流浆箱箱板电解抛光工艺的研究
2014-09-25 03:37刘艳黄金凤阮祚柄程浩陕西西安710021
湖南造纸 2014年2期
刘艳黄金凤阮祚柄程浩 陕西西安(710021)
流浆箱是现代纸机的关键部位,其结构和性能对纸页的成型和纸张的质量具有决定性作用,流浆箱的材料绝大多数采用304不锈钢,箱体内表面粗糙度要求接近镜面。目前大部分造纸机械厂采用手工抛光的方式,但在处理过程中,箱板表面会残留打磨痕迹、表面不一致的缺陷,并且还存在工时费用,辅料费用较高的缺点。
电解抛光也称之为电化学抛光,是利用不锈钢在电解液中的选择性阳极溶解而达到抛光和清洁表面目的的一种表面处理方法。电解抛光后的微观表面比机械抛光的更平滑,反光率更高;表面色泽一致,光泽持久;生产效率高[1,2]。针对目前我国流浆箱的加工现状,提出先电解后手工抛光的方法,在现有生产条件的基础上加装一套电解装置,这样不仅可以提高工作效率而且不会太高地增加企业的成本。
1 实验
1.1 药品及仪器
碳酸钠、氢氧化钠、磷酸三钠、柠檬酸、硫酸、甘油、六次甲基四胺、磷酸等。
烧杯、水浴锅、石墨电极、304不锈钢工件(100mm×200mm×3mm)、S D K-20 A H刷镀电源(武汉材料保护研究所)、手持砂轮机(上海砂轮机厂)、T R 100粗糙度仪(北京时代)等。
1.2 电解装置
1.3 工艺路线
除油 水洗 电解 抛光 水洗 中和水洗 钝化 水洗 干燥 性能测试
1.3.1 除油
采用化学除油法对不锈钢进行表面处理,其配方见表1。
1.3.2 电解
通过查阅大量资料,初步确定的电解液配方如表2所示。
1.3.3 抛光
采用手持砂轮机对已电解的不锈钢工件进行抛光。
1.3.4 中和
不锈钢经过抛光后,虽经水洗处理,但其表面还残留着少量柠檬酸,为了不影响后续的钝化处理,应对不锈钢进行中和处理,中和液选用5%的碳酸钠溶液,所用时间为2~3分钟。
1.3.5 钝化
不锈钢经过钝化处理后可使其表面形成一层耐腐蚀的钝化膜,从而提高不锈钢的耐蚀性。

表1 除油液配方
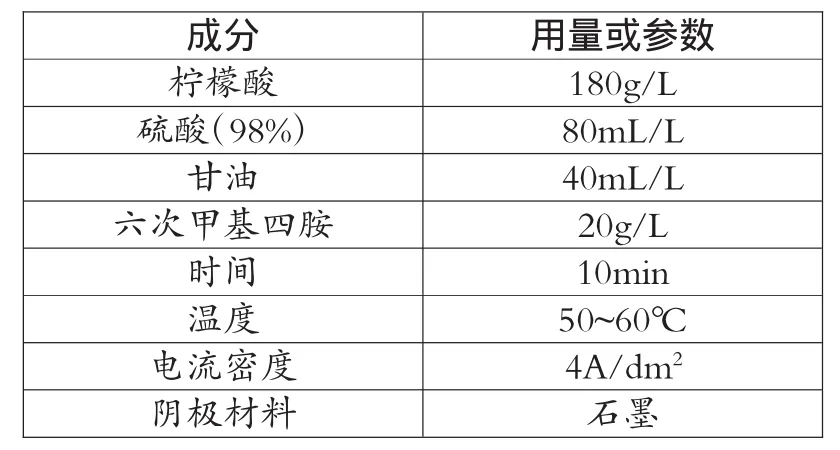
表2 电解液配方
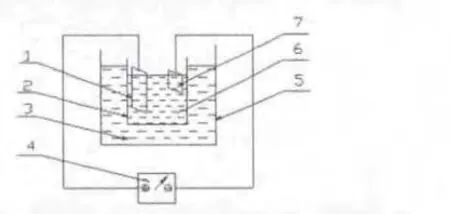
图1 电解装置示意图
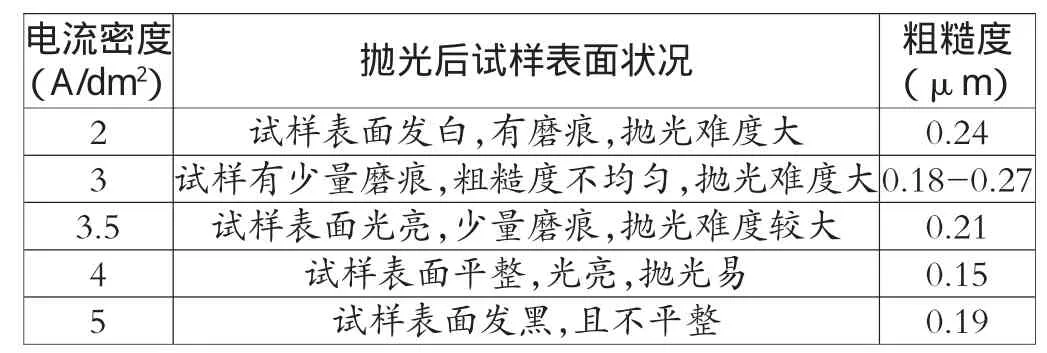
表5 电流对抛光效果的影响
1.4 电解液温度的确定
按照初步确定的配方对不锈钢试样进行不同温度的电解实验,抛光效果见表4。
分析及讨论:电解液的温度对提高不锈钢表面光亮度起决定作用。在电解过程中,不锈钢表面电解整平速率随温度升高而增大,温度升高能有效降低电解液粘度,减少阳极表面粘膜的厚度,加速阳极溶解产物的扩散,使溶液对流加快,有利于阳极上滞留的气泡脱附,避免产生斑、麻点。但温度过高,会使电解液过热,使试样产生腐蚀或表面产生气带条纹,影响抛光质量;温度过低,会使溶液粘度增大、阳极粘膜增厚,不利于阳极产物扩散,整平效果明显下降。由实验可知,电解液温度以50-60℃为宜。
1.5 电流密度的确定
在电解温度55℃的条件下对不锈钢试样进行不同电流下的电解实验,抛光结果见表5。
分析及讨论:为获得良好的电解效果,电流密度和电压是紧密相关的。通常,电压升高,电流密度随之增大,但这一现象只会继续到一个临界点,一旦达到这一点,电流密度将急速下降,电压仍相应增高。电解只有在电流密度比临界点高时才会发生,低于这一点则出现腐蚀。只有在适当的电流密度下,有一定的氧气析出,才有利于成膜或溶解。电流密度过小,工件表面发生一般阳极溶解,起不到抛光效果;电流密度过大,氧气猛烈析出,形成气流,产生局部腐蚀,影响抛光质量,同时电解液升温速度快,电解液损耗大,成本增加[3]。
由以上实验可知,在55℃下进行的不同电流密度的电解实验,工作电流密度小于3 A/d m2,电解难度大,速度慢,光亮度不足;大于4 A/d m2时又使不锈钢表面产生过氧化现象而发黑,所以确定最佳电解电流密度为4 A/d m2。
1.6 电解时间的确定
在最佳电解温度和电流下,对不锈钢试样进行不同电解时间下的实验,抛光结果见表6。
分析及讨论:当电解时间低于4 min时,抛光效果达不到理想状态;时间超过6 min时,则试样易产生腐蚀,因而电解时间采用4-6 min为宜。为提高加工效率,电解时间确定为4 min。
1.7 正交实验
在电解温度为55℃,电流为4 A/d m2,电解时间为4 min的条件下,进行正交实验。因素水平表如表7所示。
2 结果与分析
2.1 柠檬酸用量对不锈钢粗糙度的影响
柠檬酸的酸度低,黏度大,在抛光过程中既起到溶解作用又能在不锈钢表面形成钝化膜,防止不锈钢过腐蚀。当柠檬酸含量过低时,电解液黏度小,离子扩散速度快,金属溶解快,不利于不锈钢表面的整平,表面有大量麻点;当其含量过高时,溶液黏度大,表面形成横向水纹,电解速度低,且成本高[4]。由图2可看出当柠檬酸用量为180 g/L时,不锈钢表面的抛光效果达到最好。

表3 钝化液配方
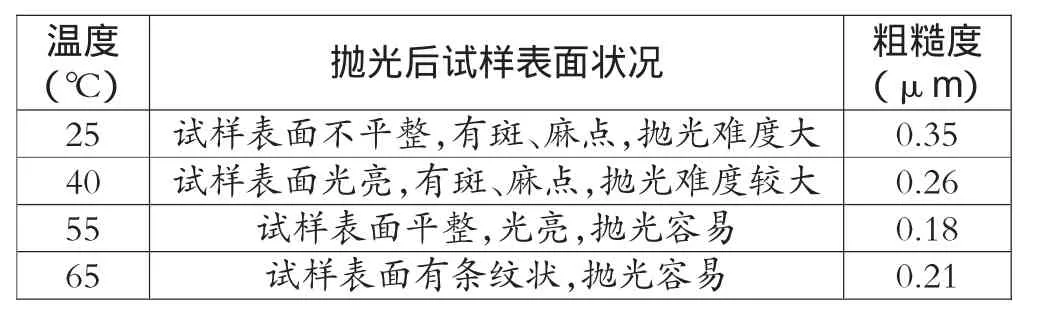
表4 电解液温度对抛光效果的影响
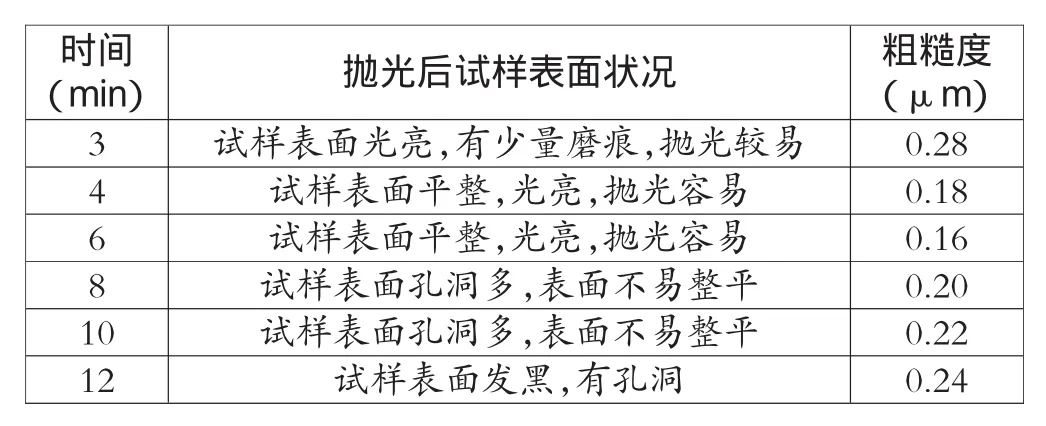
表6 电解时间对抛光效果的影响

表7 因素水平表
2.2 硫酸用量对不锈钢粗糙度的影响
硫酸具有良好的分散性,在溶液中能完全电离,有助于提高电解液的电导率、分散能力和阳极电流效率,使不锈钢表面均匀。硫酸含量过低,试样表面难以整平,抛光质量明显降低;其含量过高,反而引起腐蚀,降低表面光洁度,缩短电解液的使用寿命。由图2可看出当硫酸用量为60mL/L时,不锈钢表面的抛光效果达到最好。
2.3 甘油用量对不锈钢粗糙度的影响
甘油吸附在阳极的表面,有利于促进扩散层的形成,能够与柠檬酸在不锈钢表面形成一层薄膜,防止不锈钢过腐蚀,并使抛光后的不锈钢表面光亮、细致。当甘油含量过低时,不锈钢表面光亮,但粗糙度差;当其含量过高时,溶液黏度增大,操作难度提高[4]。由图2可看出当甘油用量为20mL/L时,不锈钢表面的抛光效果达到最好。
2.4 六次甲基四胺用量对不锈钢粗糙度的影响
六次甲基四胺起缓蚀作用,它可以调节电解液的腐蚀速率,防止不锈钢表面产生过腐蚀现象,起到整平与光亮的作用。由图2可看出当六次甲基四胺用量为15 g/L时,不锈钢表面的抛光效果达到最好。
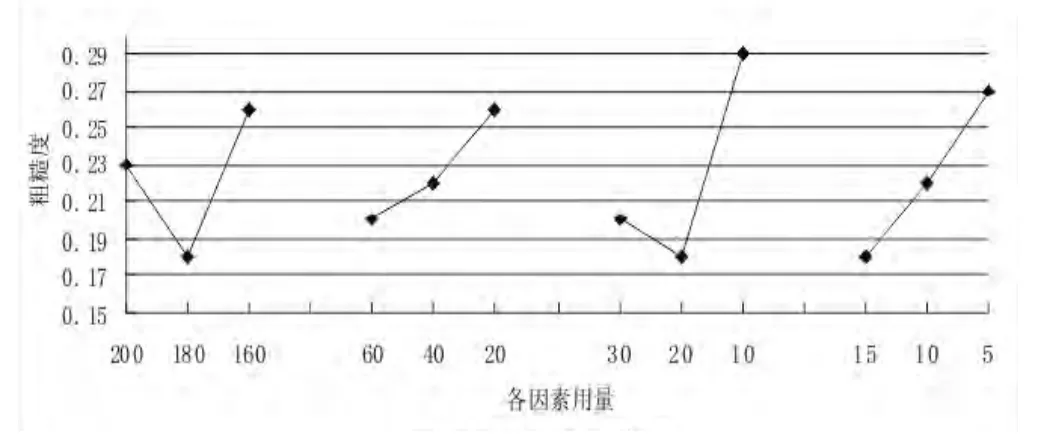
图2 各因素用量对粗糙度的影响
3 结论
1)电解液的组成为:柠檬酸180 g/L;硫酸60mL/L;甘油20mL/L;六次甲基四胺15 g/L。
2)不锈钢电解工艺条件为:温度55℃;电流密度4 A/d m2;时间 4 min。
3)经该工艺电解抛光的不锈钢试样表面粗糙度值可达到 0.15~0.20 μm。
采用先电解后抛光的工艺不仅可以提高流浆箱箱板的加工质量和加工效率,而且可以大大降低工人的劳动强度,改善劳动环境。此外,该电解液因不含铬酐和磷酸(传统电解液中一般使用),循环使用后可经过滤、稀释后可作为酸洗剂使用。
[1]曾祥德.新型环保型不锈钢抛光工艺[J].电镀与涂饰,2006,25(10):23-25.
[2]郭贤烙,易翔.不锈钢电化学抛光技术研究[J].电镀与涂饰,2001,20(5):11-13.
[3]韦瑶,杜高昌,蓝伟强等.电化学抛光工艺研究与应用[J].表面技术,2001,30(1):19-20.
[4]柠檬酸硫酸型不锈钢电化学抛光液研究 [J].电镀与涂饰,2010,29(9):36-38.
猜你喜欢
江苏调味副食品(2021年1期)2021-04-01
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2019年5期)2019-11-16
山东冶金(2018年6期)2019-01-28
制造技术与机床(2017年12期)2017-02-02
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
应用化工(2015年2期)2015-07-13
应用化工(2014年1期)2014-08-16
应用化工(2014年1期)2014-08-16