尘污染治理
采用全室通风、局部通风和除尘系统等装置,除尘通风后效果符合国家《大气污染物综合排放标准》GB16297—1996中二级标准的要求。
(1)除尘设施 热模锻压力机在锻造生产时,会产生喷淋润滑雾状石墨粉尘、细微氧化皮粉尘、润滑油脂油烟、热气,经主机设备自带活动式排风罩捕捉,经φ1000mm管路接多管冲击式除尘器,除尘器处理风量达38000m3/h,过滤后可达到除粉尘类排放标准<22mg/m3,<5mg/m3除油雾技术要求及室内和室外排放标准。除尘风量可根据需求调节,以保证能够达到合理的除雾效果,高温粉尘烟气被收集引至车间屋面以上排放。除尘器(见图2)排灰口采用密闭式储灰箱和密闭式卸灰阀,避免清灰时二次扬尘。除尘器除尘效率达95%以上,设备运行整体噪声不超过75dB。
(2)尘灰排放 除尘器锻件校正工序后悬挂冷却时产生的细微氧化皮粉尘、润滑油脂油烟、热气废气经离心沉降除尘器除尘后引致屋面以上排放,除尘器排灰口(见图3)采用密闭式储灰箱和密闭式卸灰阀,可有效避免清灰时的二次扬尘。

图3
(3)车间通风 为排除车间余热,车间屋面设置有屋顶风机进行全面通风,换气次数4次/h。为满足夏季工人降温要求,车间沿柱子设置工业壁扇。车间中频炉变压器室在工作时产生大量余热,为排除此部分热量,在变压器室外墙设置轴流风机进行排风,除尘系统见图4。
5.噪声控制
(1)锻造车间噪声控制 锻造车间压力机工作时产生排气噪声,其噪声级为100~110dB(A)。防治措施为排气管道上加装消声装置,建筑物围护采用砖墙,进行隔声降噪。

图2
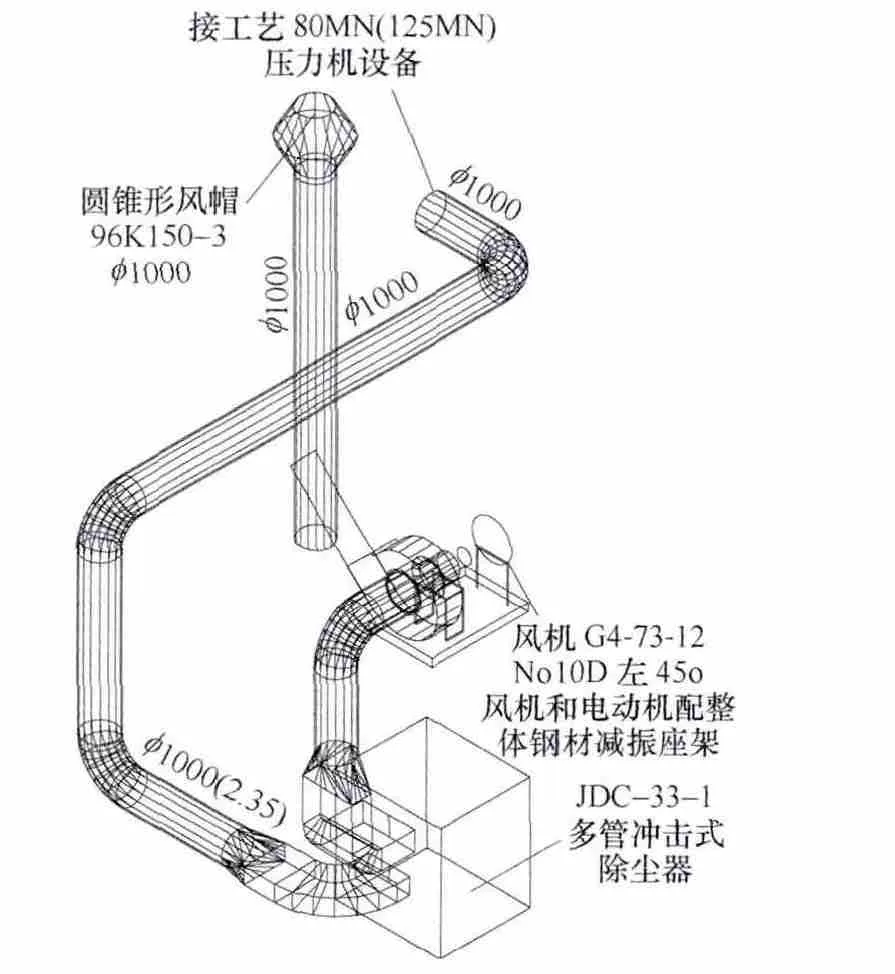
图4
(2)车间风机噪声控制 车间选用配置风机减振座架的低噪节能风机,减少噪声与振动对环境的影响。通过对车间各噪声源进行有效控制,以及厂区绿化和距离衰减,可使厂界噪声满足GB12348—2008《工业企业厂界环境噪声排放标准》Ⅲ类标准,即昼间65dB(A)、夜间55dB(A)。
6.固体废物处置
本项目产生的固体废物主要有金属废料、包装废料、生活垃圾,金属废料和包装废料全部作为废旧物质出售利用。锻件冷却线配置的离心沉降除尘器见图5。

图5 锻件冷却线配置的离心沉降除尘器
7.厂区绿化
厂区绿化不仅有改善厂区面貌,美化环境的作用,且是环境保护的重要手段。厂区道路两侧各设置8~10m宽绿化带作为厂区管线通廊,又丰富了厂区绿化层次,由于地下管线较多,植被以草坪为主,点缀部分灌木及小型乔木、花卉。靠近围墙处绿地以种植高大乔木为主,形成绿色屏障,降低了厂区噪声及粉尘对城市环境的影响。
8.锻后热处理
淬火槽处排出的水蒸气及油雾,采取吹吸罩的形式,用离心风机箱送风机及排风机由排风管沿车间钢柱排送至车间屋面以上。车间屋面设置屋顶风机进行全面通风排除车间余热,车间沿柱子设置工业壁扇,满足夏季降温要求。
锻件热处理后抛丸清理工序除尘系统配置二级除尘方式:双联旋风除尘器+采用美国HV滤料产品的箱式脉冲反吹滤筒。抛丸工序粉尘处理顺序:抛丸室/分离器粉尘→蝶阀风量控制→惯性沉降室→滤筒式除尘器→排入大气。净化后排放废气的粉尘浓度:<80mg/m3,噪声≤85dB,锻造自动线环境保护设施见附表。

锻造自动线环境保护设施
9.锻造自动线排放仍需解决的问题
坯料加热技术转变为效率更高、排放更少的中频电炉加热,外排污染源由过去的废烟、废气、废水和噪声减少到主要的两大类:热模锻工序的喷淋润滑石墨粉尘、细微氧化皮粉尘污染和污水排放。
锻造模具喷淋润滑石墨乳广泛应用于热模锻模具润滑,我们使用水基石墨乳颗粒度400目约38μm,自动线生产节拍60s左右,每次喷淋量大(约100mL),喷淋干燥后石墨粉尘污染严重,小颗粒粉尘无处不入,即使采用通风车间外排,由于其颗粒度小,物理特性稳定,长时间漂浮于空气中,是锻造自动线主要的外排污染物。开发和推广使用环保安全新材料水基无毒高温脱模剂是解决这一问题的有效手段。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
民用飞机设计与研究(2020年4期)2021-01-21
现代园艺(2017年19期)2018-01-19
西江月(2017年4期)2017-11-22
锻压装备与制造技术(2016年3期)2016-06-05
水利科技与经济(2016年11期)2016-04-22
设备管理与维修(2016年5期)2016-03-16
锻压装备与制造技术(2015年2期)2015-06-26
