
串级控制在化学品氧化铝烘干系统中的应用
2014-09-03 10:54韩广军
有色冶金节能 2014年4期
宋 静 韩广军
(1.山东铝业职业学院, 山东 淄博 255052; 2.大唐国际内蒙古分公司, 内蒙 呼和浩特 010050)
串级控制在化学品氧化铝烘干系统中的应用
宋 静1韩广军2
(1.山东铝业职业学院, 山东 淄博 255052; 2.大唐国际内蒙古分公司, 内蒙 呼和浩特 010050)
针对某厂烘干系统控制参数多较难实现自动控制的问题,提出了烘干炉温度和天然气流量串级控制思路,重点介绍了串级控制的原理及稳定系统参数、优化控制的技术措施,很好地解决了烘干系统的自动控制问题。
烘干系统; 串级控制; PID
0 前言
烘干系统是化学品氧化铝生产的最后一道工序,主要设备由燃烧炉、烘干炉、布袋除尘器、鼓风机、引风机以及控制系统组成,主要功能是将成品压滤机压滤好的滤饼(含水分30%左右)进行烘干脱水,并将烘干料进行包装外销,工艺流程如图1所示。

图1 烘干工艺流程图
烘干炉出口温度T(如图1所示)是生产操作过程中控制的首要工艺参数,要求控制在100~120 ℃,温度过高会造成布袋烧毁,同时废气温度过高会造成能耗升高,影响烘干成本;温度过低会造成产品水分超标,影响产品质量,还会因进布袋的沸石水分大造成糊住布袋的现象。影响废气温度的因素主要有滤饼的进料量M(变频调速控制螺旋)、天然气流量Q,以及鼓风机和引风机的流量,另外滤饼的水分含量也是影响废气温度大小的主要因素。一般情况下鼓风机和引风机的风门开度和转速能确定下来,因此风量和压头基本不变。滤饼的水分含量是由上道工序控制,因此烘干工序影响废气温度的变量因素主要有滤饼进料量M和天然气流量Q。如何在下料量变化的情况下实现天然气流量的自动调节与控制,保证废气温度在可控的范围是本文研究的重点。
1 串级控制系统原理简介
相对于单回路PID控制系统,串级控制系统自己控制回路结构上存在两个闭环控制回路,即主控制回路和副控制回路。副控制回路在里面,起着粗调的作用;外面的回路为主控制回路,在整个串级控制中起着细调的作用,以保证被调量最终满足生产控制方面的要求。串级控制系统中,主、副控制回路各有其调节对象、测量变送元件和调节器。主调节器有独立的设定值,其输出作为副调节器的设定值,而副调节器的输出信号则送到执行元件去控制生产对象。
相对于单回路PID控制系统,串级控制系统对于外部二次扰动具有更好的适应性来满足生产控制要求。如图2所示:当外部二次扰动在控制过程中出现时,副环控制回路首先发挥调节作用,副调节器在扰动影响下动作,力图消弱扰动影响,保持副环回路输出参数y2稳定。扰动经过副环的抑制调节后进入主环,对主环回路输出参数y1的影响将大大减弱。其次,由于副环控制回路起到了改善对象动态特性的作用,因此主调节器的增益范围可以相应扩大,提高了控制系统的工作频率。另外,由于副环控制回路的存在,串级控制系统具备了一定的自适应能力。
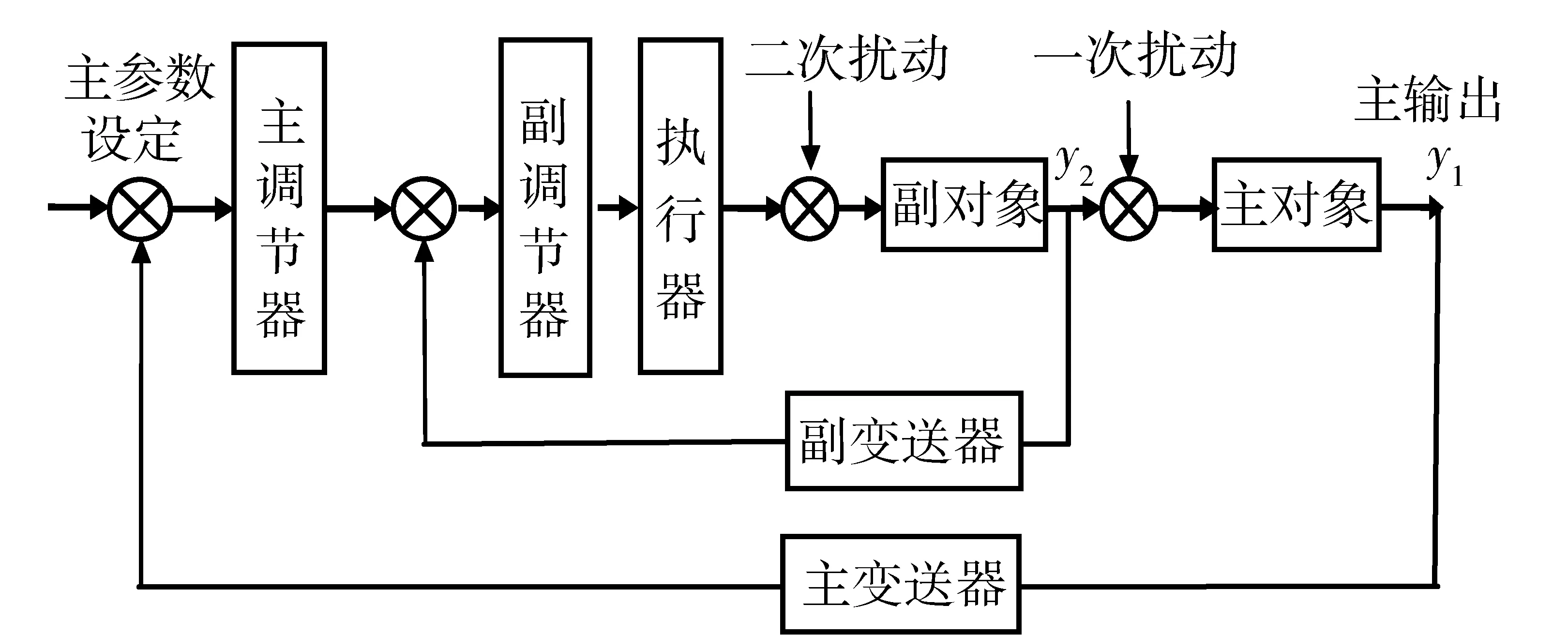
图2 串级控制系统示意图
2 烘干系统温度控制方案的确定
根据图1所示的烘干炉工艺流程,只要控制好炉温Tg和布袋收尘器进口温度T就可以实现系统的稳定。如果要实现烘干炉温Tg稳定可控,只需要测量实际炉温,并计算实际温度与温度设定值的偏差,并以PID控制规律控制燃料阀门的开度,以保持炉温恒定。某厂化学品氧化铝生产中烘干炉热源是由天然气燃烧提供,通过调节天然气管道阀门可对烘干温度进行控制。由于天然气管网的压力存在一定的波动,在同样阀门开度的情况下,对应的天燃气流量也会发生一定变化,并最终影响控制对象——烘干炉炉温Tg。对于单回路PID控制系统,只有炉温偏离设定值时,才能进行控制调节,但对控制对象而言已产生了滞后。为及时检测烘干炉系统中有可能引起炉温变化的因素并进行控制,在炉温控制主回路中,增加天燃气流量Q副控制回路,构成图4所示的串级控制结构。

图3 烘干炉温度控制系统图

图4 烘干炉温度串级控制系统结构图
3 串级控制系统组态
某厂化学品氧化铝烘干炉选用了DCS控制系统,其控制组态中含有标准PID调节组态模块,可以根据不同的控制要求设置具体控制参数,组成单回路调节器或串级回路调节器。根据烘干炉工艺特点和控制要求,在DCS控制系统中,调用2个PID调节模块,分别设置模块参数为串级主控制回路和副控制回路,联合组成串级控制调节器,如图5所示。串级控制主、副回路的PID模块具体参数设置如下。
3.1 DCS串级主控制回路参数设定(PID06)
HSPID:=(PK:=0,AD:=1,MC:=1,KD:=1,SV:=100, PT:=88,TI:=25,TD:=1.4, DI:=0,OUTB:=0,OUTR:=5,OUTT:=100,MU:=100,MD:=0,DL:=10,OUTM:=0, AV:=50,PVMU:=100,RM:=1,AE:=TRUE,TM:=FALSE,ME:=TRUE,CE:=TRUE,ATE:=FALSE,MTE:=FALSE,PVMD:=0,CYCLE:=0.1)
3.2 DCS串级副控制回路参数设定(PID07)
HSPID:=(PK:=0,AD:=1,MC:=2,KD:=1,SV:=100, PT:=100,TI:=30, TD:=2, DI:=0,OUTB:=0,OUTR:=5,OUTT:=100,MU:=100,MD:=0,DL:=10,OUTM:=0, AV:=50,PVMU:=100,RM:=2,AE:=TRUE,TM:=FALSE,ME:=TRUE,CE:=TRUE,ATE:=FALSE,MTE:=FALSE,PVMD:=0,CYCLE:=0.1)

图5 串级调节器组态示意图
其中MC参数项表征为串级回路主、副PID调节器,PT参数项为比例带(单位:%),TI参数项为积分时间(单位:s),TD参数项为微分时间(单位:s),KD参数项为微分增益。
串级主回路调节器:
MC:=1——表征为串级回路主PID调节器;
PVMU——过程输入值PV的量程上限;
PVMD——过程输入值PV的量程下限;
SP——PID的给定值;
CSRM——副调节器运行方式;
CSOC——副调节器的过程输入值;
AV——输出端;
CSOCI——过程输入值,仅对副调节器有效。
串级副回路调节器:
直接由主回路调节器输出值赋给设定值
MC:=2——表征为串级回路副调节器。
4 串级控制系统参数整定
按照副控制回路、主控制回路的先后顺序整定控制参数。
4.1 副PID回路的控制参数整定
在组态中设定副PID控制回路为串级控制状态,设定主PID控制回路为手动控制状态,根据经验试凑法调整副PID的参数,经多次试验调整参数,最后确定PID控制的各项参数为:PT(比例带)=100%,TI(积分时间)=30 s,TD(微分时间)=2 s,副串级控制回路控制状态最佳。
4.2 主PID回路的控制参数整定
在组态中设定副PID为串级控制状态,设定主PID控制回路为自动控制状态,根据经验试凑法调整主副回路PID参数,进一步优化系统。经多次试验调整参数,最后确定PID控制的各项参数为:PT
(比例带)=88%,TI(积分时间)=25 s,TD(微分时间)=1.4 s,串级控制回路控制状态最佳。
当烘干炉天然气管网压力变化时,天燃气实际流量偏离设定值(串级副回路SP),串级副控制回路调节天然气阀门开度,实现天燃气流量的稳定控制;当烘干炉炉温偏离设定值(串级主回路SP),串级主控制回路输出AV变化,从而导致串级副回路过程值PV偏离设定值SP,串级副控制回路调节天然气阀门开度,消除燃气流量偏差,从而保持烘干炉炉温的稳定。生产过程中,烘干炉出口温度控制在80~100 ℃,串级控制系统可以在3个调节周期内有效控制烘干炉出口温度保持在设定值±5 ℃以内,满足生产工艺要求。
5 应用效果
(1)烘干炉使用串级控制系统实现自动控制后, 产品水分含量得到了有效控制,成品质量合格率由原先的95%提高到了99%;
(2)布袋除尘器进口风温度稳定在了80~100 ℃,避免了温度过高烧坏布袋和温度过低糊住布袋造成的停车检修故障,每吨化学品氧化铝制造成本约降低1.5元。按照产量60万t/a计算,每年降低更换布袋费用及故障检修费用约90万元。
(3)烘干炉使用串级控制系统实现自动控制后,避免了产品过烘干现象,每吨降低天然气消耗约0.5 m3,按照年产量60万t,天然气价格2.85元/m3计算,每年降低费用51.3万元。
合计每年直接降低各项费用141.3万元。
6 结束语
串级控制在化学品氧化铝烘干炉系统中的成功应用,实现了烘干炉温度的自动控制,实践证明,该控制方式在化学品氧化铝烘干系统中的应用是稳定可靠的。
[1] 诸庆华,汪任初. 烘干系统操作问题分析及其改造[J]. 有色设备,2007(4).
[2] 邱远,赵阳. 化学品氧化铝生产中自动燃烧系统的设计和应用[J].冶金自动化,2006(3).
Application of Cascade Control in Chemical Alumina Drying System
SONG Jing, HAN Guang-jun
In view of the problems existed in hard automatic control of some plant drying system due to much more control parameters. This paper puts forward a method of cascade control on the temperature of drying furnace and natural gas flow, and mainly introduces the principle of cascade control and some technical measures to stabilize system parameters and control the system optimally. The result shows that the cascade control method can solve the problems of automatic control in drying system successfully.
drying system; cascade control; PID
2014-04-20
宋静,女,山东淄博人,大学本科,高级讲师,主要从事教学科研工作。
TP272; TF821
B
1008-5122(2014)04-0020-03
猜你喜欢
湖北农机化(2021年7期)2021-12-07
山东冶金(2019年2期)2019-05-11
宇航计测技术(2018年3期)2018-09-08
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
质量技术监督研究(2015年1期)2015-04-09
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
