
调心滚子轴承锻件成形辗扩工艺方案设计
2014-08-29 01:15洛阳LYC轴承有限公司锻造厂河南471003王战冶
金属加工(热加工) 2014年7期
洛阳LYC轴承有限公司锻造厂 (河南 471003) 黄 喆 王战冶 郭 凯
轴承四大件(内套、外套、滚动体、保持器)中内外套采用锻造方法制坯,其工艺方案为:下料→加热→锻造→辗扩→退火。
辗扩工艺在轴承行业的套圈锻造中已得到极为广泛的应用。在实际生产中,大都是以锤——扩孔机、压力机——扩孔机组成的生产线形式出现。辗扩过程如图1所示,将温度、尺寸都符合要求的坯料套在辗压辊6上,辗压轮4在液压缸5作用下辗扩坯料,坯料和辗压辊6依靠摩擦力作用一起转动,金属沿工件切线方向延伸,使坯料直径逐渐增大至碰到推力辊7时,受到推力辊约束,平稳扩展。当辗扩到预定尺寸时,就碰到预先调整好的信号辊1给出信号,表示坯料已经辗扩成为所需锻件。

图1 辗扩过程
调心滚子轴承由一个带球面滚道外圈和一个双滚道内圈,一个或两个保持器及一组球面滚子组成,具有调心功能,可以自动调整因轴与轴承座之间角度误差所产生的倾斜或轴的挠曲,应用广泛。调心滚子轴承外圈滚道为球面,辗扩时易产生端面凹心缺陷;内圈为双滚道,结构复杂,不易辗扩。
因此,大多调心滚子轴承锻件都锻造成圆柱直筒型,其滚道在车工工序“挖”出,浪费大量材料。随着锻造技术不断发展,成形辗扩应运而生。所谓成形辗扩,即通过使用成形模具,使锻件外形更接近成品。外套锻件内径滚道靠成形辗压辊(见图2)辗出,内套锻件外径滚道靠成形辗压轮辗出。与直筒形锻件相比,成形辗扩锻件在降低原材料消耗及提高轴承寿命方面具有不可比拟的优势,是轴承锻造业发展的方向和趋势。
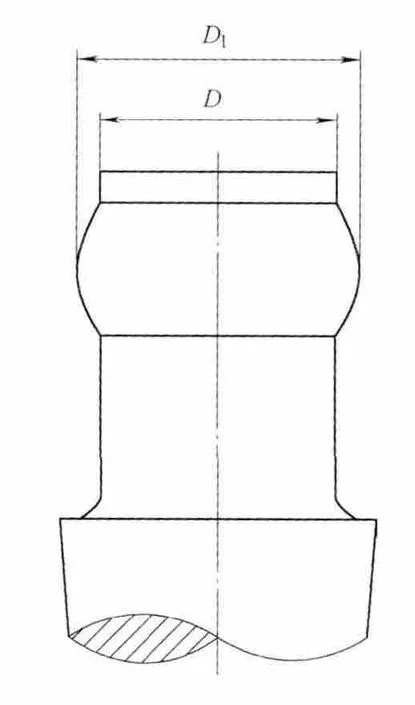
图2 成形辗压辊
1.成形辗扩锻造工艺
(1)外圈 成形锻件形状与成品形状相似,如图3所示。
(2)内圈 C型(如22324C/02)。C型轴承内圈两侧无挡边,两列球面滚子之间有一个活动中挡边,锻件外形如图4所示。
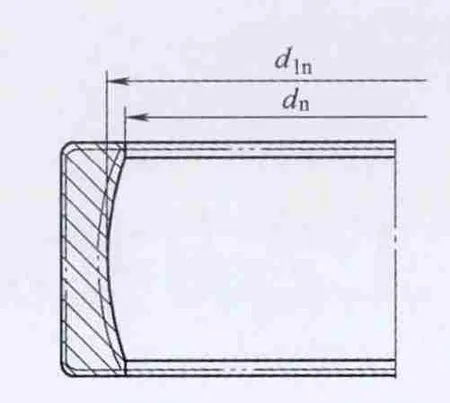
图3 调心滚子轴承外套锻件
CA型(如22322CA/02)。CA型轴承内圈两侧有挡边,两列球面滚子之间有(或无)一个活动中挡圈,锻件外形如图5所示。
带固定挡边的调心滚子轴承(如3632/02)内圈两侧有挡边,中间有一个固定中挡边,锻件外形如图6所示。
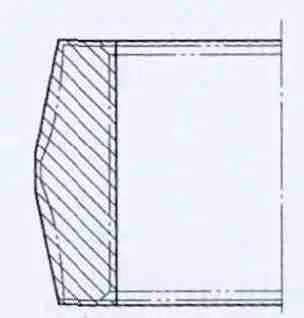
图4 C型内圈

图5 CA型内圈

图6 3632/02
2.模具设计
(1)辗压辊 为便于模具加工和下工序夹持,锻件内径留出一定长度的直台。适当增加滚道留量,利于辗扩。圆弧与圆柱直径之差(D1–D)等于锻件沟径与内径(d1n–dn)之差,锻件沟径尺寸靠模具尺寸保证。
(2)辗压轮 锻件成形后,需要专用模具。对于外套锻件,仅需要成形辗压辊,成本较低。而对于内套锻件,需要成形辗压轮、推力辊、检查辊,成本较高,而且模具老化后如何返修也是问题。如何降低模具成本,提高模具寿命是锻件成形辗扩必须解决的难题。
辗压轮原设计方案为整体式,缺点是该结构辗压轮在加工一定数量的产品后,型槽磨损变宽,造成锻件高度超差而使该模具报废,造成了较大的浪费。为解决这一难题,将辗压轮改为组合式结构。
将整体式辗压轮改为组合式上、中、下三片结构,如图7所示,在辗压轮磨损失效后,拆开修复再组合拉紧即可继续使用。这样就解决了工装模具难以修复再利用的问题,降低了模具费用。

图7 成形辗压轮
3.成果
完成22326CA/02、53630H/02等21个型号试制,节材统计如附表所示。

节材统计表
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年8期)2019-09-03
文化交流(2019年3期)2019-03-18
轴承(2018年10期)2018-07-25
数学物理学报(2017年2期)2017-06-05
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
