
联合制碱过程的自动控制系统研究
2014-09-15 04:32李景林
纯碱工业 2014年6期
李景林
(中盐吉兰泰盐化集团有限公司,内蒙古 阿拉善盟 750333)
1 基于自动控制系统的联合制碱过程
联合制碱程序是先将合成氨生产中的变换气送入联碱碳化塔,将生产的重碱经滤碱机和煅烧两道工序取得纯碱,经过过滤后的母液再送人氯化铵工段备用。其过程主要有重碱、氯化铵和煅烧三个生产过程。整个生产过程较为繁琐,需要电机运转信号、温度点、压力点、流量点和液位点进行全面控制与检测,具非线性、多参数、多回路等特点。
自动控制系统的联合制碱流程中脱除二氧化碳(CO2)和生产重碱(NaHCO3)同时进行,然后把过滤后的母液送入氯化铵生产工段,使纯碱生产的碳化工序与合成氨生产的脱CO2工序合二为一,这也是新型变换气联合制碱过程的核心工序。
联合制碱的核心工艺流程如图1所示。
2 自动控制系统的工作原理
在联合制碱的过程中,我们采用了DCS系统的智能控制策略,DCS(Distributed Control System)即为集散控制系统,该系统融合了通讯、计算机、控制等多项技术,其优点是集中操作、分级管理与控制,组合方便,配置灵活。

图1 联合制碱核心工艺流程图
在联合制碱过程中,我们引进的DCS系统采用不同的控制方式,根据不同的生产工艺特点采用不同的控制方式,收到了较好的效果。
3 联合制碱过程的自动控制系统
3.1 制碱温度的控制系统
制碱温度控制系统的控温原理是基于软测量技术的控温。在制碱过程中,为了达到规定的制碱标准,要保持制碱塔内反应液温度、液面高度h和塔内压力PZ数值恒定。由于制碱塔内不同的位置其温度有所差异,也会出现耦合反应。鉴于这种状况就必须引进基于软测量技术的智能控制技术,使它对塔内60多个温度点实时监控。
我们设Q1为反应放出的热量,m1为反应液的质量,t2-t1为上升后的温度,C1为反应液的比热,那么其公式为(1):Q1=C1m1(t2-t1)。在反应过程中,循环水的热量Q2从原来的温度t升到t2,C2为水的比热,其公式则为(2):Q2=C2m2(t2-t)。由于C1、m1为已知项,则可推算出t2的值。根据热平衡原理得知Q1=Q2,因此如果确保合理的t值,就可以通过改变循环水流量的方法,移出全部反应热,来确保塔内的反应温度t1恒定。由于其智能控制器采用了神经元PID控制器,可以通过上述式子进行计算得出。其智能控温系统如图2所示。
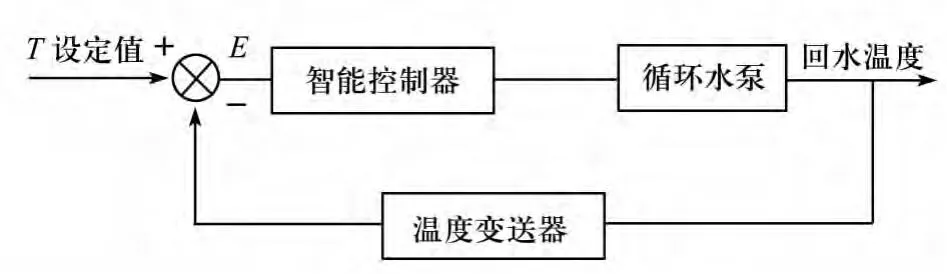
图2 控温原理图
3.2 变换气恒流的智能控制系统
我们设Qs为变换气量,Hs为低压机出口压力,ns为转速,也是参变量,那么低压机输出流量Q和出口压力H 就形成了低压机的H-Q特性曲线,其交点就是低压机输送变换气系统的整体特性解。如果流量发生变化,那么低压机出口压力也会发生变化,压力传感器相应的就会输出反馈信号,使低压机转速恢复到n的原值上来,就会得到所需的流量Qs,进而达到恒流量的控制目的。其控制系统原理如图3所示。

图3 控制系统图
由于受合成氨工序的影响,使得传统的PID控制方法不能很好地发挥控制作用,而神经元具有较好的控制功能,因此我们采用了神经元PID控制器,通过实践得知,此系统具有较强的抗干扰能力,实现了智能控制系统的恒压力。
3.3 恒液位的智能控制系统
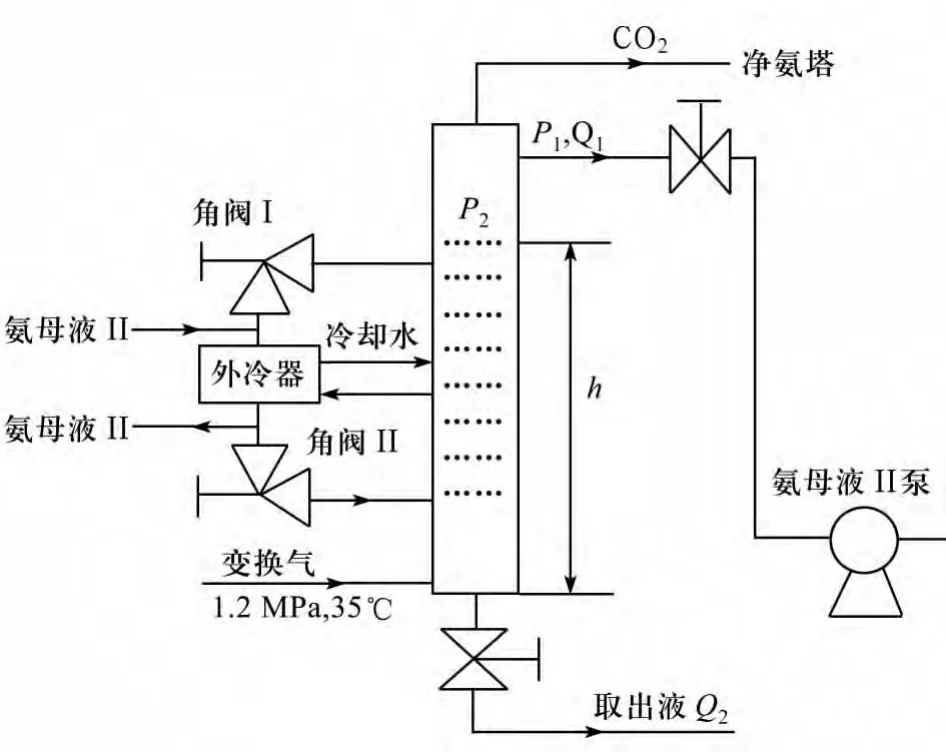
图4 变换气制碱塔示意图
在图4中,P1是氨母液Ⅱ的压力,Q1是氨母液Ⅱ的流量;Q2是取出液流量;P2是塔内顶部压力;Q2为取出液流量;h是常数;其反应条件是在P1>P2的前提下进行的,因此可以通过控制取出液的流量,就能保证液位h的恒定。恒液位控制框图如图5所示。
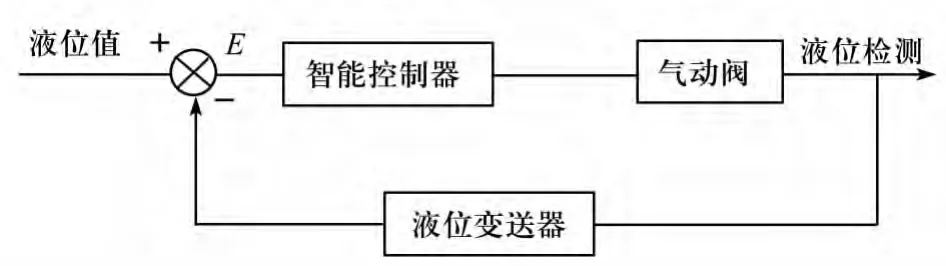
图5 恒液位控制系统图
3.4 煅烧炉头压力的智能控制系统
炉头压力是从重碱制得纯碱的关键技术参数,它是通过调节排风机挡风板开度实时控制的,它会受到重碱物料数量、含水量等多种因素影响。重碱及含水量给系统带来的不确定性、洗涤除尘器的状态变化和加热用蒸气量变化到挡风板开度控制存在着严重的时滞等是炉头压力控制的重点。因此鉴于这种状况,如何对时变、非线性和不确定性系统加以控制是我们研究的重点,故此提出了智能专家控制方法。
智能专家控制系统的工作原理:首先由主控制器给出一加权平均值,对挡风板进行调整,根据检测的压力数值,利用模糊控制方法对不同工况产生混合尾气量的变化进行补偿;然后用BP网络预测出的混合尾气量数据做为模糊补偿器的给定值。如果系统有故障或无输入信号,系统则会主动切换到专家控制状态,实现案例推理控制。该控制系统的设计是根据操作人员长期控制得到的实际数据,通过系统由加权平均计算出平均控制量,然后利用Fuzzy补偿器对主控制器的输出量进行补偿,再通过BP预估器根据工况的变化,对系统的工作点进行整定。BP预估器其实是一个三层神经网络,其构造如图6所示。
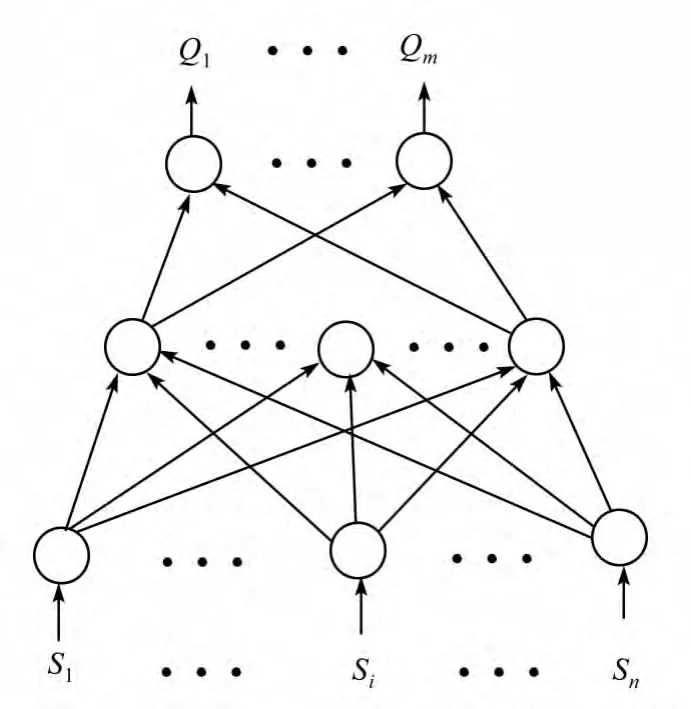
图6 BP三层神经网络图
4 结 语
本联合制碱自动控制系统融合了软测量和智能控制等技术,并借用计算机来计算控制回路给定值,从而使联合制碱的质量和效率大大提高,降低了生产成本,具有较强的借鉴意义和推广价值。
[1] 张开生,吕银芳,王雪梅.注塑机温度控制方法研究[J].工程塑料应用,2007(7)
[2] 孙增圻,邓志东,张再兴.智能控制理论与技术[M].北京:清华大学出版社,2011
[3] 冉海潮,孙丽华.啤酒恒量灌装智能控制系统[J].传感技术学报,2010(13)
[4] 李士勇,袁承光.模糊控制和智能控制理论与应用[M].哈尔滨:哈尔滨工业大学出版社,2012
[5] 陈宝江,彭熙伟,曹泛.单片机仿人智能控制电液伺服系统[J].北京理工大学学报,2011(5)
猜你喜欢
玩具世界(2022年2期)2022-06-15
房地产导刊(2021年8期)2021-10-13
出版人(2020年4期)2020-11-14
文苑(2018年23期)2018-12-14
文苑(2018年19期)2018-11-09
文苑(2018年17期)2018-11-09
文苑(2018年21期)2018-11-09
资源节约与环保(2017年7期)2017-09-15
现代工业经济和信息化(2016年3期)2016-05-17
化学工业与工程(2015年4期)2015-02-03
